Опытный стан шаговой прокатки СШР-82,5

Автор: Коваль Григорий Иванович, Дрмин Владимир Григорьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 15 (274), 2012 года.
Бесплатный доступ
Представлено описание устройства и работы опытного стана шаговой прокатки СШР-82,5, установленного в лаборатории ЮУрГУ, который предназначен для исследования технологических возможностей шаговой прокатки прямым и обратным ходом, разработки основ новой технологии шаговой прокатки.
Шаговая прокатка, прямой и обратный ход, опытный стан
Короткий адрес: https://sciup.org/147156708
IDR: 147156708 | УДК: 621.771
Test mill of step-by-step rolling SSHR-82.5
The paper outlines the construction and function of a test mill of step-by-step rolling SShR-82.5 installed in a SUSU laboratory. The mill is intended for research on technological possibilities of step-by-step rolling in forward and reverse motion and for working out the principles of a new technology of step-by-step rolling.
Текст научной статьи Опытный стан шаговой прокатки СШР-82,5
С целью исследования технологических возможностей нового способа шаговой прокатки [1] с учетом его особенностей [2, 3] и разработки основ новой технологии шаговой прокатки поставлена задача создания опытного прокатного стана. Для этого сформулированы следующие основные требования, которым должен отвечать опытный прокатный стан:
– прокатная клеть должна иметь две взаимно перпендикулярные пары вращающихся валков, оси которых располагаются в одной плоскости или попарно смещены вдоль оси прокатки;
– векторы окружных скоростей взаимно перпендикулярных пар валков со стороны оси прокатки должны быть направлены в разные стороны;
– прокатные валки должны иметь переменный радиус, проведенный из оси вращения, а их рабочая поверхность – три последовательно расположенных участка: калибрующий, обжимной и холостой;
– пары взаимно перпендикулярных валков должны иметь возможность их разворота друг относительно друга на определенный угол для обеспечения обжатия заготовки одной парой валков при увеличении их радиуса, а второй парой валков – при уменьшении их радиуса;
– прокатная клеть с валками должна совершать возвратно-поступательное движение вдоль оси прокатки от кривошипно-шатунного механизма при жесткой кинематической связи между приводами вращения валков и возвратно-поступательного перемещения прокатной клети;
– имеющая жесткую кинематическую связь система прокатная клеть – валки должна обеспечивать условия, при которых относительное перемещение заготовки и осей пары валков, векто- ры окружных скоростей которых направлены в сторону готового профиля, равно m(X +1)/2, где m - проектная подача заготовки, X - вытяжка заготовки.
В соответствии с указанными основными требованиями разработана принципиальная схема опытного стана [4]. При этом принимались во внимание простота конструкции стана и технологичность его изготовления.
Стан (рис. 1–3) включает в себя стационарную раму 1, на которой с возможностью возвратно-поступательного перемещения по направляющим 2 установлена прокатная клеть 3. В прокатной клети 3 с возможностью вращения установлены две взаимно перпендикулярные пары валков переменного радиуса: вертикальная 4 и горизонтальная 5. Регулирование зазора между валками осуществляется с помощью клиньев 6.
Привод вращения валков 4, 5 и возвратнопоступательного движения клети 3 осуществляется от электродвигателя 7 через редуктор 8 и универсальный шпиндель 9.
Для вращения валков крутящий момент от шпинделя 9 передается на шестерню 11, затем через вал на коническую зубчатую передачу 10, шестерни 12, 13, 14 и зубчатые колеса 16, 17, 18, 19, а от них через универсальные шпиндели 20 со шлицевым соединением к прокатным валкам 4, 5. Такая кинематическая схема привода прокатных валков обеспечивает требуемое направление их вращения.
Для осуществления возвратно-поступательного перемещения прокатной клети 3 на оси горизонтальных шестерен 16, 18 посажены корпуса 21, 22, в которых установлены кривошипы 23, шарнирно связанные через шатуны 24 со стационарной рамой 1.
