Организация автоматизированного учета нефтепродуктов на основе многофункционального программируемого контроллера топливного склада

Автор: Шумкин А.В., Макаров П.В., Пайгин Д.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4 т.25, 2023 года.
Бесплатный доступ
Статья посвящена актуальной проблеме контроля оборота нефтепродуктов на складах обслуживающей подсистемы предприятия, снабжающих топливом производственный транспорт. Процессы транспортировки сырья, материалов, готовых изделий, а также перевозка сотрудников до мест удаленной работы важны для бесперебойного функционирования основного производства, а их стоимость достигает 25-30% в себестоимости продукции. Целью статьи является исследование проблем организации автоматизированного учета нефтепродуктов на основе многофункционального программируемого контроллера топливного склада в обслуживающих производствах. Основу методов исследования составили диалектический и системный подход, методы формализации, моделирования, методы причинно-следственных связей. Для оценки темпов развития передовых производственных технологий использован статистический анализ динамики данных, позволяющий определить приоритеты в развитии технологий, выявить взаимосвязь между разработками смежной направленности. Для визуализации технологических процессов на топливном складе, требующих организации автоматизированного контроля нефтепродуктов, использован метод графических описаний процессов управления, отражающих маршрутную технологию выполнения управленческих функций. Изучение организации обслуживающих производств российских предприятий показало преобладание использования ручного управления или применение для целей учета нефтепродуктов зарубежные информационные продукты. Выявлены тенденции разработки передовых производственных технологий, характеризующие важность создания аппаратуры для автоматизированной транспортировки материалов, автоматизированных погрузочно-разгрузочных операций в обслуживающих подсистемах транспортировки и складирования. Систематизированы процессы и операции на складе транспортного топлива, обслуживающего транспортную подсистему основного производства. Разработана принципиальная блок-схема технологических процессов на топливном складе, требующих организации автоматизированного контроля и учета нефтепродуктов. Функции управляющего устройства выполняет многофункциональный контроллер топливного склада, для работы которого необходимо обеспечить подключение дополнительного технологического оборудования. Исследована продолжительность технологического цикла операций на топливном складе до и после автоматизации процессов. По девяти ключевым операциям представлено время и стоимость выполнения работ, рассчитан временной и экономический эффект от внедрения многофункционального программируемого контроллера, составляющий, соответственно, 7,61% и 19,48 тысяч рублей в целом по полному технологическому циклу. Материалы исследования обладают теоретической и практической значимостью, могут быть использованы при разработке научных инвестиционных проектов по созданию и внедрению автоматизированных систем топливного склада на основе многофункционального программируемого контроллера в практику организации обслуживавших производственных процессов.
Организация обслуживавших производств, транспортная подсистема, топливный склад, нефтепродукты, технологические операции, автоматизированная система управления, программируемый контроллер
Короткий адрес: https://sciup.org/148327520
IDR: 148327520 | УДК: 65.011 | DOI: 10.37313/1990-5378-2023-25-4-95-103
Organization of automated accounting of petroleum products on the basis of a multifunctional programming controller of the fuel storage
Joint-Stock Company «Scientific and Production Enterprise «Rubin», Penza, Russia The article is devoted to the actual problem of controlling the circulation of petroleum products in the warehouses of the service subsystem of an enterprise that supplies fuel to industrial vehicles. The processes of transportation of raw materials, materials, finished products, as well as the transportation of employees to remote work sites are important for the smooth functioning of the main production, and their cost reaches 25-30% of the cost of production. The purpose of the article is to study the problems of organizing automated accounting of petroleum products based on a multifunctional programmable controller of a fuel depot in service industries. The basis of the research methods was the dialectical and systematic approach, methods of formalization, modeling, methods of cause-and-effect relationships. To assess the pace of development of advanced production technologies, a statistical analysis of data dynamics was used, which makes it possible to determine priorities in the development of technologies, to identify the relationship between developments in a related direction. To visualize the technological processes in the fuel depot, which require the organization of automated control of petroleum products, the method of graphic descriptions of control processes was used, reflecting the route technology for performing managerial functions. The study of the organization of service industries of Russian enterprises showed the predominance of the use of manual control or the use of foreign information products for the purposes of accounting for petroleum products. Trends in the development of advanced production technologies have been identified that characterize the importance of creating equipment for automated transportation of materials, automated loading and unloading operations in the service subsystems of transportation and storage. The processes and operations at the transport fuel warehouse serving the transport subsystem of the main production are systematized. A schematic block diagram of technological processes at a fuel depot has been developed, requiring the organization of automated control and accounting of petroleum products. The functions of the control device are performed by the multifunctional controller of the fuel depot, for the operation of which it is necessary to provide connection of additional technological equipment. The duration of the technological cycle of operations at the fuel depot before and after process automation has been studied. For nine key operations, the time and cost of performing work are presented, the time and economic effect from the introduction of a multifunctional programmable controller is calculated, which is, respectively, 7.61% and 19.48 thousand rubles as a whole for the full technological cycle. The research materials have theoretical and practical significance, they can be used in the development of scientific investment projects for the creation and implementation of automated fuel storage systems based on a multifunctional programmable controller in the practice of organizing servicing production processes.
