Особенности детонационных покрытий АК4-стекло

Автор: Виталий Андреевич Хижняк, Анастасия Сергеевна Дмитриева, Дмитрий Анатольевич Жеребцов, Андрей Геннадьевич Рязанов, Денис Александрович Винник, Кирилл Юльевич Пашкеев, Мария Николаевна Самодурова
Журнал: Вестник Южно-Уральского государственного университета. Серия: Химия @vestnik-susu-chemistry
Рубрика: Физическая химия
Статья в выпуске: 4 т.17, 2025 года.
Бесплатный доступ
Исследование направлено на изучение возможности нанесения детонационным способом термобарьерных покрытий (ТБП), которые представляют собой композиты с различным содержанием алюминия АК4 и силикатного стекла. Показан высокий потенциал использования данных композитов в качестве ТБП, для применения в условиях механических и термических нагрузок в двигателях внутреннего сгорания. Образцы наносились с помощью газовой пушки с диаметром ствола 20 мм. Для исследования покрытий применялись сканирующая электронная микроскопия, энергодисперсионный рентгеновский спектральный анализ, рентгеновская порошковая дифракция и измерение твердости. Исходя из полученных данных, наиболее перспективными характеристиками обладают образцы, которые представляют собой композиты стекла и алюминия, имеющие высокую плотность и гладкую поверхность, в частности композит 25 % АК4 с 75 % стекла (43 % заполнение ствола). Данный состав имеет высокое содержание стекла, толщину полученного слоя 1,34 мм и гладкую плотную поверхность. Этими свойствами данный состав выгодно отличается от покрытий из чистого стекла или из чистого АК4. Очевидно, что два компонента (металл и стекло) действуют синергетически, снижая образование настылей, возможно, за счет повышения температуры жидких капель. Можно полагать, что более широкий по длинам волн спектр излучения стекла в случае смеси металл + стекло приводит к более эффективному нагреванию металла по сравнению с напылением чистого АК4. При использовании чистого стекла покрытие является слишком неоднородным, хрупким, трещиноватым и шероховатым из-за формирования волокнистых стеклянных хлопьев в полете. С точки зрения коэффициента полезного действия пушки (усвоение порошка до 30 %) наилучшие результаты показали образцы чистых АК4 и АК6 и чистого стекла. Их композиты также дают приемлемое усвоение (не менее 15 %). Пористость композитов незначительно выше пористости чистых компонентов. Данные композиты имеют высокий потенциал применения в качестве термобарьерных покрытий для двигателей внутреннего сгорания, за счет доступности компонентов и демонстрируемых характеристик, а также возможности нанесения в промышленных масштабах.
Термобарьерные покрытия, композиты, морфология, фазовый состав, твердость
Короткий адрес: https://sciup.org/147252529
IDR: 147252529 | УДК: 669.017 | DOI: 10.14529/chem250417
Features of detonation coatings AK4-glass
The study is aimed at investigating the possibility of applying thermal barrier coatings (TBC), namely the composites with different contents of aluminum alloy AK4 and silicate glass, by the de-tonation method. High potential for using these composites as TBCs is shown for use under mechanical and thermal loads in combustion engines. The samples were applied using a gas gun with a barrel diameter of 20 mm. Scanning electron microscopy, energy-dispersive X-ray spectral analysis, X-ray powder diffraction and hardness measurement were used to study the coatings. Based on the data obtained, the most promising characteristics are possessed by samples that are composites of glass and aluminum with high density and a smooth surface, in particular, a composite of 25% AK4 with 75% glass (43% barrel filling). This composi-tion has a high glass content, the thickness of the resulting layer is 1.34 mm and a smooth dense surface. These properties make this composition compare favorably with coatings made of pure glass or pure AK4. It is obvious that the two components (metal and glass) act synergistically, reducing the formation of scale, probably due to the increase in the temperature of liquid droplets. It can be assumed that the wider wave-length spectrum of glass radiation in the case of a metal + glass mixture leads to more efficient heating of the metal compared to spraying of pure AK4. When using pure glass, the coating is too non-uniform, brittle, cracked and rough due to the formation of fibrous glass flakes in flight. In terms of gun efficiency (powder absorption up to 30%), the best results were shown by samples of pure AK4 and AK6 and pure glass. The composites also provide acceptable powder absorption (at least 15%). The porosity of the composites is slightly higher than the porosity of the pure components. These composites have a high potential for use as thermal barrier coatings for combustion engines, due to the availability of components and demonstrated characteristics, as well as the possibility of application on an industrial scale.
