Основы технологии прокатки товарных труб специального назначения из труднодеформируемых марок стали на агрегатах с непрерывными станами с контролируемо-перемещаемой оправкой

Автор: Красиков Андрей Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.23, 2023 года.
Бесплатный доступ
Увеличение спроса на бесшовные трубы из коррозионностойких марок стали аустенитного класса способствует непрерывному совершенствованию трубопрокатных технологий. В статье представлены результаты комплексного исследования и разработки технологии прокатки товарных длинномерных труб из непрерывно-литой заготовки (НЛЗ) нержавеющих марок стали аустенитного класса на ТПА с непрерывным станом с контролируемо-перемещаемой оправкой. Для определения пластических и прочностных свойств нержавеющих марок стали в линии ТПА использованы данные результатов экспериментов на комплексе Gleeble 3800 «ЮУрГУ». В исследовании использованы результаты компьютерного моделирования в программном комплексе QForm 3D, а также результаты физического моделирования на современных лабораторных станах винтовой и продольной прокатки. Разработана технология подготовки НЛЗ из нержавеющих марок стали, позволяющая полностью устранить все недостатки литой структуры металла. Наличие рифления на поверхности рабочего конуса оправки полностью решило проблему низкой стойкости оправок при прошивке нержавеющих марок стали. Разработанная и внедренная в промышленное производство на АО «Волжский трубный завод» (АО «ВТЗ») технология прокатки НЛЗ марок стали 08-12Х18Н10Т позволяет получать длинномерные трубы специального назначения высокого качества внутренней и наружной поверхности с требуемым набором эксплуатационных свойств. Актуальность темы заключается в необходимости импортозамещения труб специального назначения из труднодеформируемых марок стали, которые в РФ ранее закупались только за рубежом.
Сталь, аустенитный класс, непрерывно-литая заготовка, компьютерное моделирование, трубопрокатный агрегат, бесшовная труба, волжский трубный завод, прошивка, оправка
Короткий адрес: https://sciup.org/147240899
IDR: 147240899 | УДК: 621.774.35 | DOI: 10.14529/met230202
Basics of the technology of rolling commercial pipes of special purpose from hard to deform steel grades on units with continuous mills with a controlled-movable mandrel
The increase in demand for seamless pipes made of corrosion-resistant austenitic steel grades contributes to the continuous improvement of pipe rolling technologies. The article presents the results of a comprehensive study and development of a technology for rolling commercial long pipes from a continuously cast billet (CCB) of austenitic stainless steel grades on an injection molding machine with a continuous mill with a controlled-movable mandrel. To determine the plastic and strength properties of stainless steel grades in the injection molding line, data from the results of experiments on the Gleeble 3800 complex of SUSU were used. The study used the results of computer simulation in the QForm 3D software package, as well as the results of physical simulation on modern laboratory screw and longitudinal rolling mills. A technology has been developed for the preparation of CWs from stainless steel grades, which makes it possible to completely eliminate all the shortcomings of the cast metal structure. The presence of corrugation on the surface of the working cone of the mandrel completely solved the problem of low resistance of mandrels when piercing stainless steels. Developed and introduced into industrial production at JSC Volzhsky Pipe Plant (JSC VTZ), the technology for rolling CW of steel grades 08-12X18H10T makes it possible to obtain long-length special-purpose pipes of high quality of the inner and outer surface with the required set of operational properties. The relevance of the topic lies in the need to import substitution of special-purpose pipes made of hard-to-deform steel grades, which were previously purchased in the Russian Federation only abroad.
Текст научной статьи Основы технологии прокатки товарных труб специального назначения из труднодеформируемых марок стали на агрегатах с непрерывными станами с контролируемо-перемещаемой оправкой
Одной из главных задач, стоящих перед трубной промышленностью РФ, является необходимость импортозамещения труб специального назначения из труднодеформируемых марок стали, которые в РФ ранее закупались только за рубежом. При этом для обеспечения конкурентного преимущества при освоении новых видов труб необходимо сокращать производственные издержки при одновременном обеспечении высокого качества. Ярким примером такого импортозамещения является освоение на АО «ВТЗ» технологии прокатки обсадных труб из нержавеющих марок стали, в том числе группы 13Cr. Данный вид труб активно применяется для освоения месторождений углеводородов, имеющих высокую температуру при добыче и транспортировке, содержащих высокие концентрации коррозионно-активных компонентов, таких как CO2, H2S, ионы хлора. Подобные агрессивные ус- ловия эксплуатации трубной продукции вызывают интенсивную коррозию углеродистых марок стали, получивших наибольшее распространение при производстве труб нефтяного сортамента.
