Основы расчета процесса формообразования обтяжкой тонких оболочек двойной кривизны

Автор: Михеев Владимир Александрович, Сурудин Сергей Викторович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-3 т.19, 2017 года.
Бесплатный доступ
Усовершенствована аналитическая методика расчета параметров обтяжки при условии безмоментного напряженного состояния листовой заготовки в вертикальных плоскостях симметрии обтяжного пуансона, обеспечивающего преимущественный характер развития зоны пластической деформации центральной части в зависимости от геометрической формы оболочки двойной кривизны и анизотропии листового материала. Приведены определяющие уравнения и основы расчета для непосредственного определения деформаций в центральном поперечном сечении в условиях осевой симметрии при формообразовании обтяжкой тонкой оболочки двойной кривизны, приведенной к вертикальным плоскостям симметрии и определяемой соответствующей параметризацией с помощью сетки линий кривизн на срединной поверхности.
Формообразование обтяжкой, тонкая оболочка двойной кривизны, анизотропия механических свойств
Короткий адрес: https://sciup.org/148205086
IDR: 148205086 | УДК: 669.715
Bases of calculation stretch forming process thin double-convex shells
Developed analytical method for the calculation of parameters stretch forming under the condition of the membrane stress state of a sheet material in vertical planes of symmetry of the pulling of the punch, providing preferential nature of the development of a plastic zone of the сentral part, depending on the geometric shape of the shell with double curvature and the anisotropy of the sheet material. Derive the resulting equations for the direct detection of deformations stretch forming shell of double curvature for the middle surface, is given to the vertical planes of symmetry and determine the appropriate parameterization.
Текст научной статьи Основы расчета процесса формообразования обтяжкой тонких оболочек двойной кривизны
дая точка деформируемой заготовки с учетом граничных условий на контуре [1-2]. Получить общее решение не представляется возможным в силу нелинейности некоторых уравнений и уравнений, записанных в частных производных.
Однако для частных задач, например плоское напряженное состояние и осесимметричное напряженно-деформированное состояние, число уравнений сокращается. В этом случае получить аналитическое решение также не представляется возможным, если речь идет о таком сложном процессе как обтяжка незамкнутой листовой заготовки по обтяжному пуансону.
Сущность процесса формообразования обтяжкой заключается в том, что плоская листовая заготовка, зажатая с двух противоположных краев, обертывается по обтяжному пуансону за счет перемещения зажимных блоков обтяжного пресса с дифференцированным натяжением под действием растягивающего усилия. Либо после оборачивания и установке зажимных блоков по касательной к формообразующему продольному контуру на сходе к поверхности обтяжного пуансона, прикладывается растягивающее усилие. В результате растягиваются участки заготовки, которые прилегают к поверхности обтяжного пуансона до тех пор, пока вся внутренняя поверхность листа не будет прилегать к пуансону, а форма обтяжного пуансона по второй кривизне будет пластически «скопирована».
Это и есть процесс формообразования обтяжкой оболочки двойной кривизны, где средняя часть листовой заготовки формоизменяется в районе центрального поперечного сечения с максимальной поперечной кривизной в условиях осевой симметрии. Особенность данного сечения в том, что оно остается неподвижной и не скольз- ит относительно поверхности пуансона. Сила трения меняет направление влево или вправо от нее, а пересечение центрального поперечного сечения с продольным формообразующим контуром обтяжного пуансона, по которому было выполнено предварительное оборачивание листовой заготовки, определяет положение центральной точки О (полюс поверхности), в которой геометрическая форма оболочки двойной кривизны локально характеризуется величиной и знаком гауссовой кривизны, например эллиптическая (двояковыпуклая форма с положительной гауссовой кривизной) и гиперболическая (выпукло-вогнутая с отрицательной гауссовой кривизной) [3-4].
Известно, что величина гауссовой кривизны сохраняет свое значение при свободном разгибании с разверткой поверхности оболочки двойной кривизны из-за своей малой жесткости, приобретая изометрическую форму по отношению к поверхности обтяжного пуансона. Изометрическая форма оболочки будет иметь другие радиусы продольной и поперечной кривизны, меняя местами максимальную и минимальную величину и оставляя их произведение постоянным.