Текст научной статьи Особенности детонационных покрытий АК4-стекло
Термобарьерные покрытия (ТБП) играют ключевую роль в обеспечении высокой термостойкости и долговечности деталей двигателей, работающих в условиях экстремальных температур. Их основное назначение – снижение теплового потока к подложке (детали) и, как результат, повышение КПД двигателя, либо уменьшение потребности в охлаждении деталей. В связи с этим разработка и совершенствование технологий нанесения таких покрытий остаются актуальной задачей современного материаловедения [1].
Наиболее распространёнными методами нанесения ТБП являются:
-
• плазменное напыление – позволяет обрабатывать широкий спектр материалов, но получаемые покрытия отличаются высокой пористостью, наличием микротрещин и слабым сцеплением с основой [2, 3];
-
• высокоскоростное воздушно-топливное напыление – обеспечивает высокую плотность и адгезию, однако не подходит для нанесения керамических покрытий [4];
-
• электронно-лучевое напыление – формирует однородные и чистые покрытия, но требует дорогостоящего вакуумного оборудования и неэффективно при обработке деталей сложной формы [5];
Для изготовления ТБП чаще всего используются керамические материалы, такие как YSZ (кубический ZrO 2 , стабилизированный Y 2 O 3 ), который обладает низкой теплопроводностью и хорошей термостойкостью, однако его эффективность резко снижается при температурах выше 1200 °C из-за фазовых превращений и увеличения теплопроводности. Альтернативные материалы, такие как La2Zr2O7 и Gd2Zr2O7, имеют более высокую термическую стабильность, но уступают YSZ по уровню технологичности и механической прочности. Металлические бонд-слои, как правило, выполняются из сплавов NiCrAlY или MCrAlY, которые обеспечивают хорошее сцепление с керамическим верхним слоем, но склонны к окислению и теряют прочность при длительной эксплуатации в условиях высоких температур.
Выбор материала и технологии его нанесения всегда связан с необходимостью компромисса между термической стойкостью, механической прочностью, химической инертностью и экономической целесообразностью.
Перспективным решением для преодоления перечисленных проблем при защите деталей из алюминиевых сплавов могут стать композиты, состоящие из алюминия и стекла, нанесенные методом детонационного напыления.
Детонационное напыление – это высокоскоростной газотермический метод, при котором частицы ускоряются до высоких скоростей (500–1000 м/с) за счёт энергии детонации топливно- воздушной смеси [6]. По сравнению с другими методами напыления он обеспечивает получение покрытий с минимальной пористостью и высокой прочностью сцепления с подложкой, что положительно влияет на их износостойкость и долговечность.
Благодаря кратковременному контакту частиц с высокотемпературной средой, минимизируется их окисление и термическое разложение. Это особенно важно при нанесении керамических и термочувствительных материалов, которые могут разрушаться при использовании плазменного напыления.
Метод отличается универсальностью: позволяет наносить металлы, карбиды, керамику и композиты. В отличие от HVOF и электронно-лучевого напыления, детонационное напыление не имеет существенных ограничений по составу исходных материалов.
Использование композита из алюминия и стекла позволит получить низкое значение теплопроводности за счет содержания стекла и хорошую трещиностойкость и адгезию к подложке за счет алюминия, который выступает в роли связующего компонента.
Целью настоящей работы является изучение морфологии, элементного и фазового состава композитных ТБП и их механических свойств методами сканирующей электронной микроскопии, энергодисперсионного рентгеновского спектрального анализа, рентгеновской порошковой дифракции и измерения твердости. Полученные данные позволят оценить потенциал этих композитов в качестве альтернативы традиционным материалам.
Описание эксперимента и обсуждение результатов
Эксперименты по созданию термобарьерных покрытий с помощью детонационного напыления были проведены по традиционной методике. На подложки из дюралюминия размером 76 x 31 x 2,75 мм наносили ТБП, различающиеся по соотношению компонентов АК4:стекло. Масса подложки составляла от 17,60 до 17,77 грамм.
Порошок металла представляет собой сферические частицы диаметром 20–50 мкм для АК4 и 40–80 мкм для АК6. Предварительно порошок АК4 травили 10%-ным раствором серной кислоты. Как показали предварительные эксперименты, данная операция необходима для повышения степени черноты поверхности, что оказалось критическим для плавления алюминия. Без травления в кислоте АК4 не достигал плавления в процессе нанесения, хотя корунд с размером зерна 34 мкм в тех же условиях полностью расплавлялся (температура плавления корунда 2050 °С, а АК4 650 °С).
Порошок стекла представляет собой частицы произвольной формы размером менее 40 мкм, полученные помолом посудного и оконного стекла. Состав металлов и средний состав стекла приведен в табл. 1, 2. Условия нанесения ТБП представлены в табл. 3. Объем дозатора порции порошка был выбран максимальным и составлял около 50 микролитров.
