Органические связующие в литейном производстве

Автор: Саначева Г.С., Вострикова Н.М., Дубова И.В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 7 т.5, 2012 года.
Бесплатный доступ
В статье рассмотрены химические процессы, происходящие в связующих композициях при изготовлении литейных форм и стержней по горячим ящикам. На примере процессов образования и отверждения синтетических смол поясняется значимость понимания влияния химизма этих процессов на возможность управления качеством литья. Отмечена важность включения в учебную программу органической химии практических примеров использования высокомолекулярных соединений в литейном производстве.
Связующие композиции, химизм процесса отверждения, качество литья, синтетические смолы в литейном производстве
Короткий адрес: https://sciup.org/146114709
IDR: 146114709 | УДК: 622:743
Organic binders in foundry
The article deals with the chemical processes occurring in the binder compositions in the manufacture of molds and cores for burning boxes. On the example of the formation and curing of resins explained the importance of understanding the influence of the chemistry of these processes on the ability to control the quality of casting. The importance of inclusion in the curriculum of the students practical examples of the use of high-molecular compounds in metal casting.
Текст научной статьи Органические связующие в литейном производстве
В литейных цехах для изготовления ответственных формообразующих частей литейной формы применяют в основном песчано-смоляные смеси (ПСС) на основе органического связующего. Связующая композиция состоит из собственно связующего, отвердителя или катализатора отверждения, а также может включать специальные модифицирующие добавки для достижения определенных служебных характеристик самого связующего или смесей на его основе. Связующее является основой композиции, образуя при затвердевании мосты между зернами песка и обладая как высокой собственной прочностью (когезией), так и адгезией к наполнителю. Отвердитель, или катализатор, – компонент, который вызывает отверждение связующего, но сам при этом не обладает связующими свойствами. Катализатор обеспечивает отверждение связующего в результате изменения рН среды (кислоты для фурановых смол, амины для фенолоизоцианатов). Регуляторами скорости отверждения служат ускорители и замедлители.
В современной научной литературе по литейному производству чаще всего приводятся типы связующих композиций, продукты твердения, но при этом недостаточно уделяется внимание химизму работы связующего в составе смеси, что не позволяет манипулировать самим процессом отверждения формовочных и стержневых смесей путем введения специальных добавок. В данной статье раскрывается значимость понимания влияния механизма взаимодей-
ствия составляющих связующих композиций на возможность управления качеством литых заготовок.
Основная часть
Как известно, наиболее рациональным технологическим средством повышения точности и качества отливок является использование процесса изготовления стержней по нагреваемой оснастке из сухих песчано-смолянистых смесей на основе жидких термореактивных смол или быстротвердеющих связующих.
По характеру затвердевания различают необратимые, обратимые и промежуточные связующие. Наиболее широко применяются необратимые связующие, в основе затвердевания которых лежат процессы полимеризации смол.
Смолами первоначально называли любые природные аморфные органические вещества, твердые или вязкожидкие, большей частью растворимые в органических растворителях и нерастворимые в воде. Смолы в широком смысле – это высокомолекулярные органические вещества в устойчивом аморфном состоянии, состоящие из сложных, неодинаковых по составу мономеров. По структуре макромолекул высокомолекулярные смолы (ВМС) разделяют на линейные, представляющие собой длинные цепи элементарных звеньев; разветвленные, структура которых состоит из звеньев одинакового химического строения с наличием боковых ответвлений, и пространственные (трехмерная структура), в молекуле которых линейные молекулы соединены поперечными связями, образованными различными атомами. Именно ВМС пространственного строения способны образовывать прочные пленки с высокой адгезионной способностью, обеспечивающей связь смолы с кварцевым песком и другими составляющими стержневых смесей. Они также обладают повышенной прочностью, термической стойкостью.
Существуют два способа получения синтетических смол: поликонденсация и полимеризация. В реакцию поликонденсации вступают органические соединения, содержащие в своем составе определенное число реакционных функциональных групп, например гидроксильные ( - ОН), присущие фенолу; альдегидные ( - СОН), присущие альдегидам; аминные ( - NH 2 ), присущие аминам, а также подвижные атомы водорода в орто- и пара- положении в феноле.
