Основные параметры установки профилирования стенки гофрированной арки из прямоугольной полосы

Автор: Степаненко А.Н., Тишков Н.Л.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Статья в выпуске: 1 (36), 2012 года.
Бесплатный доступ
Работа посвящена обеспечению заданных параметров радиальных гофров стенки стальной круговой арки при формовании стенки из прямоугольной полосы. Предложена функция описания срединной поверхности стенки с непрерывными радиальными гофрами треугольного профиля и прием назначения основных параметров рабочих элементов установки для создания заданной поверхности с учетом свойств материала стенки.
Арка, радиально гофрированная стенка, треугольный профиль гофра, установка, валок, лепесток, формование
Короткий адрес: https://sciup.org/142142441
IDR: 142142441 | УДК: 624.074.421;
Key parameters of installation of profiling of the wall of the goffered arch from the rectangular strip
Work is devoted maintenance of the set parametres goffers walls of a steel circular arch at formation of a wall from a rectangular strip. Function of the description of a median surface of a wall with continuous cross-section goffers a triangular profile and reception of appointment of key parametres of working elements of installation for creation of the set surface taking into account properties of a material of a wall is offered.
Текст научной статьи Основные параметры установки профилирования стенки гофрированной арки из прямоугольной полосы
Состояние вопроса . Из известных [1] и используемых в гофрированных арках профилей гофров в их стенках наиболее рациональным по картине напряженного состояния поперечного сечения и при этом наиболее простым в изготовлении является непрерывный треугольный гофр [2, 3]. Он непрерывно описывается по длине изогнутой по дуге окружности оси арки, а сама арка с гофрированной стенкой представляется тонкостенным стержнем с периодически изменяемой геометрией поперечного сечения.
Представляется, что исследуемые арки будут востребованы в качестве основных несущих конструкций легких зданий сельскохозяйственного назначения, особенно возводимых в малых хозяйствах и в полевых условиях.
Для формования гофрированных стенок арок с минимальными отклонениями размеров гофров от заданных предлагается прием назначения основных параметров рабочих деталей формовочной установки.
Геометрия гофров. Для непрерывного описания срединной поверхности стенки круговой арки, изогнутой в плоскости стенки с радиусом кривизны нижнего пояса Rn (его ось принимается за ось арки), выполненной из двутавра высотой сечения h с непрерывным треугольным профилем поперечных гофров в стенке (рис. 1), можно воспользоваться периодической функцией в виде ряда sin (2• к + 1)^—
z ( x , У ) = f ( У ) • — • Х ( - 1) k •
" к = 0
I? ) * ( У )
( 2 • k + 1 ) 2
где f (у) - максимальное отклонение вершин гофров от оси стенки на высоте у от ее низа. По высоте стенки f (у) переменное, причем с удалением от нижнего пояса арки оно уменьшается. При формова нии стенки из прямоугольной полосы без удлинения ее продольных волокон соблюдается условие: дли на волокон полуволны по высоте стенки остается постоянной, т.е.
откуда при 0 < у < h получим f (У) = fn ■ 1 -
у 2
I
2 • f , J
•
y
S ( У ) — длина полуволны гофра
на
/
у
s(y) = s,- 1 + f
V R n J
•
-У • | 2 + y
R n
R n
fn ■ Ч’
уровне у высоты стенки, принимаемая равной:
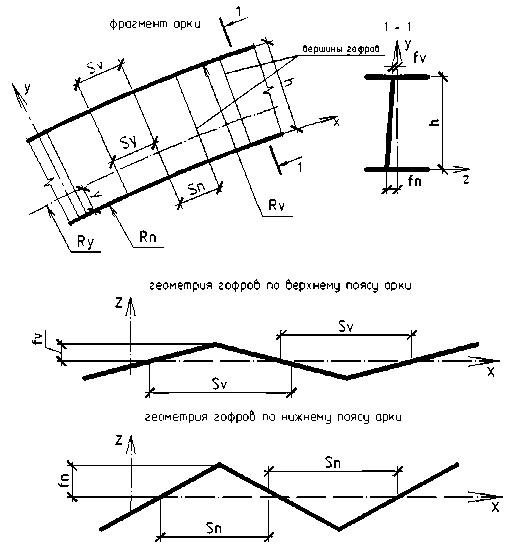
Рис. 1. Фрагмент арки, геометрия гофров у верхнего и нижнего поясов
Основные параметры рабочих элементов установки . Для получения поверхности стенки арки, описанной условием (1), можно воспользоваться простой установкой (рис. 2). Валки установки расположены под углом один к другому и снабжены съемными или стационарными лепестками переменной ширины. Валки вращаются одновременно с одной скоростью и навстречу друг другу.