Маркировка образцов имеет вид «АК4-Стекло50(36)», где отражены один или два компонента и доля второго компонента в массовых %, а в скобках – степень заполнения ствола горючей смесью. Образец АК4-Стекло75(43) отличается от образца АК4-Стекло75(36) только тем, что заполнение ствола горючей смесью было несколько выше, чем в случае других композитов и чистого АК6(36). В трех экспериментах (АК6(36), АК4-Стекло50(36) и АК4-Стекло75(36)) заполнение ствола поддерживалось на уровне 36 %, что достаточно низкое значение. То, что даже при 36 % удается получать достаточно плотные композиты, показывает наличие возможности при необходимости увеличить температуру и скорость потока. Соотношение О2/С2Н2 в газовой смеси и число выстрелов поддерживались на одном уровне за редким исключением.
Таблица 1
Усредненный состав стекла, масс. %
|
O |
Na |
Mg |
Al |
Si |
K |
Ca |
Cr |
Fe |
Cu |
|
|
Стекло |
45,87 |
10,72 |
2,28 |
1,97 |
31,68 |
0,44 |
6,03 |
0,14 |
0,35 |
0,51 |
Таблица 2
Состав сплавов по ГОСТ 4784–97, масс. %
|
Fe |
Si |
Mn |
Ni |
Ti |
Al |
Cu |
Mg |
Zn |
|
|
АК4 |
0,8–1,3 |
0,5–1,2 |
до 0,2 |
0,8–1,3 |
до 0,1 |
91,2–94,6 |
1,9–2,5 |
1,4–1,8 |
до 0,3 |
|
АК6 |
до 0,7 |
0,7–1,2 |
0,4 –0,8 |
до 0,1 |
до 0,1 |
93,3–96,7 |
1,8–2,6 |
0,4–0,8 |
до 0,3 |
Таблица 3
Условия нанесения ТБП
|
Состав |
Сплав |
Содержание сплава, % |
Заполнение ствола, % |
Соотношение О 2 /С 2 Н 2 |
Число выстрелов |
|
АК6(36) |
АК6 |
100 |
36 |
2,04 |
200 |
|
AK4(51), две стороны (разные режимы) |
AK4 |
100 |
51/50 |
2,519/2,040 |
200+200 |
|
АК4-Стекло50(36) |
AK4 |
50 |
36 |
2,04 |
200 |
|
АК4-Стекло75(43) |
AK4 |
25 |
43 |
2,04 |
200 |
|
АК4-Стекло75(36) |
AK4 |
25 |
36 |
2,04 |
200 |
|
Стекло(78) |
– |
0 |
78 |
2,04 |
50 |
|
Стекло(67) |
– |
0 |
67 |
2,04 |
50 |
Предварительно поверхность подвергалась пескоструйной обработке для очистки от загрязнений. Кроме того, высокая шероховатость улучшает связь покрытия с основой.
Детонационное напыление проводилось на установке «ССDS 2000» (г. Новосибирск). Диаметр ствола пушки – 20 мм, его длина – 1200 мм. Параметры заполнения (36–78 %) и соотношение О2/С2Н2 (более 2) выбраны с целью повышения температуры продуктов сгорания и полноты сгорания ацетилена, что важно для исключения образования сажи [7]. В бункер загружали 10 г смеси, в результате на мишени образовался слой массой от 1,4863 до 3,0363 г после 200 выстрелов. Масса, рассчитанная как прирост за один выстрел, составила 7,432–15,182 мг (табл. 4). Для стекла применялось ограничение в 50 выстрелов, так как слой растрескивался и откалывался при большем числе выстрелов. При этом прирост массы стекла за выстрел все равно высокий: 12,102–12,386 мг. Усвоение порошка в среднем составило 15–30 % из-за разлета части порошка по камере. Толщина напыленного слоя составила от 0,42 до 1,34 мм (см. табл. 4).
Форма напыленного покрытия обычно выпуклая: толщина в центре в 1,5–2 раза больше, чем в 20 мм от центра. Поэтому измерения проводили во всех случаях в центре образцов (в наиболее толстом месте покрытия) для определения максимальной толщины. На периферии многих образцов выявлены дефекты типа «настыли», связанные со снижением температуры продуктов сгорания в периферии потока и присутствием поэтому части порошка в твердом виде. Эти дефекты нежелательны: они снижают прочность покрытия, а при эксплуатации могут откалываться и попадать на трущиеся поверхности двигателя [8, 9].
Открытую пористость ТБП определяли гравиметрическим методом: погружение в спирт (95 %) заполняет открытые поры и трещины (см. табл. 4). Найденная открытая пористость составила 1–2 %, что может считаться приемлемым для эксплуатации. Шероховатость (количество настылей) оценивали по шкале от 0 до 10 баллов: 0 – отсутствие настылей на расстоянии 30 мм от центра; 10 – наличие настылей в области центра (см. табл. 4).