Текст научной статьи Организация автоматизированного учета нефтепродуктов на основе многофункционального программируемого контроллера топливного склада
Контроль оборота нефтепродуктов на складах, снабжающих топливом производственный транспорт, является актуальной задачей орга-
низации обслуживающей подсистемы предприятия. Процессы транспортировки сырья, материалов, готовых изделий, а также перевозка сотрудников до мест удаленной работы важны для бесперебойного функционирования основного производства, а их стоимость достигает 25-30% в себестоимости продукции. В этой связи существенное значение имеет эффективное управление технологическими процессами, происходящими на складах хранения транспортного топлива.
Зачастую на промышленных производствах и их транспортных подсистемах учетные операции оборота транспортного топлива на складах осуществляются либо вручную, либо с использованием локальных средств автоматизации, ограниченных контролем отдельных операций. Некоторые крупные производственные компании используют для целей учета нефтепродуктов зарубежные информационные продукты, обслуживание которых в настоящее время достаточно капиталоемко и проблематично. В рамках создания технологического суверенитета российской промышленности целесообразна разработка и широкое использование отечественных средств автоматизации контроля и учета топлива в организации процессов складских производственных подсистем. Кроме того, согласно Указа Президента РФ от 30.03.2022 № 166 с 2022 года запрещено приобретение иностранного программного обеспечения, в том числе в составе программно-аппаратных комплексов, а с 2025 года его использование на объектах критической информационной инфраструктуры [1].
В связи с вышеизложенным, вопросы организации контроля нефтепродуктов на складе транспортного топлива на основе отечественных автоматизированных устройств являются актуальными для российских промышленных предприятий. Возможности современных цифровых технологий позволяют значительно увеличить количество источников данных, автоматизировать их обработку и принятие решения в рамках системы мониторинга и контроля нефтепродуктов. Помимо промышленных производств потребность в автоматизированном управлении топливных складов по оценке экспертов в данной области оценивается в необходимости оснащения свыше 200 малодеятельных топливных складов на территории России [2].
Целью статьи является исследование проблем организации автоматизированного учета нефтепродуктов на основе многофункционального программируемого контроллера топливного склада в обслуживающих производствах.
МЕТОДЫ И ДАННЫЕ
Основу методов исследования составили диалектический и системный подход, метод формализации и моделирования, методы причинно-следственных связей и структурно-функционального анализа. Для оценки темпов развития передовых производственных технологий использован статистический анализ динамики данных, позволяющий определить приоритеты в развитии тех или иных технологий, выявить взаимосвязь между разработками смежной направленности.
Для визуализации технологических процессов на топливном складе промышленного предприятия, требующих организации автоматизированного контроля и учета нефтепродуктов, использован метод графических описаний процессов управления, отражающих маршрутную технологию выполнения управленческих функций.