В зависимости от поведения при нагреве смолы делятся на термореактивные, которые при нагреве переходят в вязкотекучее состояние, а затем в нерастворимое и необратимое состояние, и термопластичные, которые при нагреве размягчаются, а при охлаждении вновь отвердевают.
Известен большой ассортимент синтетических смол, которые используют в качестве связующих по горячей оснастке. Среди органических веществ это фурановые смолы, жидкие фенольные и фенолокарбамидные смолы. Применение их зависит от многих факторов, в частности от скорости отверждения. Специальные катализаторы, ускоряющие процесс отвердевания, представляют собой растворы минеральных кислот, соли, сульфохлориды и сложные композиции, в состав которых входят неорганические и органические соединения. Каждой смоле соответствует свой катализатор.
Фенолоформальдегидные смолы образуются при взаимодействии фенола и его гомологов с формальдегидом. Технические свойства продукта поликонденсации зависят от структуры – 800 –
Таблица 1. Условия реакции поликонденсации фенола и формальдегида
Смола резольного типа образуется при недостатке фенола в щелочной среде. Взаимодействие протекает по трем стадиям. На первой стадии образуются резолы, на второй – резитолы, на третьей – резиты.
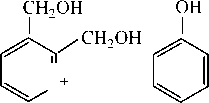
Резолы – это смесь низкомолекулярных соединений (оксибензиловый спирт, ди-, три-метилольные производные бензола), образующихся при взаимодействии фенола и формальдегида:
OH
|

NH 2
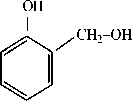
Оксибензиловый спирт
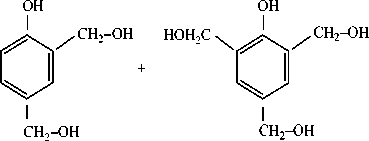
Диметилолфенол
Триметилолфенол
H
|
+ C = O |
H
Фенол Формальдегид
Они плавятся при нагревании и растворимы в спирте, ацетоне и водных растворах щелочей.
Взаимодействие фенолоспиртов приводит к образованию резитолов , представляющих собой смесь резольной смолы и высокомолекулярных неплавких и нерастворимых соединений:
|
CH 2 - OH
Они не растворимы, а только набухают в спирте, ацетоне, размягчаются, но не плавятся при нагревании.
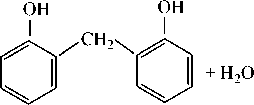
Дальнейший нагрев сопровождается образованием трехмерной структуры резита и выделением воды, что и отображает процесс отверждения смолы:
CH CH
| 2 | 2
| CH 2 |
|
CH2
Данный процесс может протекать и при комнатной температуре, но длительное время (от 6 мес. до 1 года), что значительно ускоряется при повышении температуры [ 1 ] .
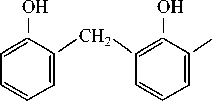
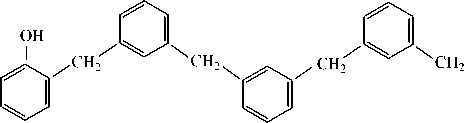
Смола новолачного типа: недостаток формальдегида, избыток фенола, среда кислая. В данных условиях фенолоспирты реагируют с фенолом с образованием диоксидифенилметана:
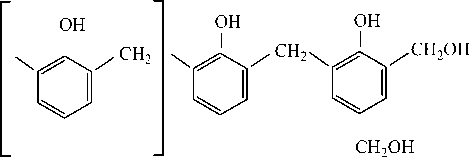
который при дальнейшей конденсации дает новолачные смолы, имеющие следующее строе ние:
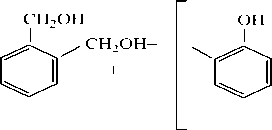
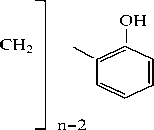
В новолачную смолу входит смесь соединений линейного строения с молекулярной массой 200-1300.