Новые способы обтяжки обеспечивают расширение формообразующей стадии средней части листовой заготовки в районе центрального поперечного сечения. После достижения деформации потребной для той или иной геометрической формы оболочки необходимо обеспечить растяжение остальных частей листовой заготовки при сохранении положения наибольшей деформации в средней части, но без локализации ее в области вдоль границы контакта с поверхностью пуансона до зажимов пресса. Такая схема формообразования обтяжкой была названа последовательной схемой, включающей предварительную и повторную обтяжку, разделенные разгрузкой оболочки после предварительной обтяжки и ее разгибанием в новое изометрическое положение для повторной обтяжки [5-8]. Это очень важное свойство тонких оболочек, возвращая нас к затронутому понятию об изгибании поверхностей.
Одним из требований, предъявляемых к отдельным стадиям последовательной схемы формообразования обтяжкой, является раздельное их осуществление в условиях симметричной обтяжки при соответствующей параметризации поверхности обтяжного пуансона. Конструкторская проработка обтяжного пуансона определяет его правильное позиционирование на рабочем столе пресса, обеспечиваемое постоянное положение формообразующего контура в одной из вертикальных плоскостей обтяжного пресса и условия осесимметричного деформирования по второй кривизне центрального поперечного сечения оболочки.
Система координат пресса привязана к плоскости стола и вертикальной осевой линии, про- ходящей через полюс поверхности обтяжного пуансона. Поэтому здесь правомерно нужно поставить вопрос о параметрическом представлении системы координатных линий на поверхности оболочки двойной кривизны. Исходные уравнения для расчета процесса формообразования обтяжкой существенно зависят от выбора системы координатных линий. Наиболее простыми отмеченные уравнения получаются, если в качестве координатных линий на поверхности оболочки двойной кривизны будет принята соответствующая сеть линий кривизн α и β, которая характеризуется двумя ортогональными линиями кривизн, взаимно пересекающимися в полюсе поверхности. В результате система уравнения в частных производных легко распадается на две независимые системы обыкновенных дифференциальных уравнений, содержащие производные в одной по α, а в другом – по β.
При этом значение гауссовой кривизны в точке О используется для оценки потребной деформации в районе полюса поверхности, которая характеризует получение заданной геометрической формы оболочки двойной кривизны, т.к. к поверхности оболочки в окрестности полюса близка некоторая квадратичная поверхность. Это позволяет разделить процесс формообразования обтяжкой на отдельные формообразующие операции и определить при разгибании новое положение оболочки двойной кривизны, которое будет изометрически расположена по отношению поверхности обтяжного пуансона.
Для этого предлагается создать симметричную схему, когда направление растяжения при обтяжке будет совмещено с направлением линии кривизны α , принятой за формообразующий контур и обеспечивая его постоянное положение в одной из вертикальных плоскостей обтяжного пресса F 1, а сама плоскость должна пройти через середину центрального зажима обтяжного пресса [9].
Расчет процесса формообразования обтяжкой оболочек двойной кривизны различных геометрических форм проводится в рамках деформационной теории и использования без-моментного напряженного состояния. Рассматривается модель листовых оболочек первого приближения, основанная на гипотезах Кирх-гофа-Лява. Предполагается, что слои, эквидистантные по отношению к срединному слою, не испытывают нормальных сил взаимодействия. В результате внутренние напряжения представляются в виде функций двух криволинейных параметрических координат α и β , используя срединную поверхность элемента [10].
С учетом особенностей геометрической формы срединной поверхности, изменений деформаций и толщин как функции координат α и β, изменений внешнего силового приложения к листовой заготовке, записываются уравнения равновесия для элемента безмоментной оболочки двойной кривизны. Изменения внешнего силового приложения к листовой заготовке в зависимости от схемы деформирования характе
ризует ее отдельные части в различных напряженных состояниях. Здесь не рассматриваются линии на срединной поверхности, носящие название линии искажения, вблизи которых напряженно-деформированное состояние искажается. Но их надо учитывать на поверхности отрицательной гауссовой кривизны. Таковыми являются гиперболы или параллельные линии, называемые асимптотическими [11]. Если поверхность всюду имеет отрицательную гауссову кривизну, то ее тоже можно отнести к сетке параметрических координатных линий кривизн. Вблизи асимптотических линий напряженно-деформированное состояние искажается, об-
тропии) p ij . Всего вдоль главных осей анизотропии можно определить шесть показателей p ij , из которых независимыми в нашем случае являются два: p 12 и p 21.