Временной эффект от автоматизации контроля и учета нефтепродуктов на топливном складе рассчитан по следующей формуле:
Е = (Та bt /Ти)*100, (1) где Et - временной эффект от автоматизации контроля и учета нефтепродуктов на топливном складе, %;
Ta - время технологической операции до автоматизации топливного склада, минут;
Th - время технологической операции после автоматизации топливного склада, минут.
Экономический эффект от автоматизации контроля и учета нефтепродуктов на топливном складе рассчитан по следующей формуле:
Еес = ( Т и * Со * N o ) - ( Та * Со * N o ) , (2) где Еес - экономический эффект от автоматизации контроля и учета нефтепродуктов на топливном складе, рублей;
Co - стоимость выполнения технологической операции, рублей/час;
No - количество технологических операций за определенный период, единиц.
Для проведения исследования использованы данные Росстата о разработанных передовых производственных технологиях по группам технологий [3]. Анализ ресурсной эффективности от внедрения многофункционального программируемого контроллера топливного сказала осуществлен на основании данных проектов научно-производственного предприятия «Рубин» [2].
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
В последние годы в теории и практике организации производственных процессов все чаще обсуждаются вопросы автоматизации управления и контроля обслуживающих операций, оказывающих существенное влияние на общепроизводственную эффективность. Рациональная организация данных операций на предприятии в определенной мере позволяет без существенного капиталоемкого изменения технологического процесса снизить себестоимость продукции за счет уменьшения продолжительности производственного цикла изготовления продукции и сокращения затрат.
Совершенствование организации обслуживающих производственных операций требует, в свою очередь, разработки и внедрения автома- тизированных систем управления. Статистика показывает умеренный рост создания передовых производственных технологий в 2000-2019 годах и значительное ускорение их положительной динамики с 2020 года [3]. Преобладающее число технологий с 2000 года отмечено в части технологий автоматизированного управления и контроля. При этом, полагаем, что статистические формулировки названий групп передовых производственных технологий могут иметь перекрестное значение, что обусловлено сложностью идентификации изобретений или несовершенством классификационных групп для их мониторинга.
Тем не менее, наибольшее развитие в 20192022 годах получили производственные информационные системы, предназначенные для управления производственными операциями, в том числе хранения, структуризации и анализа больших объемов информации. Параллельно с производственными информационными системами наблюдается рост числа устройств для интегрированного управления и контроля. Данные технологии выполняют схожие задачи в производственных системах, являются взаимодополняющими.
Наиболее узкой специфичной группой производственных технологий, касающихся тематики статьи, является аппаратура для автоматизированной транспортировки материалов и деталей, автоматизированных погрузочно-разгрузочных операций в обслуживающих основное производство подсистемах транспортировки и складирования. Данному направлению отведена отельная группа среди передовых про- изводственных технологий, что свидетельствует о ее важности среди технологий организации основного и обслуживающего производства.
На складе транспортного топлива, обслуживающего транспортную подсистему основного производства, осуществляются следующие основные технологические процессы [4]:
-
1) технологический процесс приема нефтепродуктов на склад в различной таре (цистерны, бочкотара и пр.);
-
2) технологический процесс отпуска нефтепродуктов для различных целей (на тяговые нужды подстанций, наливом в автоцистерны и бочкотару, отпуск в бензобак автомобиля и пр.);
-
3) технологический процесс хранения нефтепродуктов и поддержание их сохранности (внутрибазовая перекачка нефтепродуктов, прием-передача смен на складе, инвентаризация нефтепродуктов).
При реализации данных процессов необходимо фиксировать такие параметры нефтепродуктов, как объем, масса, плотность, температура, количество подтоварной воды и другие. Для организации автоматизированного учета данных параметров необходимы соответствующие считывающие устройства и дополнительное технологическое оборудование. Основой автоматизированного средства для организации контроля нефтепродуктов на складе должно быть управляющее устройство, имеющее широкую номенклатуру типов принимаемых и выдаваемых сигналов, разнообразие сетевых интерфейсов программного обеспечения [5].