Изначально трубопрокатные агрегаты (ТПА) с непрерывными станами были предназначены для прокатки продукции из углеродистых, легированных и высоколегированных марок стали. Однако растущие эксплуатационные требования на сложных месторождениях нефти и газа ставят перед отечественными трубопрокатчиками новые задачи по изготовлению высокотехнологичных труб специального назначения из труднодеформи-руемых марок стали, изготовление которых ранее считалось возможным только прессованием [1–3].
При раскатке гильзы в непрерывных станах с двух- и трехвалковыми клетями на кон- тролируемо-перемещаемой оправке, за исключением зазора между валками, напряженное состояние деформируемого металла описывается схемой всестороннего сжатия. Данная схема обеспечивает благоприятное напряженно-деформированное состояние, а значит, возможность раскатки не только углеродистых и легированных марок стали, но теоретически и труднодеформируемых [4].
Испол ьзован ие НЛЗ д л я п рои зводс тв а бе с шов н ых тру б д ол го сд е ржи в алос ь на ли ч ием ха рак те рных д ефек т ов ( ли к в а ц и й и не-сплошностей в центрально й ча с ти и на п ов ерхности з аготов к и , трещ и н и т. д.), что не о б е с п е чи в ало п олу че н и е к а че с тв е н ных тру б . Однак о в ысок ая э к он оми че ск а я эффективно ст ь испо л ь з о вания НЛ З ст им ул ир ов ал а проведение р або т по р аз в ит и ю и со вер шенст во ванию т ех но л о г ии их пр оизво дст ва, р азработку и со з дание но вы х пр о цессо в, т ехно л о г ий и т р уб опр о кат но г о о бо р удо вания , о беспеч ивающих по л уч ен ие т руб вы со ког о качест ва [5–12]. В э л е к трос тале п л а в и льн о м ц е хе АО «ВТ З» в 2019 г. у с п еш н о ос в ое но п рои зв од с тв о н е п р ерывно- л и тых за готов ок и з н е ржа в ею щ их марок стали типа 08-1 2Х 18Н10Т .
Для определения пластических и прочностных свойств марки стали 08-12Х18Н10Т были проведены опыты на растяжение, кручение и осадку с использованием испытательного комплекса Gleeble 3800. По разработанным методикам построены диаграммы пла- стичности и параметрическое уравнение os. Кроме того, проведено исследование трансформации свойств нержавеющей марки стали 08Х18Н10Т в линии ТПА с непрерывным станом с контролируемо-перемещаемой оправкой от гильзы до термообработанной трубы (рис. 1).
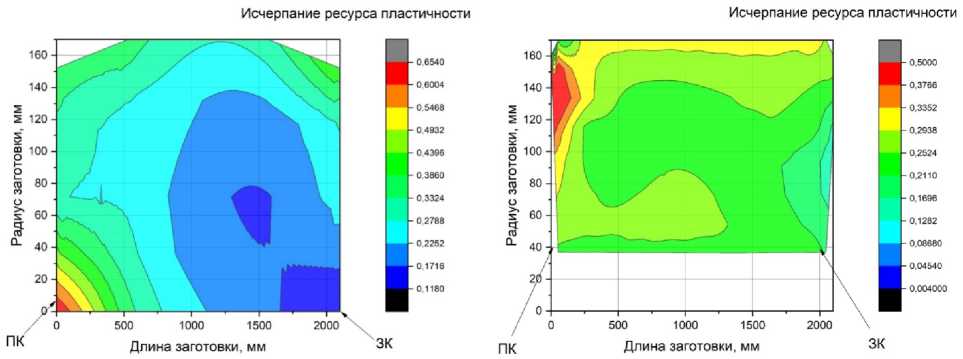
С использованием программного комплекса QForm 3D проведено компьютерное моделирование процесса прошивки как полой непрерывно-литой, так и сплошной кованой заготовки из стали 08-12Х18Н10Т. По результатам моделирования процесса прошивки для последующей раскатки установлено, что показатель ресурса пластичности для сплошной заготовки незначительно выше, чем для полой заготовки (средние значения). Однако на переднем торце сплошной заготовки в осевой зоне показатель исчерпания ресурса пластичности больше в 2,7 раза, чем для переднего торца полой заготовки. На рис. 2 представлено распределение максимального значения исчерпания ресурса пластичности по длине сплошной и полой заготовки. Таким образом, сделан вывод, что для прокатки труб из стали 08-12Х18Н10Т необходимо использовать полую непрерывно-литую заготовку.