Для обеспечения заданных по высоте стенки арки размеров длин гофров (S, - у нижнего пояса и Sv - у верхнего пояса) расстояния между свободными вершинами лепестков должны быть равны полной длине волны гофров (2S, - у нижнего пояса и 2Sv - у верхнего пояса) (рис. 3). Это достигается назначением числа лепестков n на валках установки и радиусов описанных окружностей вокруг начала r (низа), вокруг концов r (верха) и в промежуточном сечении лепестков r : stn stv sty s s
n
'st, Г „У ’ 'stv ’ 'sty/ „
( к I ( к I( sin I — I sin I — I sin I —
V n J V n JV
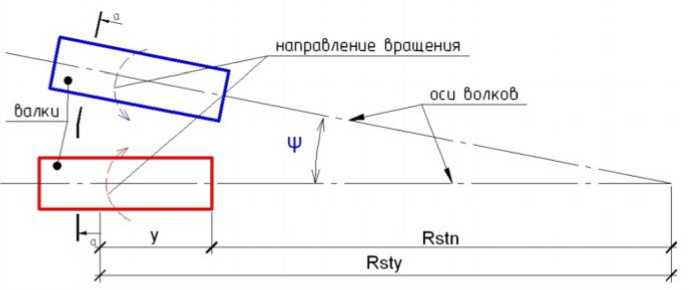
Рис. 2. Схема расположения верхнего и нижнего валков формовочной установки
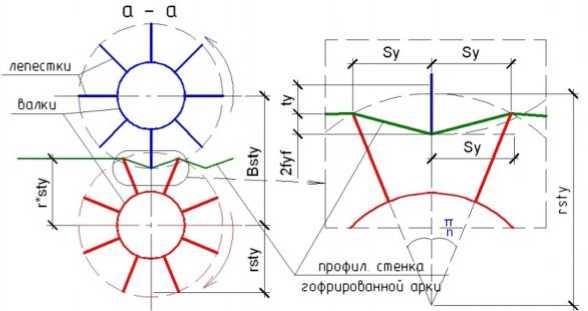
Рис. 3. К определению положения лепестков установки в промежуточном сечении
Глубина «наложения» окружностей разных валков друг на друга должна составлять: - у нижнего пояса арки 2 f n + f nупр + r stn (1 - cos( n / n )) ;
- у верхнего пояса арки (у верха или конца лепестков) 2 f v + f v упр + rstv (1 - cos( n / n )) ;
- в произвольном сечении лепестков 2 f y + f yупр + rsty (1 - cos( n / n )) , где r sy (1 - cos( n / n )) = t y .
Здесь fiупр - упругий (возвращаемый после изгиба листа) прогиб. Его можно принять на время отладки работы установки равным: упр fШпп’ + fЖ?, Ji ~
где ^упр - упругий прогиб листа (или полоски стенки шириной b ) толщиной t w , длиной l = 2 S i и шарнирно опертого по концам. При максимальном изгибающем моменте в листе м _Рш ■ L , M max = 4
равном предельному (пластическому) изгибающему моменту ™ = ? „ С т • b • t W получим необхо-
М ш = с т * 2 • S x = 4
димое усилие давления лепестка на лист р = ст • b • t w и упругий прогиб листа f упр = Рш ■ L 3 = c m ■ si ш 2 • s i шш ,48 • E • J x E • t w
(здесь E - модуль упругости стали материала листа; с т - предел текучести стали);
fупр - упругий прогиб листа (или полоски шириной b), жестко закрепленного по концам. При максимальном изгибающем моменте м = Рж ■ L, равном предельному - „пл = ^т ■ b ■ tW, получим необходи-M max = о М ж = , мое усилие гибкости листа р = ст ■b • tW и его упругий прогиб fупр = p^jL = cm • si . жж
S i 192 • E • J x 2 • E • t w
Средние упругие и «полные» прогибы у краев листа при их гибке будут соответственно равны: 2 2
fу пр = 075 • £ ^ и 2 f f = 2 f n + ; f упр = 0,75 • с и 2 f f = 2 fv + Лупр .