Таблица 4
Свойства покрытий
|
Состав |
Толщина покрытия в центре, мм |
Масса покрытия, г |
Количество настылей, балл (0-10) |
Прибавка массы за один выстрел, мг |
Прибавка массы покрытия при пропитке в спирте, % |
Диаметр отпечатка шарика по Бринеллю, мм |
|
АК6(36) |
1,04 |
3,0363 |
7 |
15,182 |
1,20 |
1,806 |
|
AK4(51) |
1,56 |
4,6749 |
7-10 |
11,687 |
1,55 |
1,705 |
|
АК4-Стекло50(36) |
1,11 |
1,8915 |
1 |
9,458 |
1,36 |
1,618 |
|
АК4-Стекло75(43) |
1,34 |
1,7208 |
0 |
8,604 |
1,95 |
1,532 |
|
АК4-Стекло75(36) |
1,04 |
1,4863 |
0 |
7,432 |
1,44 |
1,517 |
|
Стекло(78) |
0,62 |
0,6051 |
7 |
12,102 |
0,98 |
– |
|
Стекло(67) |
0,42 |
0,6193 |
8 |
12,386 |
0,94 |
– |
Твердость измеряли методом Бринелля шариком диаметром 10 мм при нагрузке 250 кгс как среднее по измерениям в трех точках вблизи центра, однако точность снижена из-за сложного рельефа и малой толщины покрытия. Образцы с чистым стеклом не испытывали из-за хрупкости покрытия и его разрушения при испытании. Очевидно, что увеличение содержания стекла повышает твердость композита: образцы с большим количеством стекла имеют меньший диаметр отпечатка (рис. 1).
Исходя из полученных данных, наиболее перспективными характеристиками обладают образцы, которые представляют собой композиты стекла и алюминия, имеющие наиболее гладкую поверхность, а среди них - образец АК4-Стекло75(43), имеющий не только высокое содержание стекла, но и большую толщину слоя (см. табл. 4).
Очевидно, что два компонента (металл и стекло) действуют синергетически, снижая образование настылей, возможно, за счет повышения температуры капель в потоке. Действительно, визуально цвет пламени и его интенсивность намного выше в случае напыления стекла. Для АК4, АК6 или корунда пламя средней яркости и белое, а в случае стекла - ярко оранжевое за счет свечения паров натрия. Можно полагать, что более широкий спектр излучения в случае смеси металл + стекло приводит к более эффективному его нагреванию по сравнению с напылением чистого металла. Однако при использовании чистого стекла покрытие вновь становится пористым, трещиноватым и шероховатым из-за формирования волокнистых стеклянных хлопьев в полете.
С точки зрения коэффициента полезного действия пушки (усвоение порошка) наилучшие результаты показали образцы с чистыми АК4(51) и АК6(36) (рис. 2). Но в целом все композиты имеют приемлемое усвоение.
Пористость - параметр, влияющий на прочность ТБП, который важно контролировать и поддерживать на низком уровне. Величину пористости определяли по привесу массы при пропитке 95%-ным этанолом, в процентах по отношению к массе покрытия (рис. 3). Пористость композитов немного выше пористости чистых компонентов, но отклонения невелики.
Рис. 1. Зависимость диаметра отпечатка шара диаметром 10 мм при нагрузке 250 кгс от содержания стекла
Рис. 2. Зависимость прибавки массы ТБП за один выстрел от содержания стекла
Рис. 3. Зависимость прибавки массы ТБП при его пропитке спиртом от содержания стекла
Состав и морфология ТБП
Для составов, содержащих алюминий, проводили рентгенофазовый анализ. Составы, содержащие стекло, не представляли интереса из-за отсутствия дальнего порядка атомов в стекле. Вместо этого стекло дает широкое гало.
В дифрактограммах композитов можно однозначно различить только фазу алюминия (рис. 4), при этом дифрактограммы разных образцов незначительно различаются между собой. Размер области когерентного рассеяния алюминия в композитах по данным полнопрофильного анализа составил 40–213 нм. Все сплавы имеют близкие значения параметра ячейки: 4,046– 4,055 Å. Полуширина рефлексов покрытий существенно увеличена по сравнению с исходным порошком или металлом основы (рис. 5). Это является следствием шероховатой (неровной) поверхности, а также закаленного состояния ТБП, которое приводит к неоднородности по составу и к высокой концентрации дефектов.
