Особенности формирования структур в объеме псевдолигатур

Автор: Чеберяк Олег Иванович, Сивков Владимир Лаврентьевич, Любимцев Антон Александрович, Чувагин Николай Федорович, Титов Андрей Вячеславович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Рассмотрены особенности формирования структурных составляющих в псевдолигатурах используемых, для легирования и модифицирования литейных сплавов.
Структурные составляющие, псевдолигатура, легирование, модифицирование
Короткий адрес: https://sciup.org/147156762
IDR: 147156762 | УДК: 621.74
Bulk structure formation in quasi preliminary alloys
The paper describes peculiarities of formation of structural constituents in quasi preliminary alloys used for alloying and modifying of foundry alloys.
Текст научной статьи Особенности формирования структур в объеме псевдолигатур
Псевдолигатура – это прессованный брикет из порошкообразных компонентов с обоснованной их концентрацией, используемый для легирования и модифицирования литейных сплавов. В настоящее время разработаны составы и изучен механизм образования структурных составляющих в псевдолигатуре Al–Ti, предназначенной для легирования алюминиевых сплавов титаном, и псевдолигатуре Mg–FeSi, предназначенной для модифицирования чугуна.
Для правильного выбора концентрации компонентов псевдолигатур и их гранулометрического состава, обеспечивающих оптимальную длительность растворения, минимальный угар легирующих и модифицирующих элементов, необходимо иметь четкое представление о механизме и особенностях формирования структур в псевдолигатурах, а также о механизме растворения псевдолигатур при их введении в расплав.
В отличие от классических лигатур в составе псевдолигатуры следует обратить особое внимание на ряд особенностей, отличающих ее от компактного материала. Порошки, в отличие от компактного материала, имеют большое количество дефектов, образующихся в результате их получения – субмикропористости, остаточные напряжения и др. Наличие дефектов кристаллического строения приводит к повышению внутренней энергии, что оказывает значительное влияние на ход диффузионных процессов и формирование структуры в полученных из порошков брикетах.
Как известно, геометрия порошинок может быть различной в зависимости от способа их производства, описать которую математически весьма сложно. В связи с этим для изучения диффузионных процессов в объеме псевдолигатур была разработана физическая модель исходного состава будущего брикета псевдолигатуры и процессов, протекающих в нем, которые после ряда допущений соответствуют реальным объектам и позволяют их описать.
Перед прессованием п роизводится перемешивание составляющих псевдолигатуры, чтобы обеспечить однородность смес и , то есть распределение компонентов таким образом, чтобы он и были распределены равномерно по всему объему и была сформирована необходимая легкоплавкая либо тугоплавкая матрица (в з а висимости от используемой псевдолигатуры). Модель исходного состава псевдолигатуры после перемешивания представлена на рис. 1.

Рис. 1. Модель исходного состояния псевдолигатуры после перемешивания: 1 – тугоплавкий компонент (Ti); 2 – легкоплавкий компонент (Al)
Технологическая операция прессо в ания, формования порошковой смеси производится с целью получения изделия оп р еделенной формы и свойств. При этом происходит значительное
Чеберяк О.И., Сивков В.Л., Любимцев А.А., Чувагин Н.Ф., Титов А.В.
уменьшение объема, предположительно за счет деформационных процессов и уплотнения более пластичного легкоплавкого компонента.
Уменьшение межчастичных пор и увеличение площади контакта как между частицами тугоплавкого компонента, так и между частицами легкоплавкого и тугоплавкого компонентов позволяют приблизить плотность порошкового материала к плотности компактного тела.
Физическая модель прессованной лигатуры Al–Ti следующая. По объему прессованного брикета равномерно распределены порошинки тугоплавкого компонента округлой формы, связанные матрицей легкоплавкого составляющего. При этом плотность легкоплавкого материала настолько велика, что практически не содержит межчастичных пор и рассматривается как компактный элемент. Вокруг каждой тугоплавкой частицы можно выделить некоторый объем легкоплавкого компонента, что позволяет представить псевдолигатуру в виде совокупности элементарных объемов, каждый из которых содержит тугоплавкую частицу, окруженную слоем легкоплавкого материала. Модель порошкового тела после прессования представлена на рис. 2.