На рисунке 2 представлена принципиальная блок-схема технологических процессов на то-
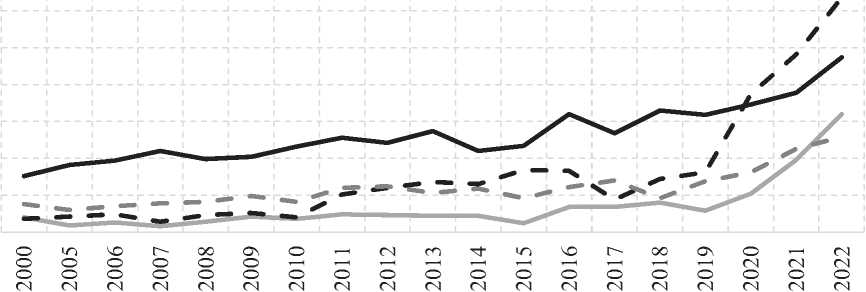
^^ Аппаратура для автоматизированной транспортировки материалов и деталей, автоматизированных погрузочно-разгрузочных операций
^^— Аппаратура автоматизированного наблюдения и/или контроля
Производственная информационная система
Рис. 1. Разработка передовых производственных технологий для российских промышленных предприятий
пливном складе промышленного предприятия, требующих организации автоматизированного контроля и учета нефтепродуктов. Функции управляющего устройства выполняет многофункциональный контроллер топливного склада, для работы которого необходимо обеспечить подключение дополнительного технологического оборудования, такого как насосные агрегаты, агрегаты сливной и наливной эстакады, топливно-раздаточные колонки, счетчики, запорно-регулирующая арматура с электроприводом и иные механизмы. Контроллер призван реализо- вать следующие функции управления технологическим процессом на топливном складе:
-
- управление топливораздаточными колонками при выдаче нефтепродуктов;
-
- визуализацию информации о результатах измерений параметров (уровня, температуры, плотности) нефтепродуктов, хранящихся в резервуарах топливного склада;
-
- идентификацию транспортных средств, осуществляющих прием или отпуск нефтепродуктов топливного склада путем считывания идентификационного кода бесконтактных RFID карт;
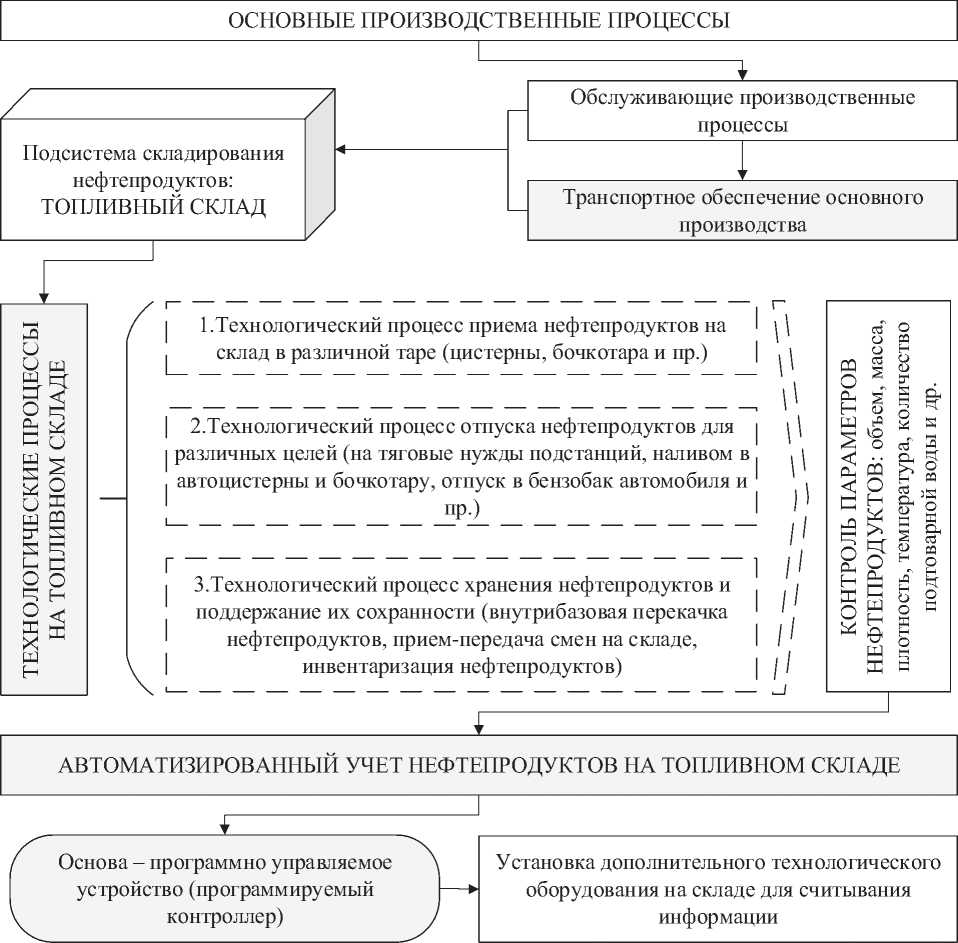
/^Р еорганизация и адаптация технологических операций на топливном складе под функционал автоматизированной системы контроля и учета нефтепродуктов

Рис. 2. Принципиальная блок-схема технологических процессов на топливном складе промышленного предприятия, требующих организации автоматизированного контроля и учета нефтепродуктов
-
– хранение в электронных журналах информации об операциях по приему или выдаче нефтепродуктов, ошибках, данных о количестве нефтепродуктов в резервуарах;
-
– формирование и передача информации по запросу для аналитических служб предприятия.
