Организация безопасного производства электрогазосварочных работ на "ООО "НТК криогенная техника"

Автор: Серебренникова Т.В.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 6 (6), 2015 года.
Бесплатный доступ
В статье рассматривается организация безопасного производства электрогазосварочных работ на «ООО «НТК Криогенная техника». Даются рекомендации по расположению системы вентиляционного отсоса. Характеризуется электрогазосварочное оборудование, имеющееся на машиностроительном предприятии. Приводится описание электродержателей.
Рабочее место электрогазосварщика, цех, технологический процесс, оборудование, отсос газов, рабочая зона
Короткий адрес: https://sciup.org/140266767
IDR: 140266767
Текст научной статьи Организация безопасного производства электрогазосварочных работ на "ООО "НТК криогенная техника"
Рабочим местом электрогазосварщика является закрепленный за ним участок производственной площади в цеху, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д. (Ляпина, О.П. Безопасность жизнедеятельности. Управление охраной труда и промышленной безопасностью [Текст]: учеб. пособие / О.П. Ляпина. Изд. 2е, испр. и доп. - Новосибирск: СГГА, 2009. - 239 с.)
Рабочее место электрогазосварщика оборудовано местной вентиляцией с последующим отсосом газов, который служит для удаления (при помощи всасывания воздуха из рабочей зоны электрогазосварщика) загрязнённого воздуха .
Данная конструкция изображена на рис.1.
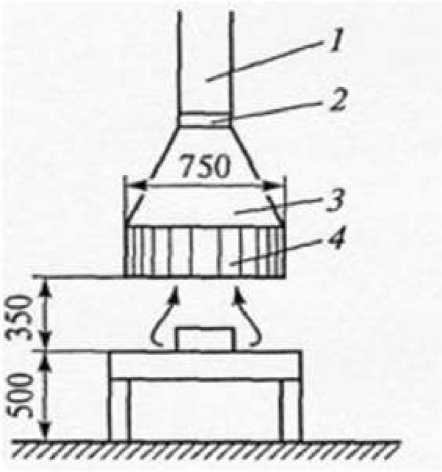
Рис. 1. Схема отсоса газов, выделяющихся при сварке, от сварочного поста:
1 — воздухопровод; 2 — шибер; 3 — воздухоприемник; 4 — штампованная решетка.
Вентиляционный отсос располагается так, что газы, выделяющиеся при сварке, проходят в стороне от сварщика. Сварку деталей производят на рабочем столе. Крышка стола толщиной 20-25 мм изготовлена из чугуна. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором (рис. 2).
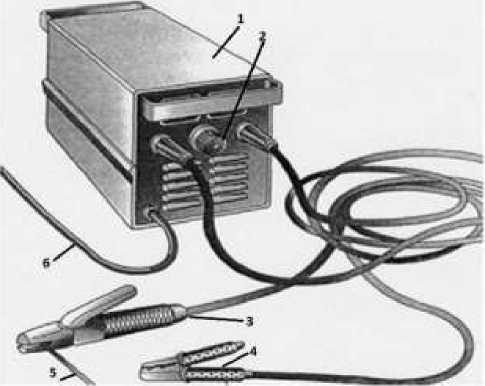
Рис.2. Электросварочное оборудование:
1 — сварочный трансформатор; 2 — ручка регулировки тока; 3 — электродержатель; 4 — заземляющий зажим; 5 — электрод; 6 — сетевой шнур
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл. 1.
|
Таблица 1. Характеристики электродержателей |
||||||
|
Номинальна я сила сварочного тока, А |
Продолжительность цикла, мин |
Отношение продолжительности рабочего периода к продолжительности цикла, % |
Масса, кг |
Диаметр электрода мм |
Сечение присоединенного сварочного провода, мм2 |
|
|
125 |
5 |
60 |
0,35 |
1,5…. |
.3 |
25 |
|
313 |
» |
» |
0,50 |
2…… |
.6 |
50 |
|
500 |
» |
» |
0,70 |
4…… |
10 |
70 |
(Сварочное оборудование / Под ред. А.И. Чвертко. Киев: Наукова думка, 2005 г. 468с.)
Схемы некоторых типов электродержателей показаны на рис. 3.
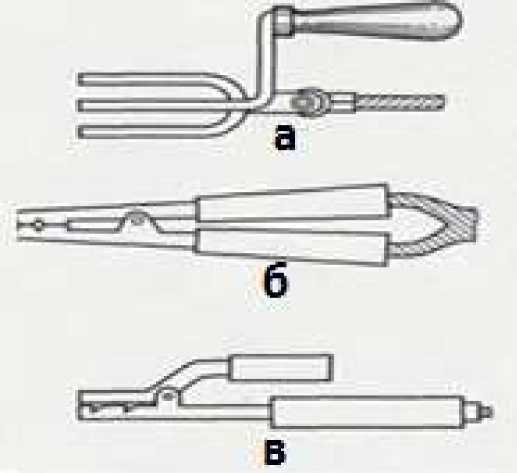
Рис. 3. Типы электродержателей: а — вилочный тип; б — пассатижный тип, в — щипцовый тип. (ГОСТ 14651-78 “Электрододержатели для ручной дуговой сварки. Технические условия”)
К дополнительному инструменту сварщика относятся винтовые зажимы, проволочные щетки, клейма, зубила и молотки. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Очень важно, чтоб зажимы обеспечивали плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50...75 мм, с приваренным донышком-подставкой.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электродержателю и свариваемому изделию. Электродержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18...0,2 мм. (Хромченко Ф.А. Справочное пособие электросварщика - 2011 г., 2-е изд., испр. — Ростов н/Д: Феникс, 2011. — 332 с. )
Список литературы Организация безопасного производства электрогазосварочных работ на "ООО "НТК криогенная техника"
- ГОСТ 14651-78 “Электрододержатели для ручной дуговой сварки. Технические условия”
- Ляпина, О.П. Безопасность жизнедеятельности. Управление охраной труда и промышленной безопасностью : учеб. пособие/О.П. Ляпина. Изд. 2-е, испр. и доп. -Новосибирск: СГГА, 2009. -239 с.
- Сварочное оборудование/Под ред. А.И. Чвертко. Киев: Наукова думка, 2005 г. 468с.
- Хромченко Ф.А. Справочное пособие электросварщика -2011 г., 2-е изд., испр. -Ростов н/Д: Феникс, 2011. -332 с.