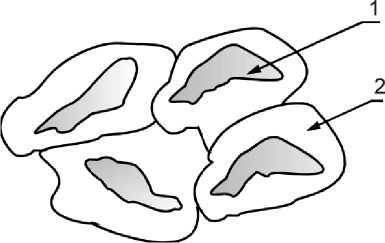
Рис. 2. Модель прессованного брикета псевдолигатуры: 1 – тугоплавкий компонент; 2 – легкоплавкий компонент
Псевдолигатуру предполагается использовать при температуре, соответствующей или значительно выше температуры плавления основного компонента, содержащегося в ней. Это позволяет говорить о наличии в объеме прессованного брикета жидкой фазы и рассматривать процесс диффузионного массопереноса в присутствии этой фазы.
Механизм растворения псевдолигатуры в расплаве металла имеет существенное отличие от механизма растворения компактной плавленой лигатуры одинакового химического состава. Плавленая лигатура в расплаве металла в печи, ковше или элементах литниковой системы по мере прогрева ее оплавляется послойно, как обычный многофазный сплав. В псевдолигатуре по мере прогрева происходит плавление зерен из металла с более низкой температурой плавления и образование легкоплавкой оболочки, тогда как зерна из более тугоплавкого металла остаются в твердом состоянии.
Процесс образования жидкой фазы в объеме псевдолигатуры представляется следующим образом. При помещении брикета в металлическую ванну или при заполнении реакционной камеры фор м ы, в которой находится псевдолигатура, происх о дит быстрый прогрев брикета до температуры плавления легкоплавкого компонента. Легкоплавкий компонент под воздействием температуры и эфф е кта контактного плавления переходит в жидкое состояние. С появление м жидкой фазы вследствие смачивания расплавом более ту г оплавких частиц существенно возрастает площадь контактного взаимодействия компонентов.
С момента появления в объеме псевдолигатуры жидкой фазы процесс сплавообразов а ния вступает в наиболее важную стадию диффузионного массопереноса, который в порошковой металлургии получил название жидкофазного спекания. Наличие в объеме материал а одного из к омпонентов в жидком состоянии вызывает необходимость рассмотрения механизма взаимодействия между твердым и жидким металлами, особенно в системах с ограниченной растворимостью. В случае неограниченной растворимости компонентов можно считать, что кинетика процесса фор м ирования диффузионной зоны опреде л яется коэффициентом гетеродиффузии, чего нельзя сказать о системах с ограниченной взаимной растворимостью.
В общем случае проц е сс диффузии между ком п онентами с ограничен н ой взаимной растворимостью можно представить следующим образом. В начальный момент времени, когда градиент концентрации настолько велик, что все отрывающиеся от границы атомы м о гут диффуз и онно отводиться, граничная кинетика не оказывает какого-либо влияния на процесс гомогенизации. С течением времени концентрация на границе увеличивае т ся и при достижении предельной ра с творимости компонентов на границе между дву м я составляющими образуется промежуточная фаза – насыщенный твердый раствор или интерметаллид, т. е. равновесная структура, существующая при определенной температуре и концентрации компонентов. Существование этой фазы опр е деляется стр у ктурной диаграммой состояния.
Следовательно, в определенный мо м ент времени в объеме псевдолигатуры, на грани ц е между тугоплавкой частицей и жид к ой фазой образуются устойчивые группировки атомов, находящиеся в равновесии с жидкой фазой.
По мере образования ограниченных растворов в диффузионной зоне появляются препятствия на пути диффузионного массопереноса. Причинами замедления диффузии являются следующие. Первая – необходимость проникновения диффундирующих атомов через интерметаллические соединения, образующиеся на границе между элементами. Вторая, более существенная причина замедления диффузии обусловливается тем, что значительная часть проникнувших через эти группиров- ки атомов связывается с атомами другой составляющей, увеличивая концентрацию интерметал-лидов в диффузионной зоне. Характерными признаками системы с ограниченной взаимной растворимостью компонентов являются скачки концентрации на границах, которые связаны с образованием ограниченных растворов или интерметал-лидов и расширением зоны существования ограниченных растворов.
Механизм образования ограниченных растворов реализуется до тех пор, пока в центре тугоплавкой частицы не будет достигнута концентрация, соответствующая предельной растворимости компонентов. С целью получения в псевдолигатуре структуры, соответствующей ограниченному раствору, производится расчет толщины легкоплавкой оболочки вокруг тугоплавкой частицы и времени диффузионного насыщения. В противном случае жидкая фаза иссякнет раньше, чем будет достигнута концентрация предельной растворимости в центре тугоплавкой частицы.
Для каждого состава псевдолигатуры проводится расчет концентрации компонентов и времени диффузионного насыщения.
При использовании псевдолигатуры для легирования алюминиевых сплавов титаном расчет концентрации составляющих проводится для достижения в объеме псевдолигатуры интерметаллида TiAl 3 , который переходит в металлическую ванну при распаде брикета.