Рис. 4. Дифрактограмма ТБП АК4-Стекло50(36)
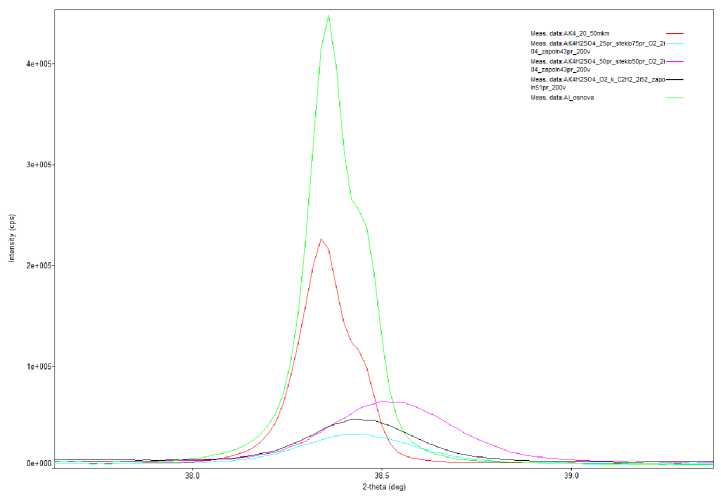
Рис. 5. Дифрактограммы вблизи главного рефлекса алюминия
Далее представлена морфология поверхности по данным СЭМ и оптического микроскопа, а также карты распределения элементов на поверхности.
Образец АК6(36)
На рис. 6 представлена поверхность нанесенного покрытия и карты распределения по ней элементов, на которых можно видеть однородное поле металла и небольшие капли оксида. Капли металлического расплава при столкновении с подложкой разбивались и образовывали небольшие области, которые очень быстро остывали и формировали слои, также можно увидеть поры. Многие такие поры, по-видимому, запечатаны попавшим поверх них расплавом. Такая закрытая пористость увеличивает тепловое сопротивление покрытия за счет получившихся карманов.
Из данных EDS картирования распределения элементов можно сделать вывод о составе поверхности, он представлен в табл. 5. Основную часть составляет алюминий, также присутствуют примеси, характерные для данного сплава (см. табл. 2).
Таблица 5
Состав поверхности образца АК6(36), масс. %
|
Al |
Si |
Mn |
Fe |
Cu |
Сумма |
|
93,52 |
1,56 |
0,74 |
0,45 |
3,73 |
100,00 |
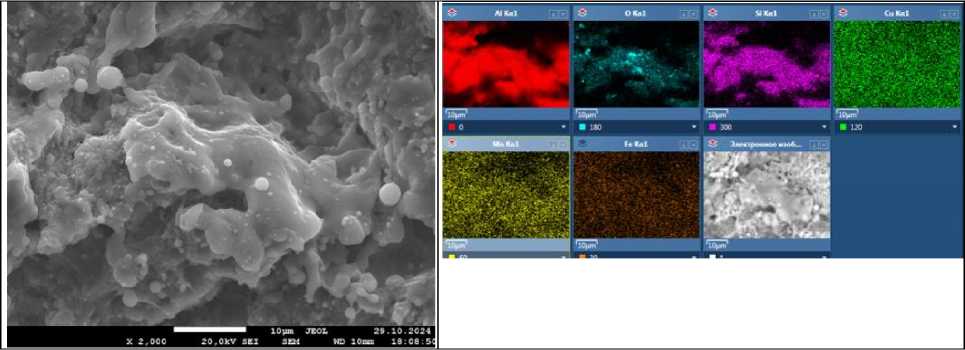
Рис. 6. Морфология поверхности и карты распределения элементов покрытия АК6(36)
Образец АК4(51)
На поверхности образца АК4(51) можно увидеть, что частицы ТБП несколько мельче, чем для АК6(36) (рис. 7). Следует отметить, что, в отличие от АК6, порошок сплава АК4 без дополнительной обработки не расплавлялся в струе продуктов сгорания.
На рис. 8 представлена периферия на удалении 15 мм от центра на которой можно отметить настыли, видно разницу высоты основного слоя и данного дефекта, по основанию которого началось растрескивание. Хрупкое разрушение показывает, что для более прочных композитов в дальнейших экспериментах следует использовать более пластичные деформируемые алюминиевые сплавы, а еще лучше – чистый алюминий.
Из данных картирования можно сделать вывод о составе поверхности (табл. 6). Основу составляет алюминий, а количество примесей находится в пределах нормы (см. табл. 2).