Проведенный анализ свойств заготовок из марок стали 08-12Х18Н10Т позволяет определить технологическую схему их подготовки к прокатке, этапы которой представлены на рис. 3.
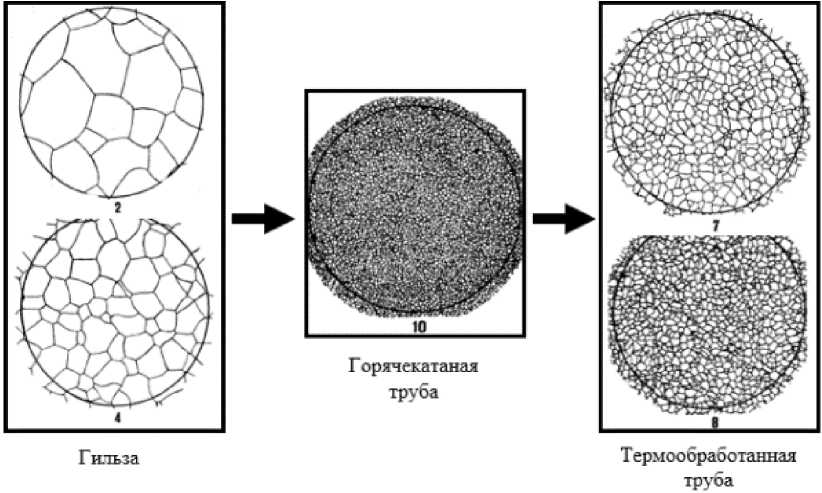
Рис. 1. Размер зерен аустенита от гильзы до термообработанной трубы Fig. 1. Austenite grain size from sleeve to heat treated pipe
а)
b)
Рис. 2. Изменение исчерпания ресурса пластичности для сплошной (а) и полой (b) заготовки по ее длине (ПК – передний конец; ЗК – задний конец)
Fig. 2. Change in the plasticity resource depletion for a solid (a) and hollow (b) billet along its length (ПК – front end; ЗК – rear end)
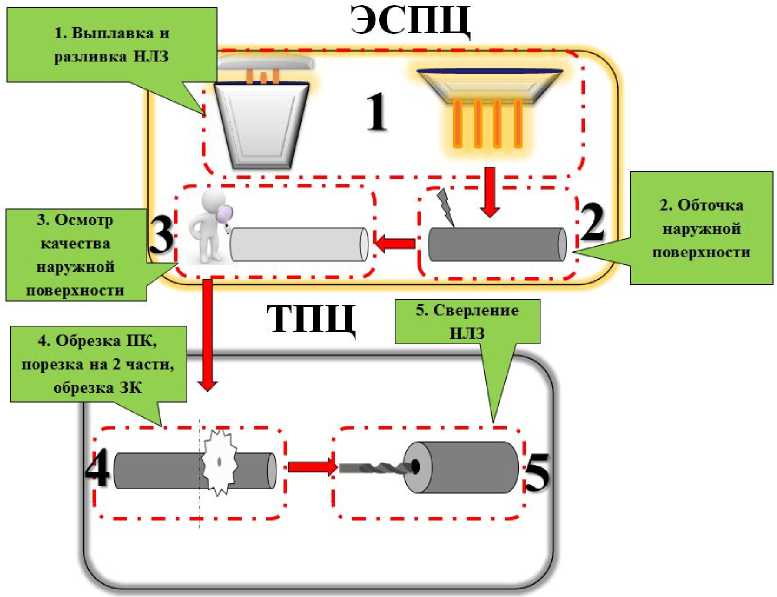
Рис. 3. Технологическая схема подготовки к прокатке заготовок из марок стали 08-12Х18Н10Т Fig. 3. Technological scheme of preparation for rolling of blanks from steel grades 08-12X18H10T
Обточка наружной поверхности непрерывно-литой заготовки из марок стали 08-12Х18Н10Т призвана убрать несовершенства сталеплавильного происхождения. Для этого применяются специальные станки, позволяющие осуществлять съем металла по 5 мм на сторону (максимальная глубина залегания дефектов сталеплавильного происхождения). Осмотр поверхности обточенной заготовки на предмет наличия дефектов сталеплавильного происхождения ведется специалистами отдела технического контроля. В случае наличия таких дефектов как исключение назначается дополнительный съем металла для их полного устранения. Операция порезки позволяет получить гладкие торцы заготовки требуемой косины реза, а также нужный по заказу раскрой металла. Операция сверления убирает осевую рыхлость металла, тем самым обеспечивая качество внутренней поверхности труб без дефектов [13].