Автоматизация вышеперечисленных функций позволит повысить точность измерений расхода нефтепродуктов при выполнении операций за счет использования массовых расходомеров, работающих на основе прямого метода измерения массового расхода жидкости. Онлайн измерения обеспечат сокращение времени выполнения технологических операций и оперативный контроль наличного запаса нефтепродуктов, при этом исключив возможные ошибки, связанные с человеческим фактором.
Наибольшей трудоемкостью ручного труда можно охарактеризовать первый технологический процесс – процесс приема нефтепродуктов на склад. На данном этапе объектами контроля выступают: топливо в прибывшей цистерне, топливо в резервуаре до начала слива топлива и топливо в резервуаре после слива (отпуска) топлива. При отсутствии автоматизированной системы управления складом на этапе прибытия цистерны с топливом производится замер топлива в цистерне метроштоком. Далее осуществляется ручной расчет объема и массы топлива по данным замера. Для лабораторных исследований производится отбор пробы топлива на предмет анализа плотности, температуры вспышки, количества воды. Все полученные данные заносятся оператором вручную в журнал. Аналогичные процедуры осуществляются для учета топлива топливо в резервуаре до начала слива топлива из прибывшей цистерны и после отпуска топлива потребителям.
Для функционирования автоматизированного контроллера резервуары топливного склада должны быть оснащены счетчиками на входе и выходе для учета топлива. Авторизированная система должна включать портативную лабораторию анализа качества топлива для отбора проб и оперативного проведения анализа топлива стандартными и экспресс-методами [6]. Использование контроллера топливного склада позволит производить автоматическую фиксацию показателей топлива в резервуаре (объем, масса, плотность, температура, уровень подтоварной воды) и передачу данных с контролера в место хранения информации. Если прибывшие с топливом цистерны не обеспечены датчиками и считывающими устройствами, то учет нефтепродуктов производится «ручным» способом с использованием метроштока [7, 8].
На этапе отпуска топлива потребителям автоматизация технологических операций позволит контролеру самостоятельно снимает по- казания с расходомера, отсчитывать количество отпущенного топлива с большой точностью, автоматически отключать насос и подачу продукта. Данные о произведенном отпуске топлива передаются с контролера в место хранения информации и являются доступными для формирования отчетности.