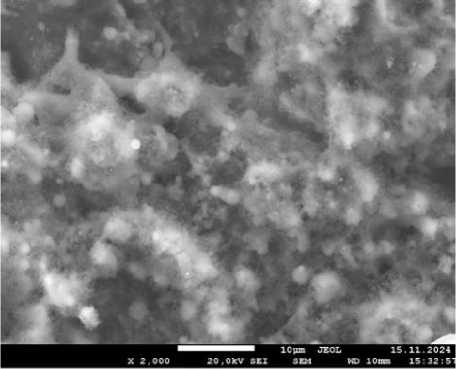
Рис. 7. Морфология поверхности и карты распределения элементов покрытия АК4(51)
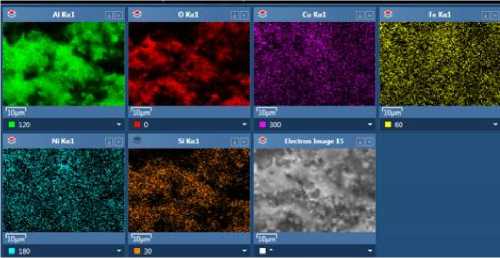
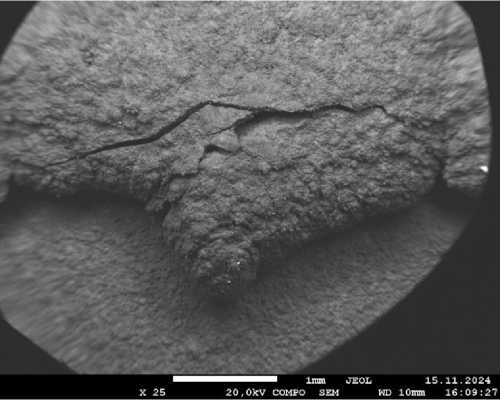
Рис. 8. Настыль с трещиной на поверхности образца АК4(51)
Таблица 6
Состав поверхности образца АК4(51), масс. %
|
Mg |
Al |
Si |
Cl |
Ti |
Cr |
Mn |
Fe |
Ni |
Cu |
Сумма |
|
0,24 |
89,75 |
0,31 |
0,05 |
0,20 |
0,06 |
0,05 |
2,25 |
2,37 |
4,67 |
100,00 |
Образец АК4-Стекло50(36)
Образец композита АК4-Стекло50(36) (рис. 9) отличается от образцов, покрытых чистым алюминием, меньшим количеством пор и более гладкой поверхностью. Из данных картирования элементов можно сделать вывод о среднем составе поверхности (табл. 7).
Таблица 7
Средний состав поверхности образца АК4-Стекло50(36), масс. %
|
O |
Na |
Mg |
Al |
Si |
K |
Ca |
Ti |
Cr |
Mn |
Fe |
Ni |
Cu |
Сумма |
|
27,93 |
3,91 |
0,91 |
38,10 |
18,95 |
0,35 |
3,97 |
0,22 |
0,09 |
0,06 |
3,02 |
0,58 |
1,67 |
100,00 |
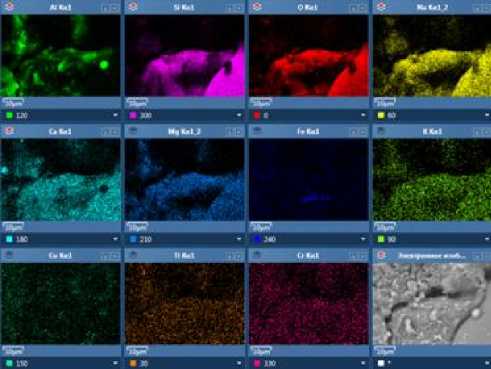
Наличие стекла в смеси порошков отразилось на среднем составе ТБП, сравнительно высокое содержание кальция, кремния, натрия демонстрируют доминирование областей стекла. Примесь железа, находящаяся в стекольном бое, различима на картах в отдельных каплях (рис. 9).
Визуальные признаки в процессе нанесения покрытия, такие как интенсивность пламени и его цвет, подтверждают более эффективное нагревание частиц АК4 в случае одновременного присутствия в газовой струе частиц стекла. Как результат – гладкая поверхность без настылей, что важно для нанесения подобных покрытий на большие площади.