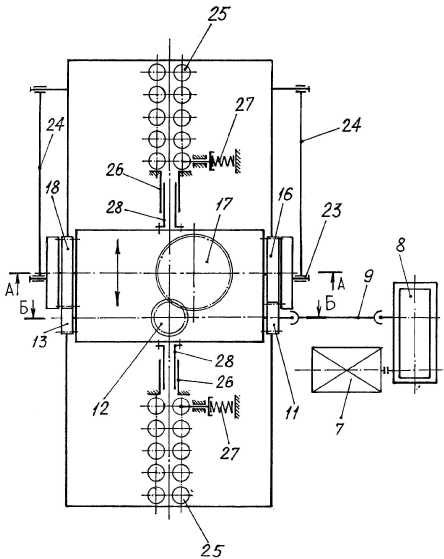
Рис. 1. Принципиальная схема опытного стана. Вид в плане
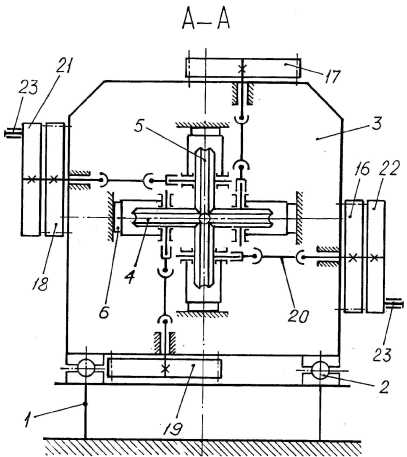
Рис. 2. Принципиальная схема опытного стана. Вид на прокатную клеть
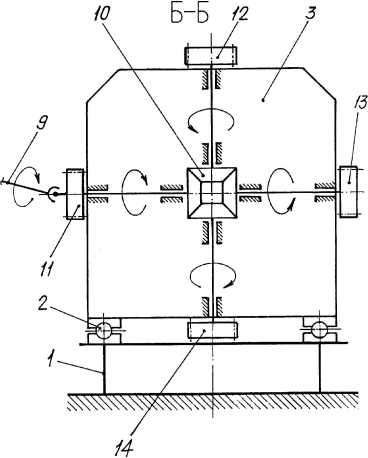
Рис. 3. Принципиальная схема опытного стана. Вид на распределительную коробку
На стационарной раме 1 перед и после прокаткой клети 3 установлены направляющие ролики 25 с проводками скольжения 26, удерживающими прокатываемую заготовку вдоль оси прокатки. Ближние к прокатной клети ролики 25 связаны с демпфирующими элементами 27. На прокатной клети 3 закреплены также проводки скольжения 28, телескопически связанные с проводками 26, что обеспечивает удержание заготовки по всей ее длине вдоль оси прокатки.
Регулирование величины хода прокатной клети 3 и ее скоростного режима обеспечивается изменением положения кривошипов 23, для чего в корпусах 21 и 22 выполнены несколько цилиндрических расточек. Настройка требуемого углового положения взаимно перпендикулярных пар валков 4, 5, а также углового положения кривошипов 23 относительно углового положения валков 4, 5 осуществляется изменением положения шестерен 11, 12, 13, 14 относительно зубчатых колес 16, 17, 18, 19 соответственно.
Выбранная кинематическая схема стана удовлетворяет всем указанным выше требованиям.
С использованием разработанной принципиальной схемы созданы технический и рабочий проекты опытного стана СШР-82,5.
В качестве исходных данных при разработке конструкции опытного стана СШР-82,5 взяты следующие параметры.
Максимальный диаметр исходной заготовки, мм25
Минимальный диаметр получаемого проката, мм10
Подача заготовки за ход клети, мм2…5
Максимальный ход клети, мм200
Число ходов клети в минуту20…80
Межцентровое расстояние между осями валков, мм 165…170
Длина шатунов, мм600
В целях снижения затрат на разработку технической документации и изготовление опытного стана в качестве его прокатной клети использована реконструированная прокатная клеть с четырехвалковым калибром конструкции кафедры ОМД Южно-Уральского государственного университета (ЮУрГУ). На рис. 4–6 приведены общие виды прокатной клети после ее реконструкции.
В состав прокатной клети входят станина 3 и размещенная в проеме станины кассета 1. Кроме этого на станине 3 клети закреплена рама 2 распределительной коробки.