На практике установлено, что лучшей совокупностью свойств для формообразования обтяжкой обладают листы с резко выраженной анизотропией свойств в плоскости листа, причем в сторону максимальных значений показателей анизотропии p 12 и p 21. Кроме того характерным технологическим проявлением
ласть возмущения в нем захватывает полосу, что приводит к образованию складок.
Сохранив тангенциальность внешнего силового приложения в процессе обтяжки листовой заготовки, оболочка двойной кривизны будет находиться в безмоментном напряженном состоянии. Контур максимального поперечного сечения, расположенный во второй вертикальной плоскости симметрии F 2, определяет вторую линию кривизны проходящей через точку О .
Тогда дифференциальные уравнения равно-
является зависимость интенсивности утонения от анизотропии листового материала, определяющая допустимую деформацию по толщине при формообразовании обтяжкой. Принимается ортотропный листовой материал, который характеризуется тремя осями анизотропии. Ось 1 совпадает с направлением проката, ось 2 - поперек проката, ось 3 направлена по толщине. Кроме того, ось 1 совмещаем с направлением растяжения при обтяжке [13].
Для аппроксимации функции упрочнения материала при растяжении листовой заготовки
используется степенная зависимость:
^ i = K „ < , (2)
где е 1 - деформация растяжения;
K n - приведенный коэффициент, учитывающий влияние напряженно-деформированного
весия произвольного элемента в главных напряжениях безмоментной оболочки, можно записать в координатах а и р . Исходный вид этих уравнений представим в принятых нами обозначениях, но аналогично записи в работе [12]:
состояния и свойства анизотропного материала:
К =-----K 1--
K " , \0.5 ( n + 1 ) ’
( 1 - M 12 М 21 )
1 д ( с A 2 ) д A 2
с 2
A 1 A 2 L да да
+ М Ч 1 = 0;
AA _
дС 2 A 1 ) др
- С
дA,
■ 1 + ж 2 = 0;
др _
1 с 1
A 1 A 2 R 1
- + q = 0.
R 2
где K 1, n - показатели кривой упрочнения при линейном растяжении образца в направлении прокатки;
p 12 и p 21 - показатели анизотропии листовой заготовки;
Поэтому при определении механических свойств достаточно использовать образцы, вырезанные в одном направлении. Условие пластичности, представленное линеаризованном виде, позволяет учесть анизотропию:
О "1 - ^ 3 = Р° 0,2 , (4)
где ст 1 - напряжение в продольном направлении (направление обтяжки);
ст 2 - напряжение в поперечном направлении; р - коэффициент трения;
A 1 и A 2 - коэффициенты первой квадратичной формы поверхности (коэффициенты Ламе);
q 1 и q 2 - значения давления по нормали соответственно к линиям кривизн в координатах а и р .
Точность расчета толщины зависит от принятых допущений в рамках технической теории оболочек. Кроме этого, точность зависит от вида функций, аппроксимирующих анизотропию, упрочнение и трение. Анизотропию листового материала характеризуют коэффициентами поперечной деформации (показателями анизо-
где ст 3 - напряжение по толщине;
Р - коэффициент Лоде, учитывающий среднее напряжение и анизотропию свойств;
ст 0 2 - напряжение текучести материала заготовки.
Так коэффициент Лоде в зависимости от схемы напряженного состояния и анизотропии материала определяется:
Р = I , 2 , (5)
,!(£ - 2D + C)
где
U = 2 С - 1
с 1
женного состояния;
- показатель вида напря-
D — 2Hi — 1 , q — ц 12 + 2 ц 12 ц 21 + ц 21
Ц 12
—
2Ц\Т. Ц 21 + Ц 21
На разных стадиях растяжения элементы заготовки имеют различную скорость деформации. Можно в первом приближении считать, что скорости деформации по толщине е 3 не меняют своего знака, и зависимость деформации e 3 от времени является линейной. Тогда скорость деформации можно заменить приращением деформации.