Для функционирования автоматизированного контроллера при отпуске нефтепродуктов необходима установка электронных клапанов для возможности переключения резервуаров в автоматическом режиме, а также установка электромагнитных клапанов для снижения расхода выдаваемого топлива в трубопроводную систему отпуска топлива, которая позволит повысить точность отпуска, т.к. исключит инерцию насоса [9]. При большом охвате складов и с учетом возможности агрегировать информацию по остаткам и динамике отпуска топлива на верхних уровнях системы появляется дополнительная возможность для логистического анализа оборота топлива с учетом реальных потребностей.
При хранении топлива на складе установка уровнемера на резервуар позволяет с высокой точностью производить измерение основных параметров топлива (объём, плотность, температура). Контролер с заданной периодичностью производит опрос всех подключенных к нему уровнемеров, где полученные данные передаются в автоматическом режиме оператору АРМ.
Таким образом, при помощи многофункционального программируемого контроллера можно создать сквозную технологию учета транспортного топлива на всех этапах его оборота – от поступления на склад до отпуска потребителям. Как показывает отечественный и зарубежный опыт, в комплексе с внедрением высокоточных технических средств учета подобные технологии позволяют экономить до 10% топлива [4,10]. Эффект от реализации системы учета нефтепродуктов формируется за счет двух ключевых источников: повышения точности учета топлива и исключения его нецелевого использования; сокращения времени выполнения технологических операций.
Продолжительность технологического цикла операций на топливном складе при условии последовательного выполнения всех процедур, от приема топлива на склад до его отпуска, в ручном режиме составляет условно 105 минут. Перечень технологических операций, выполнение которых требует учета и контроля нефтепродуктов, представлен ниже:
-
1 – определение объема работ по сливу топлива в резервуары;
-
2 – определение уровня топлива в стационарных резервуарах;
-
3 – расчет по результатам измерений объема
топлива в стационарных резервуарах и определение наличия достаточного места в резервуарах под слив;
-
4 – регистрация результатов измерений объема и уровня топлива в резервуарах, определенных под слив, в журнале замеров;
-
5 – определение маршрута слива топлива;
-
6 – определение уровня топлива в стационарных резервуарах, участвовавших в процессах слива;
-
7 – расчет объема в стационарных резервуарах после проведения операции слива, сравнение объема до и после слива;
-
8 – контроль перелива топлива в стационарных резервуарах после операции слива;
-
9 – регистрация результатов измерений объема и уровня топлива в журнале замеров.
На рисунке 3 визуализировано среднее время выполнения технологических операций на складе до и после автоматизации. Как видно, сокращение времени проведения работ от автоматизации склада по многим операциям имеет существенное значение. В целом за полный технологический цикл время операций уменьшается в 13 раз. Наибольшее сокращение продолжительности работ наблюдается по операциям № 2, 3, 7, 8. Операции № 4 и 9, связанные с регистрацией данных в журнале замеров, после внедрения контроллера для учета нефтепродуктов будут производиться автоматически, а время данных операций сокращается до 0.
В таблице 1 представлен временной и экономический эффект, полученного в результате автоматизации учета нефтепродуктов. Условно принято, что в течение месяца каждая технологическая операция выполняется 90 раз. Учитывая стоимость выполнения операции, рассчитана экономия от автоматизации складских операций. В целом за полный технологический цикл экономический эффект составляет 19,48 тысяч рублей в месяц.
Внедрение автоматизированного мониторинга и контроля при дополнении их программируемым контроллером, позволит перевести топливный склад на качественно новый уровень эксплуатации, продлит срок эксплуатации техники за счет своевременного и оперативного технического обслуживания. Данная автоматизированная система может быть использована не только для обеспечения функционирования транспортной подсистемы промышленности предприятия, но адаптирована под нужды складов нефтепродуктов и распределительных станций транспортных компаний. Контроллеры имеют возможность подключения к датчикам уровня, установленных в цистерне и баке топливозаправщиков разного типа, в баках автотранспорта и другого специального оборудования.