В кассете 1 закреплены узлы рабочих валков 4, 5 переменного радиуса, образующих две взаимно перпендикулярные пары валков – горизонтальную и вертикальную. Узлы рабочих валков 4, 5 крепятся к корпусу кассеты 1 с возможностью перемещения в радиальном (перпендикулярном оси прокатки) направлении с помощью клиньев 6. Пе-
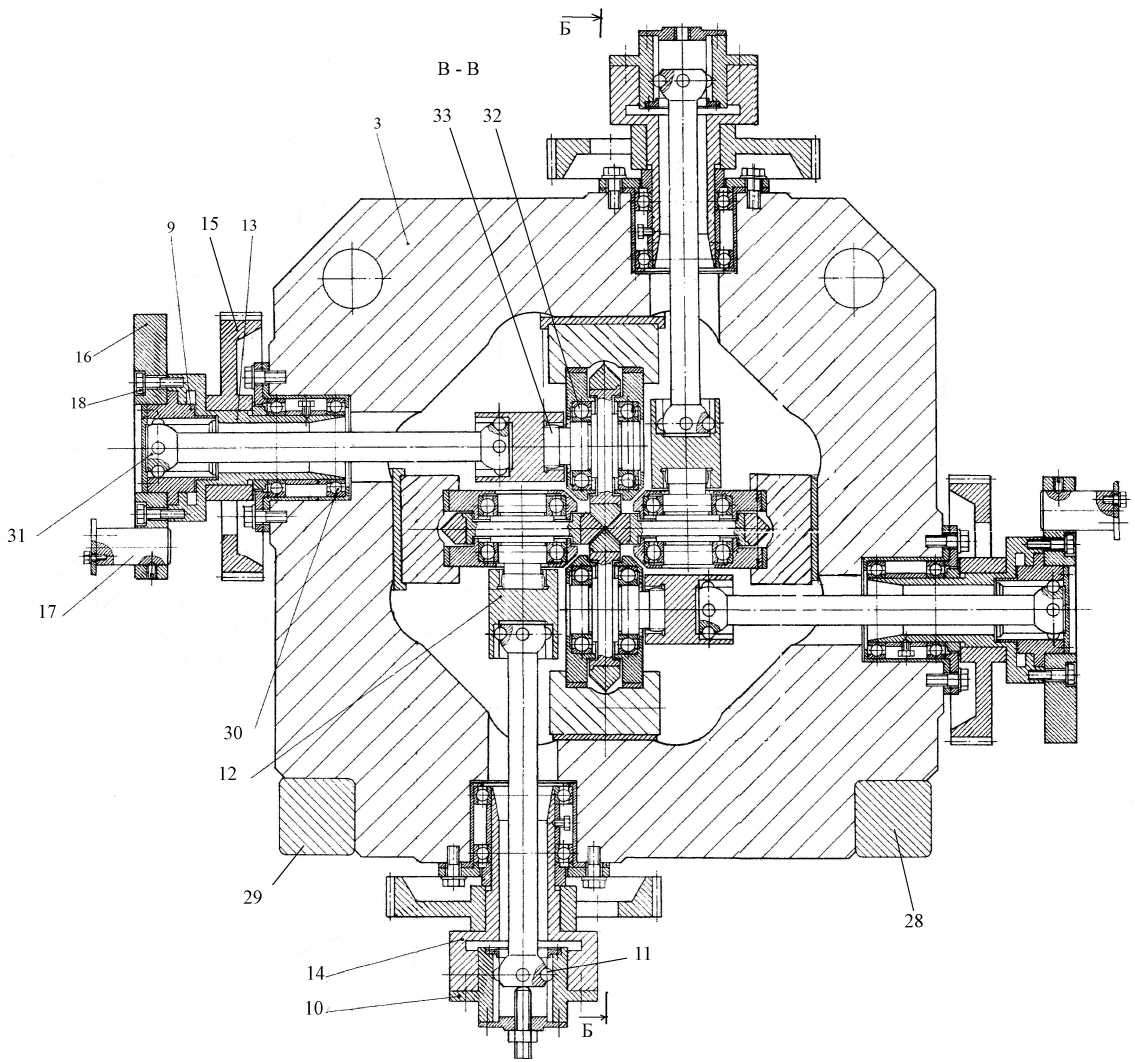
Рис. 4. Вид на прокатную клеть со стороны выхода готового проката с разрезом
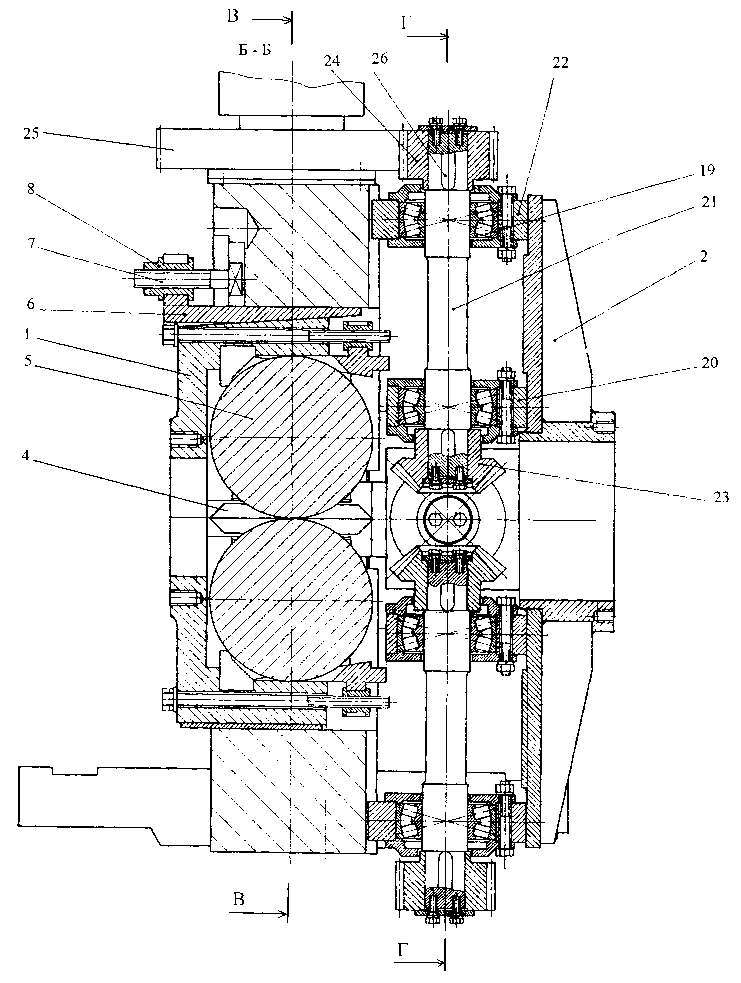
Рис. 5. Вид сбоку на прокатную клеть и распределительную коробку с разрезом
ремещение клиньев 6 обеспечивается винтами 7 и гайками 8.
Оси валков опираются на подшипники качения 32 и имеют шлицевые хвостовики 33 для соединения с шариковыми карданами, шарниры которых включают муфты 12, втулки 9 и 10, валы 31 и шарики 11.
Втулки 9 и 10 шпонками соединены с корпусами 13 и 14, опирающимися на подшипники качения 30.