На рис. 4 представлено изображение тем-плета заготовки диаметром 340 мм и схема ее подготовки. Замеры показали, что диаметр осевой несплошности составляет 40 мм со смещением ~ 10 мм от геометрического центра. Данное обстоятельство необходимо учитывать при выборе диаметра сверла, чтобы обеспечить полное удаление осевой рыхлости (центральная пористость и осевые трещины) литого металла без смещения внутреннего отверстия относительно геометрического центра заготовки. Проведенные исследования [14] показывают, что точное положение центровочного отверстия и, соответственно, внутреннего отверстия заготовки непосредст- венно влияет на точность размеров получаемых гильз. Для исключения нанесения дефектов от острой кромки на прошивную оправку по переднему концу заготовки между ее торцом и внутренним отверстием делается скругление.
Кроме компьютерного моделирования процесса прошивки также было проведено компьютерное моделирование раскатки гильзы из марки стали 08Х18Н10Т в черновую трубу. Общий вид модели клетей непрерывного стана представлен на рис. 5. Полученные результаты дали возможность рекомендовать рациональные температурно-скоростные параметры для дальнейшей опытной прокатки.
В рамках подготовки к опытно-промышленной прокатке на ТПА 159-426 было проведено физическое моделирование процессов на
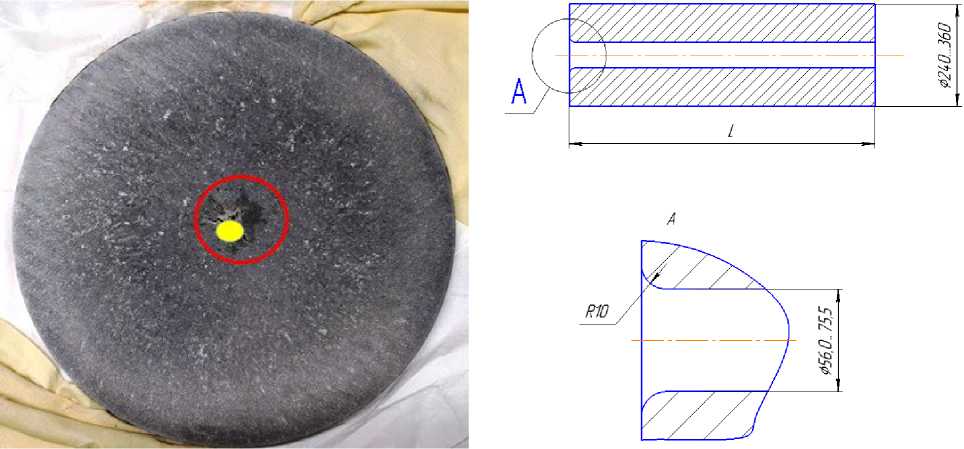
Рис. 4. Темплет и схема подготовленной заготовки
Fig. 4. Template and diagram of the prepared workpiece
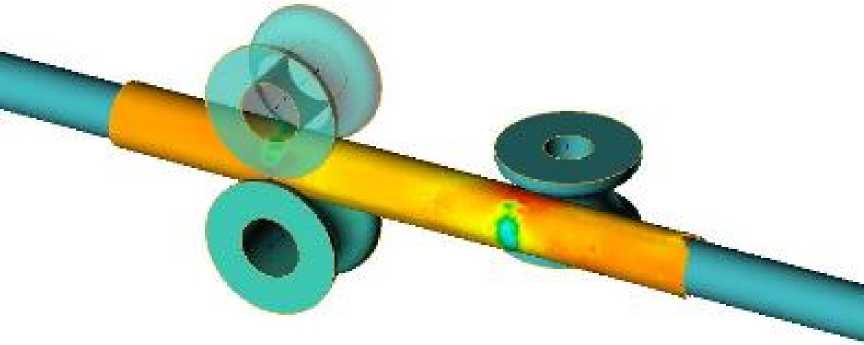
Рис. 5. Общий вид модели клетей непрерывного стана Fig. 5. General view of the continuous mill stand model
лабораторных с танах винтовой прокатки НИТУ «МИСИС» и продольной прокатки АО «РусНИТИ». Полученные результаты с учетом выводов этапа компьютерного мод е лирования позволили сформулировать око н чательные рекомендации по режимам прока т ки в промышленных условиях АО «ВТЗ». Общий вид лабораторных станов НИТУ «МИСИС» винтовой и АО «РусНИТИ» пр о дольной прокатки для физического моделир о вания процессов прошивки и раскатки пре дставлен на рис. 6.