ЗАКЛЮЧЕНИЕ
Таким образом, исследование проблем организации автоматизированного учета нефтепро-
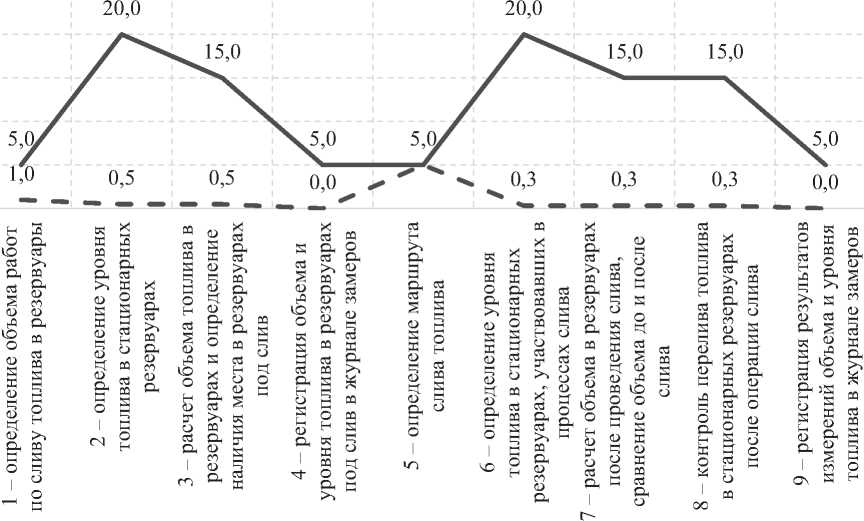
^^— Среднее время выполнения операции до автоматизации топливного склада, минут - — Среднее время выполнения операции после автоматизации топливного склада, минут
Рис. 3. Среднее время выполнения технологических операций на топливном складе до и после внедрения многофункционального программируемого контроллера
Таблица 1. Временной и экономический эффект от автоматизации контроля и учета нефтепродуктов на топливном складе
|
Номер операции |
Среднее время выполнения операции, минут |
Временной эффект от автоматизации операций, % от«ручной» работы |
Стоимость выполнения операции, тысяч рублей/час |
Экономический эффект за месяц (при числе операций в месяц = 90), тысяч рублей |
|
|
до автоматизации |
после автомати зации |
||||
|
1 |
5 |
1,00 |
20,00 |
0,156 |
0,93 |
|
2 |
20 |
0,50 |
2,50 |
0,102 |
2,97 |
|
3 |
15 |
0,50 |
3,33 |
0,156 |
3,39 |
|
4 |
5 |
0,00 |
0,00 |
0,156 |
1,17 |
|
5 |
5 |
5,00 |
100,00 |
0,156 |
0,00 |
|
6 |
20 |
0,33 |
1,65 |
0,102 |
3,00 |
|
7 |
15 |
0,33 |
2,20 |
0,156 |
3,43 |
|
8 |
15 |
0,33 |
2,20 |
0,156 |
3,43 |
|
9 |
5 |
0,00 |
0,00 |
0,156 |
1,17 |
|
Полный цикл |
105 |
7,99 |
7,61 |
19,48 |
|
дуктов на основе многофункционального программируемого контроллера топливного склада позволило получить следующие научно-практические результаты:
-
1. Обоснована важность автоматизации технологических процессов на топливном складе, в частности процессов транспортировки сырья, материалов и готовых изделий, перевозки сотрудников до мест удаленной работы. Изучение организации обслуживающих производств российских предприятий показало преобладание использования ручного управления или применение для целей учета нефтепродуктов зарубежных информационных продуктов, обслуживание которых в настоящее время достаточно дорого и проблематично. Выявлены тенденции разработки и внедрения автоматизированных систем управления по группам передовых производственных технологий с 2000 года, характеризующие важность создания аппаратуры для автоматизированной транспортировки материалов и деталей, автоматизированных погрузочно-разгрузочных операций в обслуживающих основное производство подсистемах транспортировки и складирования.
-
2. Систематизирован перечень процессов и операций на складе транспортного топлива, обслуживающего транспортную подсистему основного производства. Разработана принципиальная блок-схема технологических процессов на топливном складе промышленного предприятия, требующих организации автоматизированного контроля и учета нефтепродуктов. Функции управляющего устройства выполняет многофункциональный контроллер топливного склада, для работы которого необходимо обе-
- спечить подключение дополнительного технологического оборудования, такого как насосные агрегаты, агрегаты сливной и наливной эстакады, топливно-раздаточные колонки, счетчики, запорно-регулирующая арматура с электроприводом и иные механизмы.