Для обеспечения монотонности деформации формообразование листовой заготовки проводим в условиях симметричной обтяжки без ее локализации в части листовой заготовки, расположенной между краем обтяжного пуансона и зажимными губками пресса. Растяжение листовой заготовки при формообразовании обтяжкой различается не только величиной усилий, но и областью их приложения по краю заготовки. При этом зона пластической деформации на листовой заготовке очерчивается только с одной стороны в направлении растяжения, а второй, неявной границей, является переход между зонами пластической и упругой деформации, которую устанавливают расчетным или опытным путем на основе анализа физической сущности процесса.
Направления перемещения границы зоны пластической деформации можно изменить, например, при формообразовании обтяжкой оболочки двояковыпуклой формы. Сначала со средней части заготовки от точки О на боковые
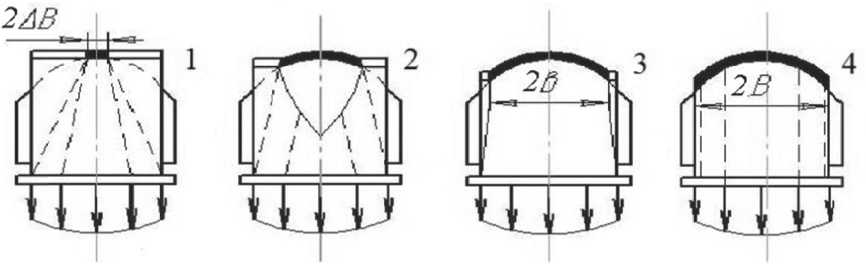
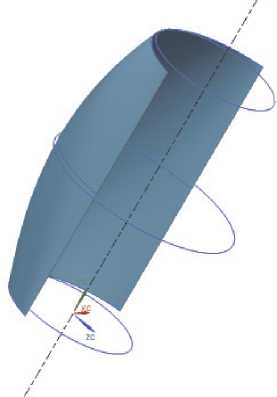
Рис. 1. Предварительная обтяжка оболочки двояковыпуклой формы после полного оборачивания обтяжного пуансона листовой заготовкой на угол
кромки, а затем, наоборот, с боковых кромок заготовки к точке О , обеспечивая одинаковое растяжение при наложении двух деформационных полей. Это реализуется отдельно в двух последовательных операциях: предварительная обтяжка и повторная обтяжка. Для этого предлагается разгрузить оболочку после предварительной обтяжки и, не освобождая ее из зажимов пресса, осуществить ее разгибание с разверткой поверхности оболочки на определенный угол α р , приводящий к получению изометрической формы ее поверхности по отношении к поверхности обтяжного пуансона. Гауссова кривизна при разгибании поверхности тонколистовой оболочки в свободном состоянии сохраняет свое значение, хотя главные кривизны в точке О будут меняться.
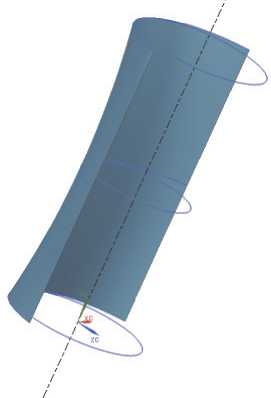
Повторная обтяжка оболочки в новом положении относительно обтяжного пуансона с угла α р обеспечивает растяжение боковых практически недеформируемых участков листовой заготовки, которые только касаются поверхности обтяжного пуансона. В результате растяжения боковые участки листовой заготовки начинают прилегать к поверхности обтяжного пуансона.
Характер развития зоны пластической (стадии 1-4) деформации показан на рис. 1-3 с видом на максимальное поперечное сечение оболочки двойной кривизны в средней части листовой заготовки.