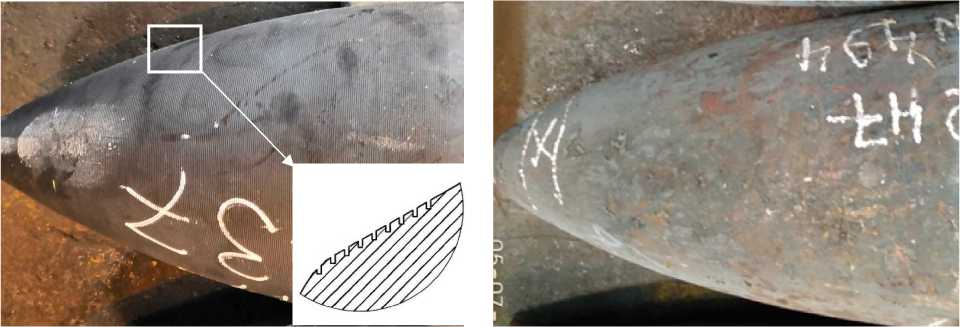
В рамках решения задачи повышения стойкости прошивных оправок при прокатке труб из нержавеющих марок стали было предложено испытать оправки с особой обра- боткой поверхности рабочего конуса – создание рифления (рис. 7).
Наличие рифления на поверхности рабочего конуса оправки позволило также достичь существенный прирост стойкости в 20 раз (с 3 до 60 проходов) без существенного изменения стоимости инструмента [15, 16].
Опытная прокатка труб 325 х 16 мм из стали 08Х18Н10Т в условиях ТПА 159-426 АО «ВТЗ» выявила технологическую проблему, связанную с извлечением оправки непрерывного стана при раскатке гильзы в черновую трубу. Для решения указанной проблемы была предложена специальная калибровка непрерывного стана. Благодаря большей ширине и увеличенным выпускам

а) b)
Рис. 6. Лабораторные станы МИСиС винтовой (а) и РусНИТИ продольной (b) прокатки для физического моделирования процессов прошивки и раскатки
Fig. 6. MISiS laboratory mills for screw (a) and RusNITI longitudinal (b) rolling for physical modeling of piercing and rolling processes
а) b)
Рис. 7. Внешний вид рабочей поверхности новой оправки: а) с рифлением на рабочей поверхности; б) без рифления
Fig. 7. External view of the working surface of the new mandrel: a) with corrugation on the working surface; b) without corrugation
калибра извлечение оправки непрерывного стана в момент раскатки осуществляется при штатных нагрузках на рейку. На разработанную и внедренную новую сквозную технологию прокатки товарных труб из марок стали аустенитного класса получен патент РФ [17].
В рамках работы исследованы свойства применяемых смазочных и дезоксидирующих материалов. Даны практические рекомендации к применению дезоксидантов и графитовых смазок. Проведен анализ влияния данных материалов на качество готовых труб.
Принципиальными отличиями технологии раскатки труб из нержавеющей марки стали аустенитного класса являются: меньшая скорость прокатки, большие зазоры, а также гильза с более тонкой стенкой.
Выводы
Новая технология прокатки внедрена в промышленное производство на АО «ВТЗ» в условиях ТПА 159-426 с непрерывным станом и позволяет осуществлять прокатку длинномерных труб специального назначения из нержавеющих марок стали аустенитного класса с высоким качеством внутренней и наружной поверхности [3, 4, 17]. В период 2018–2022 гг. в ТПЦ-3 АО «ВТЗ» прокатано и отгружено потребителям свыше 4000 т труб из марок стали группы 13Cr и свыше 300 т труб из марки стали 08Х18Н10Т. Импортозамещение, расширение сортамента и локализация производства горячекатаных труб из труднодефор-мируемых марок стали обеспечивает стратегическую безопасность нефтяной и атомной промышленности РФ.