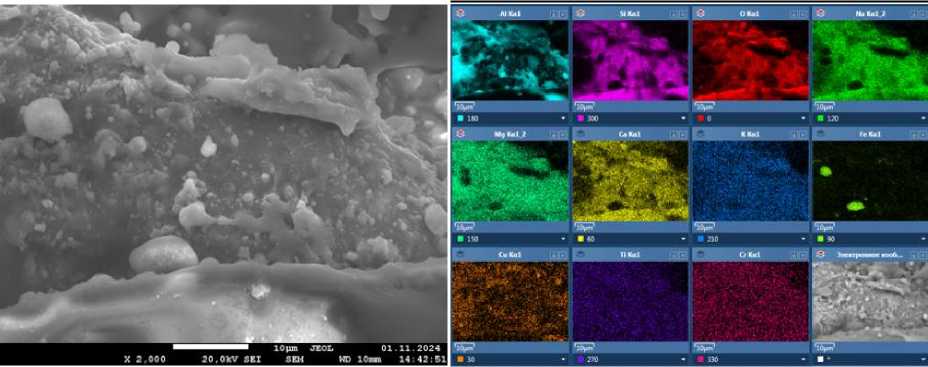
Рис. 9. Морфология поверхности и карты распределения элементов покрытия АК4-Стекло50(36)
Образец АК4-Стекло75(43)
Данный образец наряду с образцом АК4-Стекло75(36) (рис. 10) относятся к двум композитам с наибольшим содержанием стекла. Морфология поверхности более гладкая, чем у предыдущих образцов из-за увеличения областей капель стекла. За счет высокого содержания стекла ожидается наиболее низкая теплопроводность данного композита, ниже которой может быть только хрупкое стекло. Алюминий выступает связующим компонентом, который улучшает адгезию к подложке и повышает пластичность. Выяснилось, что по сравнению с чистым стеклом введение в шихту всего лишь 25 % металла подавляет образование в струе хлопьев из стеклянных нитей. Из данных картирования по элементам можно сделать вывод о составе поверхности (табл. 8). Повышенное количество кислорода, кремния, кальция и натрия соответствует увеличению содержания стекла в композите. Распределение этих элементов на поверхности так же позволяет выявить области стекла на композите. Алюминий занимает незначительную долю поверхности [10].
Таблица 8
Состав поверхности образца АК4-Стекло75(43), масс. %
|
O |
Na |
Mg |
Al |
Si |
Cl |
K |
Ca |
Ti |
Cr |
Mn |
Fe |
Ni |
Cu |
|
36,02 |
5,88 |
1,39 |
21,15 |
25,15 |
0,17 |
0,45 |
6,03 |
0,26 |
0,15 |
0,01 |
1,86 |
0,39 |
1,08 |
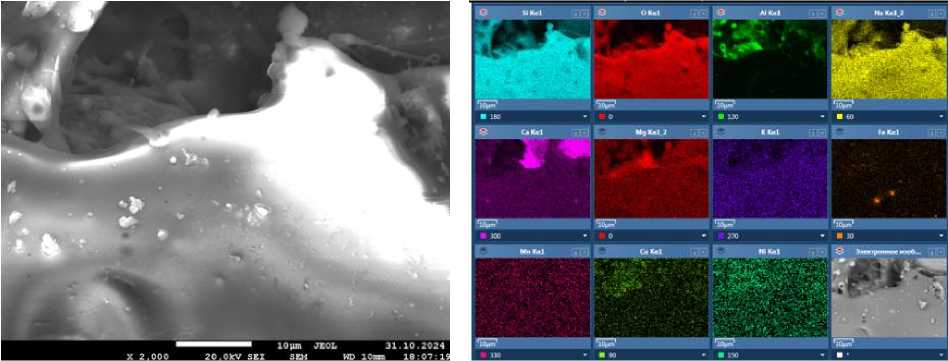
Рис. 10. Морфология поверхности и карты распределения элементов покрытия АК4-Стекло75(43)
Образец АК4-Стекло75(36)
Этот образец отличается от предыдущего только заполнением ствола (рис. 11). Поверхность подобна поверхности образца АК4-Стекло75(43), из-за одинакового соотношения компонентов в смеси. Из данных картирования по элементам рассчитан состав поверхности (табл. 9). Стекло так же занимает основную часть поверхности.
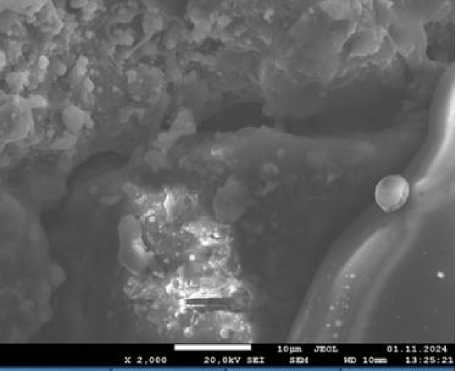
Рис. 11. Морфология поверхности и карты распределения элементов покрытия АК4-Стекло75(36)
Состав поверхности образца АК4-Стекло75(36), масс. %
Таблица 9
|
O |
Na |
Mg |
Al |
Si |
Cl |
K |
|
33,79 |
5,40 |
1,20 |
26,94 |
23,19 |
0,18 |
0,39 |
Образцы Стекло(67) и Стекло(78)
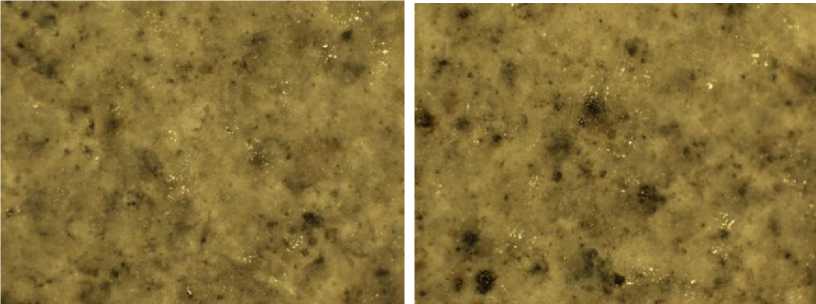
Образцы, на которые наносилось покрытие из чистого стекла, исследовались не на электронном, а на оптическом микроскопе, что дало информацию о цвете покрытия (рис. 12). На фотографиях длина большей стороны снимка составляет 3 мм. На изображениях видна блестящая оплавленная поверхность, большое количество закрытых пор и темные включения размером до 0,2 мм, вероятно, от случайных примесей в порошке стекла.