Приведенные схемы формообразования обтяжкой связаны с тем, что усилие растяжения, приложенное к прямолинейным зажимам, воспринимается заготовкой по всей ширине. Данная особенность оказывает влияние на характер зоны пластической деформации. Усилие концентрируется в зоне максимального поперечно-
α к
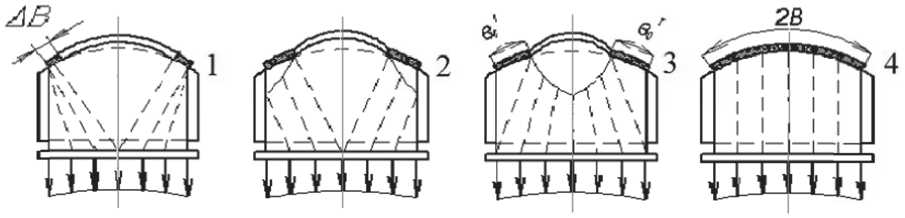
Рис. 2. Повторная обтяжка оболочки двояковыпуклой формы после ее разгиба на угол α р
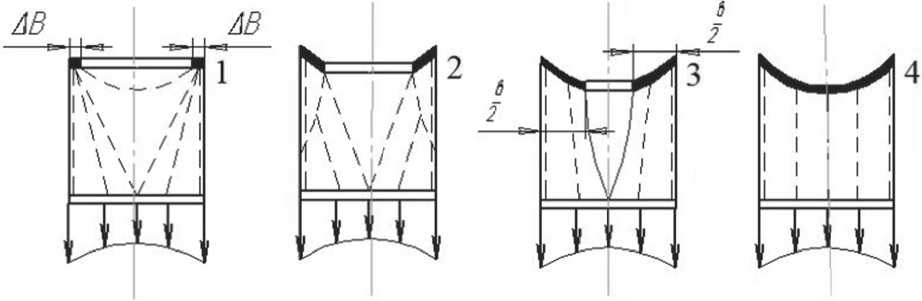
Рис. 3. Обтяжка оболочки выпукло-выпуклой формы после полного оборачивания обтяжного пуансона листовой заготовкой на угол α к
го сечения обтяжного пуансона в точках касания его с заготовкой элемента шириной 2∆ b . Учитывая, что 2∆ b <2 B , можно утверждать, что, несмотря на влияние внешнего трения, пластическая деформация на заготовке зародится и начнет опережающее развитие в зоне максимального поперечного сечения обтяжного пуансона, а не на сходе заготовки с него. Это начало этапа формообразующей деформации средней части листовой заготовки в районе максимального поперечного сечения.
Формообразование заготовки будет развиваться в соответствии со схемами, приведенными на рис. 1-3. По мере увеличения ширины очага деформации от 2∆b до 2b0′ наступит момент, когда усилие в сечении на сходе с пуансона вызовет пластическую деформацию. Дальнейшее формообразование будет сопровождаться деформациями в сечениях, формообразование которых уже закончилось. Приведенные схемы показывают на то, что при обтяжке формообразование в различных сечениях заканчивается неодновременно. При этом процесс формообразования в одних сечениях ближе к максимальному поперечному сечению сопровождается избыточным деформированием других уже отформованных сечений.
В результате дифференциальные уравнения равновесия (1) будут иметь статическую определимость относительно тангенциальных σ 1 и σ 2. Учитывая равенство числа дифференциальных уравнений равновесия и числа неизвестных напряжений, входящих в них, можно говорить о статической определимости в малом в безмоментных оболочках, если не принимать во внимание условие совместности деформаций. Известно, что при осесимметричной деформации оболочек вращения дифференциальные уравнения равновесия упрощаются [12]. В одном уравнении исчезают члены, содержащие производные по α , а в другом – по β аналогично первому и второму уравнению системы (1).