На корпуса 13,14 посажены шестерни 15, 25.
На втулки 9 посажены корпуса кривошипов 16 с кривошипами 17. Корпуса кривошипов 16 соединены с втулками 9 шпонками и крепятся к корпусам 13 болтами 18.
На раме 2 распределительной коробки в кор- пусах 20, 22 закреплены подшипники 19 валов 21.
На одном конце вала 21 через шпонки 26 посажена коническая шестерня 23, на другом конце – цилиндрическая шестерня 24, входящая в зацепление с шестерней 25.
Горизонтальный вал 18 снабжен полумуфтой 27 для соединения с универсальным шпинделем (см. рис. 1).
Прокатная клеть снабжена брусьями 28 и 29, которыми она опирается на раму стана.
Описанный опытный стан СШР-82,5 изготовлен и установлен в лаборатории кафедры ОМД ЮУрГУ. На стане проведен комплекс монтажных и пуско-наладочных работ.
На рис. 7 приведена фотография опытного стана после его сборки, монтажа и наладки.
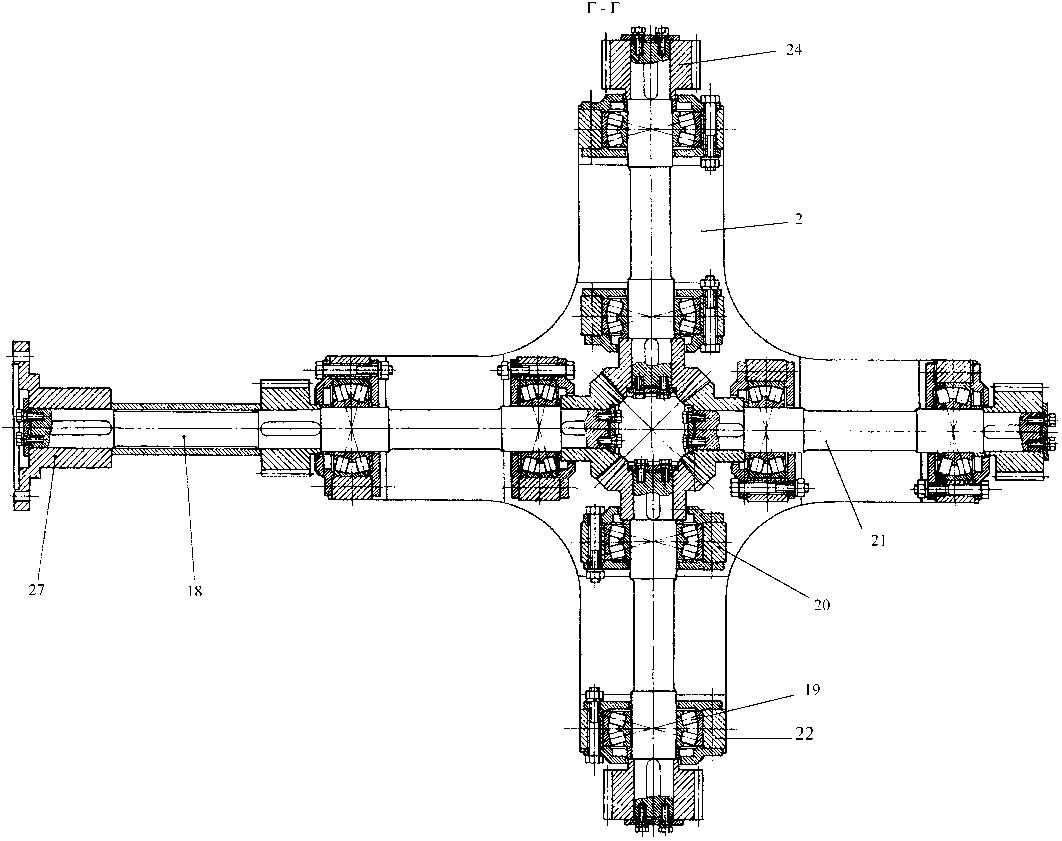
Рис. 6. Разрез по распределительной коробке прокатной клети