Список литературы Основы технологии прокатки товарных труб специального назначения из труднодеформируемых марок стали на агрегатах с непрерывными станами с контролируемо-перемещаемой оправкой
- Прессование стальных труб и профилей / Г.И. Гуляев, А.Е. Притоманов, О.П. Дробич, B.К. Верховод. М.: Металлургия, 1973. 192 с.
- Освоение производства бесшовных труб из нержавеющей стали мартенситного класса марки типа 13Cr на ТПА 159-426 АО ВТЗ / Н.В. Трутнев, А.В. Красиков, А.Г. Ульянов и др. // Черная металлургия. Бюллетень научно-технической и экономической информации. 2018. № 12. C. 68-71. DOI: 10.32339/0135-5910-2018-12-68-71
- Освоение технологии прокатки труб из нержавеющей стали / Н.В. Трутнев, А.В. Выдрин, М.В. Буняшин и др. // Сталь. 2021. № 2. С. 35-38.
- Красиков А.В. Исследование процесса раскатки труб на агрегатах с непрерывными станами с целью повышения износостойкости оправок: автореф. ... канд. техн. наук. М., 2015. 25 с.
- Минаев А.А., Захур М., Коновалов Ю.В. Специфика использования катаной и непрерыв-нолитой заготовки для производства труб // Производство проката. 2005. № 4. С. 29-37.
- Цикл докладов фирмы Маннесманн Демаг Меер для симпозиума по изготовлению и окончательной обработке бесшовных труб. Т.1: Новые технологии изготовления труб фирмы Маннесманн Меер. М., 1981. 62 с.
- Повышение качества трубной заготовки за рубежом / Ю.А. Дубровская, А.Е. Сочнев, Л.Н. Скоробогатская и др. // Черная металлургия. Бюл. ин-та «Черметинформация». М., 1981. Вып. 5. С. 23-45.
- Непрерывнолитые круглые заготовки / В.Я. Генкин, А.Т. Есаулов, М.И. Староселецкий и др. М.: Металлургия, 1984. 143 с.
- Повышение качества трубной заготовки для горячедеформированных бесшовных труб / Г Г. Шепель, П.П. Навныко, О.А. Симоненко и др. // Сталь. 2002. № 8. С. 84-85.
- Напряженное состояние и качество непрерывного слитка / В.М. Мирсалимов, В.А. Емельянов. М.: Металлургия, 1990. 151 с.
- Корн Р. Заготовки для производства бесшовных труб // Производство труб. М.: Металлургия, 1980. С.95-103.
- Непрерывнолитые трубные заготовки из легированной стали / П.Н. Ткачев, Ю.Е. Кан, Е.П. Мавтевосян и др. // Черная металлургия. Бюл. ин-та «Черметинформация». М., 1987. Вып. 16. С. 49-51.
- Красиков А.В. Технология подготовки непрерывно-литой заготовки из нержавеющих марок стали к прокатке на ТПА с непрерывным станом с контролируемо-перемещаемой оправкой // Вестник ЮУрГУ. Серия «Металлургия». 2021. Т. 21, № 3. С. 40-48. DOI: 10.14529/met210305
- Влияние центровочного отверстия на переднем торце заготовки на качество гильзы / А.А. Корсаков, А.В. Король, Д.В. Михалкин и др. // Производство проката. 2017. № 10. С. 44-48.
- Повышение стойкости оправок прошивного стана при производстве бесшовных труб из нержавеющей стали мартенситного класса марки типа 13Cr в линии ТПА 159-426 АО ВТЗ / И.И. Лубе, Н.В. Трутнев, С.В. Тумашев и др. // Черная металлургия. Бюллетень научно-технической и экономической информации. 2020. Т. 76, № 12. С. 1259-1264.
- Extending the life of piercing plugs / I.I. Lube, A.V. Krasikov, A.V. Vydrin, A.A. Korsakov // Steel Times International. 2021. Vol. 45, no. 2. P. 33-35.
- Пат. 2788284 Российская Федерация, МПК B21B 19/04. Способ производства бесшовных горячедеформированных коррозионно-стойких труб из стали аустенитного класса / Д.А. Пумпянский, С.Г. Четвериков, А.В. Красиков [и др.]. № 2022105681; опубл. 17.01.23.