а )
б)
Рис. 12. Фотографии поверхности образца: (а) Стекло(78) и (б) Стекло(67)
Выяснилось, что после вылета из ствола детонационной установки капли стекла «разматываются» сверхзвуковой струей на тончайшие нити, объединяющиеся в хлопья «снега», которые разлетаются по камере. На рис. 13 показаны микроизображения стеклянных нитей в таких хлопьях. Кроме того, нанесение толстых слоев оказалось проблематичным, поскольку при увеличении толщины слой легче откалывается под ударами струи из пушки.
Картирование хлопьев показало, что в порошке присутствуют два или даже три различных по составу сорта стекла, различных по содержанию алюминия, кальция и железа. Средний состав стеклянных нитей приведен в табл. 10.
Таблица 10 Средний состав стеклянных нитей, масс. %
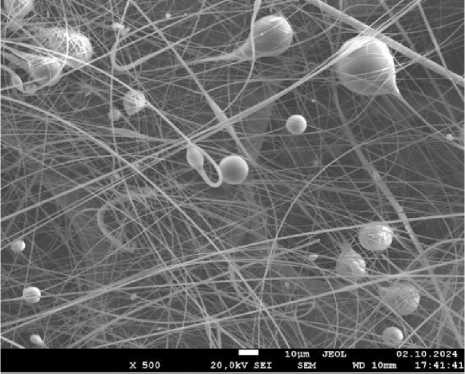
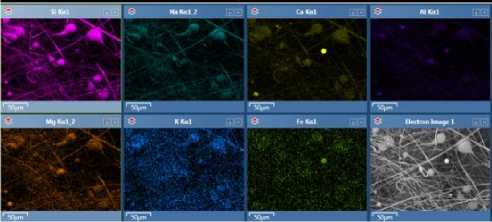
Рис.13. Морфология поверхности и карты распределения элементов в стеклянных нитях
|
O |
Na |
Mg |
Al |
Si |
K |
Ca |
Cr |
Fe |
Cu |
Сумма |
|
45,8 |
10,7 |
2,28 |
1,97 |
31,68 |
0,44 |
6,03 |
0,14 |
0,35 |
0,51 |
100,00 |
Заключение
На основе анализа полученных данных можно сформулировать следующие выводы:
-
1. Композиты, содержащие стекло и алюминий, перспективны для практического применения в качестве термобарьерных покрытий благодаря высокой плотности и хорошим механическим свойствам, что соответствует современным тенденциям в разработке ТБП [11, 12]. Лучшим является образец АК4-Стекло75(43), отличающийся как высоким содержанием стекла, так и гладкой поверхностью.
-
2. Наличие частиц стекла в газовой струе, содержащей частицы металла, повышает эффективность нагрева металла за счёт расширенного спектра излучения газовой струи, что приводит к резкому снижению образования настылей и к более гладкой поверхности покрытия [13].
-
3. Открытая пористость покрытий находится в пределах 1–2 %, что допустимо для их применения в подобных условиях [14, 15].
-
4. Рентгенофазовый анализ выявил области когерентного рассеяния алюминия в композитах размером 40–213 нм, что может быть связано с закалённым состоянием сплава и наличием в нем дефектов [16].
-
5. Наиболее перспективным для дальнейших термобарьерных покрытий следует считать интервал 60–80 % стекла и, соответственно, 40–20 % металла. В качестве металла следует использовать чистый алюминий, что позволит повысить пластичность композита и соответствует исследованиям в области материалов для двигателей [17, 18]. Данные композиты имеют высокий потенциал для применения в двигателях внутреннего сгорания [19, 20], в том числе благодаря эффекту «температурного качания» (temperature swing) [21, 22], для реализации которого требуются покрытия с низкой теплоемкостью и теплопроводностью. Разработанный метод детонационного напыления является перспективной альтернативой традиционным способам нанесения, таким как плазменное и HVOF-напыление [23, 24], а получаемые покрытия конкурентоспособны с известными системами [25].