n ’ E • t w J vv E • t w J
Средний упругий прогиб может превышать 5 % высоты полуволны гофра, поэтому его величиной пренебрегать не желательно.
Для определения угла между осями валков ^ и расстояния от центра их пересечения до начала лепестков Rstn воспользуемся рисунками 3 и 4, откуда получим:
-
- угол наклона свободных кромок лепестков к осям их валков a = a tan I r stv - rstn I ;
I h J
-
- угол наклона проекции свободных кромок 2 верхних лепестков нижнего валка к его оси a , = a tan | r stv - r stn • cos f - J J ;
( h V n JJ
-
- половина угла между свободной гранью нижнего лепестка верхнего валка и проекцией на вертикальную плоскость свободными гранями 2 верхних лепестков нижнего валка р = a tan | f f - fvf | ;
V h J
-
- угол между осями валков у = a + a i + 2 • в .
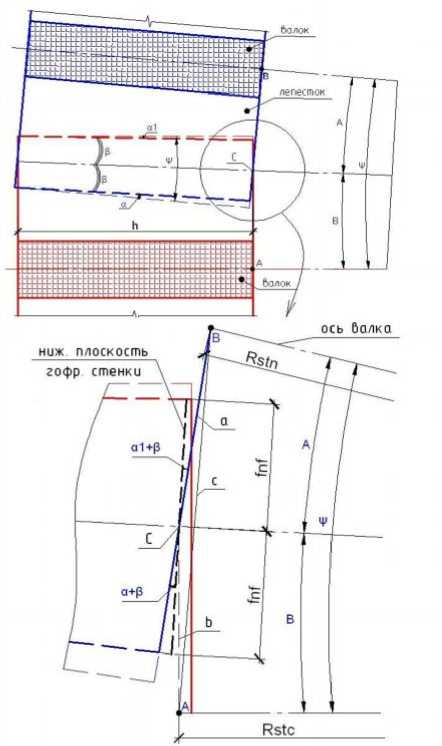
Рис 4. К определению угла между осями валков установки
Из решения треугольника АВС (см. рис. 4) с известным углом С = 180 - у и прилегающими к нему сторонами a и в находим его остальные углы ( B и C ) и сторону с . При этом требуемое расстояние от начала (низа) лепестков до центра пересечения их осей равно r = a , а до точки с stn tan( A )
R . = —-— stc tan( B )
.
Расстояние между осями валков у начала лепесток: в , = 2 R • sin( y ) .
stn stn 2
При расчете параметров установки для профилирования стенки гофрированной арки из прямоугольной полосы по данной методике обеспечивается точность геометрии гофра до ±0,1 мм. Для формирования гофров нужного размера необходимо располагать нижнюю грань листа в точке с , при определенном положении валков относительно друг друга.
Принципиальная схема установки приведена на рисунке 5.
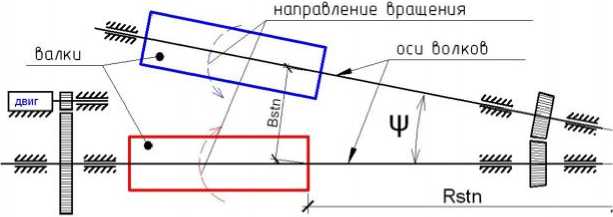
Рис 5. Принципиальная схема установки
Заключение . Предлагаемый прием определения параметров рабочих элементов формовочной установки с расположением валков в одной вертикальной плоскости позволит сформовать гофрированную стенку арки из прямоугольной полосы с минимальными отклонениями размеров треугольных гофров от заданных.