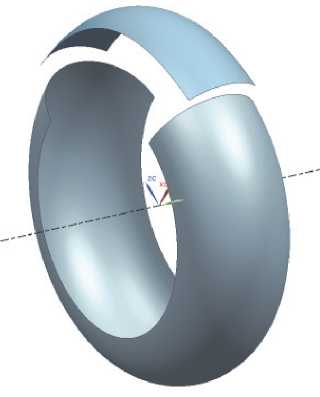
Решение приводиться в условиях осевой симметрии для максимального поперечного сечения оболочки двойной кривизны, где указанное сечение является образующей поверхности вращения. На рис. 4 показано положение оси вращения для тороидоидальной, эллипсоидной и гиперболоидной поверхности.
a
б
Рис. 4. Положение оси вращения для тороидоидальной (а), эллипсоидной (б) и гиперболоидной (в) поверхностей
в
Тогда дифференциальные уравнения равновесия элемента, расположенного в одной из точек любого поперечного сечения оболочки, в том числе и максимального поперечного сечения, проходящего через точку О , безмоментной оболочек постоянной толщины примут вид:
в направлении линии а ddA
--(Azст, )- - • ст7 + ц- q • A, A, = 0; (6) z 1 zi z da в направлении линии p в"(act z)-^ • °i+ц- q • Ai az = 0; (7)
в направлении нормали
£1 + £2 - q = о .(8)
A 1 A 2
Здесь коэффициенты Ламе А 1 и А 2 соответственно равны:
г
A, = —- и Az = Rz, cos р где для выпуклой образующей:
r = ± R 2 -(cos в -1) + R,,(10)
(знак (+) относится к случаю, когда R 1 < R 2 (рис. 3), а знак (-) к случаю, когда R 1 > R 2 (рис.4));
для вогнутой образующей:
r = R1 -R2 cosр .(11)
Решим совместно уравнения, подставив (8) в (6) и (7). Учитывая, что число уравнений равновесия (6) и (7) равно числу неизвестных о 1 и о 2, входящих в них, можно говорить о статической определимости напряжений в малом безмо-ментной оболочки постоянной толщины. Необходимо ввести условие перехода упругого состояния материала в пластическое, т.е. введем условие пластичности (4), где о 3 - напряжение в направлении толщины заготовки (из-за малости принимаем равной нулю).
В условиях осевой симметрии решение с уравнениями равновесия для оболочек разбивается на две независимые схемы: первая с уравнениями (7) и (2) - для максимального поперечного сечения, а вторая с уравнениями (6) и (2) - для формообразующего контура в направлении действия внешнего трения. Решение проведем отдельно для оболочек двояковыпуклой формы (эллиптическая система уравнений), так и для выпукло-вогнутой формы (гиперболическая система уравнений).
При совместном решении уравнений (7) и (2) для выпуклой образующей и преобразований с учетом уравнений (9) и (10) запишем:
d- CTz f R ]
--2 - £ ± — Sin в + р + dp V r J
+ р 1 ст о2 — (± sin p - p cos p ) = 0. (12)
. r
После интегрирования уравнения (12) получим:
ст z = ±— [ ± в ст 0 z e pP ( cos P + z p sin в ) + C ] e pe .(13) r
При предварительной обтяжке плоской заготовки после ее оборачивания на полный угол ак (рис. 1) при угловом значении границы пластической зоны деформации ро в максимальном поперечном сечении постоянная интегрирования С находится из условия: р = ро, £2 = о . Выделим окончательное решение в виде отно-£ шения напряжений m = — только в тех точках, £ которые находятся в пределах границы пластической зоны деформации.
Отношение напряжений в точках, координированных углами от р = 0 до р = р о с учетом (4), примет вид:
m ( а ) = RT И р - р 0 ) ( cos р о + 2 Р sin р о ) -
- ( cos р + 2 p sin р ) ] . (14)
При повторной обтяжке оболочки после ее разгиба на угол а р (рис. 2) и при угловом значении границы свободного края максимального поперечного сечения Р к постоянная интегрирования С находится из условия: р = р о , £ 2 = о . Отношение напряжений в точках, координированных углами от р = р о до р = р ^ с учетом (4), примет вид:
mk ap ) = ~ И^K ) ( COS PK + z P Sin P k ) - п Г
- ( cos P + z p sin Д ) ] . (15)
При совместном решении уравнений (7) и (2) для вогнутой образующей и преобразований с учетом (9 и 11), запишем:
I _Ri_ 2 V R 1 + r
d £
2 + £ ар sin р - p l + .