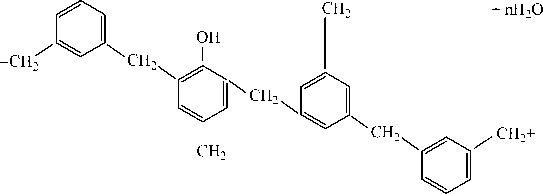
Новолачные смолы возможно перевести в термореактивное (неплавкое, нерастворимое) состояние путем обработки их формальдегидом (НСОН), параформом (HO(CH2O)nH) или чаще всего гексаметилентетрамином (уротропином) при высоких температурах и давлении. При этом уротропин разлагается на аммиак, формальдегид и другие газообразные продукты. Выделившийся аммиак «сшивает» цепи молекул новолака через резитол в резит, образуя трехмерную сетку и придавая тем самым смоле необходимую прочность.
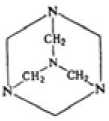
уротропин
Продолжительность отвердевания зависит от количества уротропина и температуры. Оптимальное содержание уротропина составляет 7–10 % веса смолы, а содержание свыше 15 % не только увеличивает продолжительность отверждения, но и ухудшает механические свойства отвержденных песчано-смоляных смесей [ 2 ] . Действие солнечных лучей и повышенная температура могут вызвать реакцию взаимодействия между смолой и уротропином, что диктует выбор условий их хранения.
Отвержденные фенолформальдегидные смолы устойчивы только при 300 0С, а при более высоких температурах образуется механически прочный кокс. Коксовое число фенольных резитов составляет около 50, что позволяет применять их для изготовления стержней и сложных отливок из чугуна и стали.
Мочевиноформальдегидные или карбамидные смолы также образуются в процессе поликонденсации, которая сопровождается выделением побочных продуктов (воды, формальдегида). Механизм образования данного вида смол сложен. Наиболее признанной является теория, в процессе которой получается моно- и диметилмочевина [ 2 ] :
NH 2 - CO - NH 2 + 2 CH 2 O ^ HOH 2 C - NH - CO - NH - CH 2 OH Мочевина Формальдегид Диметилолмочевина
|
NH-CH 2 I |
OH |
NH-CH 2 I |
OH |
NH-CH 2-I |
-N-CH 2 - I |
-N- |
■ CH 2 - |
-N-CH 2 OH I |
|
|
! C = О |
+ |
! C = O |
^ |
! C = O |
! C = O |
C |
! = O |
! C = O |
+ 5Н 2 О |
|
! NH-CH 2 |
OH |
! NH-CH 2 |
OH |
! NH-CH 2 |
! -N-CH 2 |
! -N- |
CH 2 |
! -N-CH 2 OH |
Данный процесс может происходить в слабокислой, нейтральной и слабощелочной среде при 20-100 ºС в присутствии катализаторов, поглощающих воду. Образующиеся неотвержден-ные мочевиноформальдегидные смолы представляют собой смесь низко- и высокомолекулярных соединений, хорошо растворимых в воде и в других гидрофильных растворителях. Под влиянием тепла и специальных отверждающих средств они способны переходить в неплавкое и нерастворимое состояние. Большое количество метилольных групп в отвержденной смоле значительно снижает ее прочность и водостойкость, что необходимо учитывать в процессе применения мочевиноформальдегидных смол. Чем больше поперечных связей между цепями, тем выше механическая прочность и стойкость отвержденной пленки смолы. Так как эти смолы имеют низкую термостойкость, их используют преимущественно при изготовлении стержней в горячих ящиках.
Выводы
Особенности химических процессов влияют на структуру полученных смол, что, в свою очередь, обусловливает область их применения в металлургии литья. Таким образом, условия применения смолянистых веществ в качестве связующих зависят от химических реакций, протекающих при их получении. ВМС являются предметом изучения органической химии, в процессе обучения которой предоставляется возможность знакомства студентов с практическим использованием химических реакций на основе органических веществ в металлургии литья.
В статье рассмотрено изготовление литейных стержней по горячим ящикам (Hot-Box-процесс). Не меньший интерес представляют вопросы изучения смоляных смесей для стержней, изготовляемых по холодным ящикам (Cold-box-процесс).
Работа выполнена при финансовой поддержке проекта П-8 Минобрнауки.