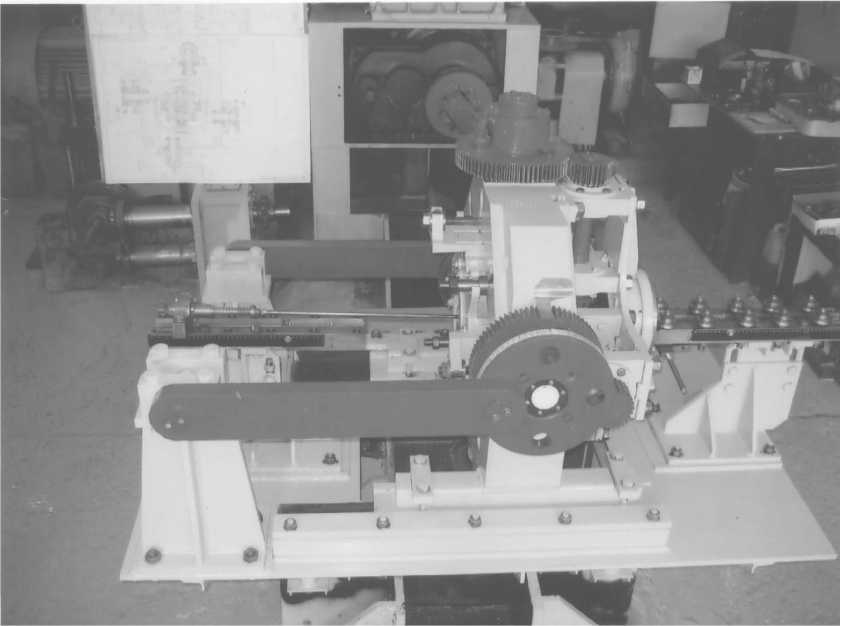
Рис. 7. Вид сбоку на опытный стан
Работа финансировалась Фондом содействия развитию малых форм предприятий в научно-технической сфере.
Список литературы Опытный стан шаговой прокатки СШР-82,5
- Пат. 2252830 Российская Федерация, МПК7 В 21 В 1/42. Способ шаговой прокатки/Г.И. Коваль., Т.Г. Каримова. -№ 2004110352/02; заявл. 05.04.2004; опубл. 27.05.2005, Бюл. № 15. -12 с.
- Коваль, Г.И. Основы нового способа шаговой прокатки/Г.И. Коваль//Вестник ЮУрГУ. Серия «Металлургия». -2005. -Вып. 6. -№ 10 (50). -С. 72-76.
- Коваль, Г.И. Формоизменение при шаговой прокатке прямым и обратным ходом/Г.И. Коваль//Вестник ЮУрГУ. Серия «Металлургия». -2007 -Вып. 8. -№ 13 (85). -С. 21-23.
- Пат. 2324557 Российская Федерация, МПК7 В 21 В 13/18. Прокатный стан/Г.И. Коваль, В.Г. Дремин. -№ 2006135601; заявл. 09.10.2006; опубл. 20.05.2008, Бюл. № 14. -4 с.