R
+ р£г —2— ( sin р - P cos р ) = о . (16)
1 о.2 R 1 + rx
После интегрирования уравнения (16) получим:
CT z = R 2 [ - p ,_ CT 0z e " p /?( cos e + z p sin в ) + C ] • e pe . (17) r ’
При обтяжке плоской заготовки после ее оборачивания на полный угол а к (рис. 3) при угловом значении границы края максимального поперечного сечения Р к постоянная интегрирования С находится из условия: р = р о , £ 2 = о.
Тогда отношение напряжений в точках, координированных углами от р = р о до р = р ^ с учетом (4), примет вид:
m ( a , ) = R^ [ в P ( Р - Р К ) ( cOs Р к + z P sin Р к ) -
- ( cos в + 2 ^ sin в ) ] . (18)
Получены выражения для соотношения напряжений в максимальном поперечном сечении оболочки и координированных в пределах границы пластической зоны деформации, в том числе:
– для эллиптической локальной формы в точке О в случае предварительной обтяжки с углом обхвата а к и повторной обтяжки с углом разгиба а р ;
– для гиперболической локальной формы в точке О в случае обтяжки с углом охвата а к (18).
Воспользуемся уравнением равновесия (4), которое после преобразования с учетом (6) запишется в виде:
-
1 - ^ ( с 2 r + с , R 2 cos в ) = 0 . (19)
d a
После формообразования по всей ширине заготовки сечения оболочки под углом а к , процесс обтяжки в определенных случаях не прекращается, а продолжается его избыточное деформирование. В результате в нем нарастают деформации, величина которых зависит от влияния сил внешнего трения. Для этого обращаемся к преобразованному уравнению равновесия (19), после интегрирования и определения произвольной постоянной при условии, что в максимальном поперечном сечении в результате полного формообразования по ширине заготовки напряжение примет значение с 1 = в 1 с 0 2 во всех его элементах:
7 = в - ° 0-2 ехр[ ^а ( R 2 cos в + mr )] .(20)
С учетом (10) выражение (20) можно переписать в виде:
-
e , = e , о ехр[ а ( R 2 cos в + mr )]. (21)
n
Максимальное поперечное сечение оболочки выбрано в качестве основного для определения избыточных деформаций в других поперечных сечениях, в том числе и в районе схода.
В соответствии с этим (21) примет вид:
e( ” ) = Д е , о ехр[ — ( R 2 cos в + mr)] , (22)
n где e1(u) – избыточные деформации в сечении под углом а;
A e 1 O - приращение деформаций в центральном сечении после завершения формообразования в любом сечении под углом а :
Д е ,о = e i о - e O , (23)
где e 1 O – полная деформация формообразования центрального сечения;
e 1( O 1) – деформация формообразования этого же сечения на первой стадии, соответствующей размеру очага деформации bO (1) .
Предусматривается пошаговое деформирование при обтяжке листовой заготовки, определяемое малой стадией деформирования ( j - 1, J ) . Тогда связь между приращениями деформаций e 1 и e 3 при пошаговом деформировании для анизотропной заготовки запишется в виде:
Д е = Д е . 1 + ^ 21 " m -( У Р 12 1 ) ^ 21
-
3 1 1 - ^ . m ,
где m j
С
2j – соотношение напряжения в точ- ках, которые находятся в пределах границы пластической зоны деформации поперечного сечения на j-стадии шагового деформирования.
Приращение деформации A e j запишем в виде:
jj r + Д rJ
Д e ^ = In
j k r 7
,
где ArJ - перемещение элемента в направлении вектора r.
Тогда связь (24) может быть представлена в виде:
ln h^ = ln l
rj + Д rj rj
1 + ^ 21 mJ (1 / M 12 - 1) - ^ 21
1 - д 21 m j
, (26)
где hj , hj- 1 – значения толщин на j и j- 1 стадиях.
В первом приближении расчет по (25) ведется по значениям mj , определяемым без учета изменения толщины заготовки. Тогда можно определить толщину из выражения:
h = hJ - 1
^ rJ + A rJ .