-
3. Исследована продолжительность технологического цикла операций на топливном складе до и после автоматизации процессов. Показано, что эффект от реализации системы учета нефтепродуктов формируется за счет повышения точности учета топлива и исключения его нецелевого использования, и сокращения времени выполнения технологических операций. По девяти ключевым операциям представлено время и стоимость выполнения работ, рассчитан временной и экономический эффект от внедрения многофункционального программируемого контроллера, составляющий, соответственно, 7,61% и 19,48 тысяч рублей в целом по полному технологическому циклу.
Материалы исследования обладают теоретической и практической значимостью, могут быть использованы при разработке научных инвестиционных проектов по созданию и внедрению автоматизированных систем топливного склада на основе многофункционального программируемого контроллера в практику организации обслуживавших производственных процессов.
Список литературы Организация автоматизированного учета нефтепродуктов на основе многофункционального программируемого контроллера топливного склада
- Указ Президента Российской Федерации от 30.03.2022 № 166 "О мерах по обеспечению технологической независимости и безопасности критической информационной инфраструктуры Российской Федерации".
- Системы промышленной автоматизации. Официальный сайт АО "НПП "Рубин" [Электронный ресурс]. - URL: http://www.npp-rubin.ru/catalog/sistemy-promyslennoi-avtomatizacii/ programmno-tehniceskii-kompleks-ural-atom (дата обращения: 28.06.2023).
- Разработанные передовые производственные технологии. Официальный сайт Росстата [Электронный ресурс]. - URL: https://rosstat.gov.ru/statistics/science (дата обращения: 30.07.2023).
- Шумкин, А.В. Автоматизация учета дизельного топлива в малодеятельных складах ОАО "РЖД" на основе функциональной модели Еасу Дт / А.В. Шумкин, Д.В. Мякишев // В сборнике статей XXI Международной научно-технической конференции "Проблемы информатики в образовании, управлении, экономике и технике". - Пенза: Приволжский Дом знаний, 2021. - С. 202-206.
- Малышева, Т.В. Развитие регионального рынка нефтепродуктов Республики Татарстан с использованием информационных логистических технологий / Т.В. Малышева, А.И. Шинкевич // Мир нефтепродуктов. Вестник нефтяных компаний. - 2017. - № 12. - С. 4-9. EDN: ZWJKET
- Быкова А.В. Передача динамических показателей с цифровых датчиков через контроллер Arduino NANO на контроллер Arduino UNO /// Инновационные научные исследования. - 2021. - № 6-3(8). - С. 264-269. DOI: 10.5281/zenodo.5529127 EDN: VOITFG
- Kuznetsov, S. E., Alekseev N. A., Vinogradov A. A. System of load distribution of ship diesel generators based on neural networks // Modern Information Technologies and IT-Education. 2018. Vol. 14, No. 3. P. 603-608. EDN: YYHQPZ
- Годнев, А.Г. Методика проектирования широкодиапазонного емкостного датчика уровня для автоматизированных информационно-измерительных систем учета нефтепродуктов / А.Г. Годнев // Измерение. Мониторинг. Управление. Контроль. - 2019. - № 1(27). - С. 25-32. DOI: 10.21685/2307-5538-2019-1-4 EDN: RCOPLC
- Матлахов, В.П. Стенд систем и средств автоматизации оборудования резервуарных парков нефтепродуктов / В.П. Матлахов // Вестник Брянского государственного технического университета. - 2021. - № 8(105). - С. 38-45. EDN: QTTQKE
- Иващенко, А.В. Технологии интеллектуального контроля производственных процессов / А.В. Иващенко, П.В. Ситников // Известия Самарского научного центра Российской академии наук. - 2018. - Т. 20. - № 6-2(86). - С. 321-327.