П = 1 + ^ 21 " m "( 1 ^ 12 1 ) ^ 21
1 - ^ 21 " m
Предлагаемая схема формообразования обтяжкой оболочки двояковыпуклой формы была разделена на предварительную и повторную обтяжку. В процессах обтяжки, предусмотренных в этой последовательности, деформирование стараемся завершить до момента, когда размеры очага деформации сравняются с шириной заготовки. В любом поперечном сечении при расчете избыточных напряжений и деформаций принимается значение соотношения напряжений mij в момент, когда пластическая зона деформации сравняются с шириной заготовки. Такое условие задается через напряжение с , j = Р 1 а 0.2 для всех i -тых элементов.
Таким образом, записаны дифференциальные уравнения равновесия элемента, расположенного в одной из точек любого поперечного сечения оболочки двойной кривизны относительно вертикальных плоскостей симметрии обтяжного пуансона при соответствующей гауссовой параметризации, что обеспечило возможность раздельного решения для максимального поперечного сечения и формообразующего продольного контура. При этом усовершенствована аналитическая методика расчета в вертикальных плоскостях симметрии обтяжного пуансона, которая позволила оценить характер развития зоны пластической деформации в зависимости от ее геометрической формы и определить значения деформации в характерных точках оболочки.
Список литературы Основы расчета процесса формообразования обтяжкой тонких оболочек двойной кривизны
- Попов Е.А. Основы теории листовой штамповки. М.: Наука. 1969. С. 34-90.
- Листовая штамповка. Расчет технологических параметров. Справочник . М.: Изд-во МАИ, 1999. 516 с.
- Филин А.П. Элементы теории оболочек. Л.: Стройиздат, 1975. 256 с.
- Гольденвейзер А.Л. Теория упругих тонких оболочек. М.: Наука, 1976. 512 с.
- Моделирование кинематической схемы последовательной обтяжки оболочек двояковыпуклой формы на обтяжном прессе FEKD/В.А. Михеев, Ф.В. Гречников, С.Г. Дементьев, В.П. Самохвалов, Д.В. Савин, С.В. Сурудин//Известия Самарского научного центра Российской академии наук. 2014. Т. 16. № 6. С. 172-179.
- Анализ последовательной схемы формообразования обтяжкой оболочек двояковыпуклой формы с учетом реологических (механических) свойств листового алюминиевого материала/В.А. Михеев, Ф.В. Гречников, С.Г. Дементьев, В.П. Самохвалов, Д.В. Савин, С.В. Сурудин//Известия Самарского научного центра Российской академии наук. 2013. Т. 15. № 6. С. 155-160.
- Исследование кинематической схемы последовательной обтяжки оболочек двояковыпуклой формы на обтяжном прессе FEKD/В.А. Михеев, Ф.В. Гречников, С.Г. Дементьев, В.П. Самохвалов, Д.В. Савин, С.В. Сурудин//Известия Самарского научного центра Российской академии наук. 2014. Т. 16. № 6. С. 180-186.
- Statistical analysis of stretch shaping process of biconvex skin/V.A. Mikheev, S.D. Smol’nikov, S.V. Surudin, D.V. Savin//Russian Aeronautics. 2016. No.V. 59, Iss. 1.P. 145-150.
- Изометрические условия при формообразовании обтяжкой оболочки двойной кривизны минимальной разнотолщиности // В.А. Михеев, С.Г. Дементьев, В.П. Самохвалов, Д.В. Савин, С.В. Сурудин // Известия Самарского научного центра Российской академии наук. 2013. Т. 15. № 6. С. 161-166.
- Новожилов В.В. Теория тонких оболочек. Л.: Судпромгиз, 1962. 431 с.
- Михеев В.А. Устойчивость оболочек двойной кривизны в процессе формообразования обтяжкой//Известия Самарского научного центра Российской академии наук. 2014. Т. 6. № 2. С. 408-416.
- Привалов И.И. Аналитическая геометрия: учебник. Изд. 38, стер. СПб: Лань. 2010. 299 с.
- Гречников Ф.В. Деформирование анизотропных материалов. М.: Машиностроение, 1998. 448 с.
- Арышенский Ю.М., Гречников Ф.В. Теория и расчеты пластического формоизменения анизотропных материалов. М.: Металлургия. 1990. 304 с.
