Особенности формирования структуры и трибологических свойств карбидосодержащих покрытий при плазменной наплавке

Автор: Жаткин Сергей Сергеевич, Паркин Анатолий Алексеевич, Климов Вадим Геннадьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.18, 2016 года.
Бесплатный доступ
Представлены результаты исследований структуры и износостойкости карбидосодержащих композиционных покрытий Micro-Melt NT-60 и WOKA PTA-6040 после плазменной порошковой наплавки в различных режимах.
Плазменная наплавка, износостойкость, микроструктура, микротвердость, рентгеноспектральный микроанализ
Короткий адрес: https://sciup.org/148205728
IDR: 148205728 | УДК: 621.791.957.55:
The features of formation of the structure and tribology properties of carbide coverings at plasma cladding
The results of researches of the structure and wear resistance of carbide composite coverings Micro-Melt NT-60 and WOKA PTA-6040 after plasma powder cladding in different modes are presented.
Текст научной статьи Особенности формирования структуры и трибологических свойств карбидосодержащих покрытий при плазменной наплавке
Известно, что высокие механические характеристики деталей и изделий часто обеспечивается наличием в них карбидообразуюших элементов и их структурой. В настоящее время известна широкая группа твердых сплавов и композиционных материалов с карбидным содержанием, обладающих высокой твердостью и износостойкостью. В качестве способа формирования износостойких карбидосодержащих покрытий интенсивно применяется технология плазменной наплавки, характеризующаяся минимальным воздействием на заготовку и регулированием толщины наплавленного слоя в широких пределах.
В данной работе представлены результаты исследований влияния структуры плазменно-наплавленных композиционных материалов на основе карбида вольфрама Micro Melt NT-60 фирмы CARPENTER и WOKA PTA-6040 на износостойкость полученных покрытий.
Состав исходных наплавляемых порошков представлен в табл. 1.
МЕТОДИКИ ЭКСПЕРИМЕНТА
Наплавка на цилиндрические образцы из стали 19ХГНМА диаметром 52 мм и толщиной 15 мм проводилась на плазменной установке ARC-06В в защитном газе при токе дуги 70-100 А и расходе порошка 16 г/мин. Диаметр сопла плазмотрона составлял 2,4 мм. Микроструктуру и микроанализ зон плазменной наплавки исследовали на растровом электронном микроскопе JSM-6390LV/ LGS фирмы JEOL .
Испытания на линейный износ проводились локально в четырех участках кольцевой зоны на-
плавки (рис. 1) [1-2]. Точка 1 соответствует началу, а точка 4 – концу наплавленного кольца. Контртело было изготовлено из стали 40Х (закалка до HRC 46-48) в виде трубки внешним диаметром 6 мм и толщиной стенки 1 мм. Испытания проводились при нормальной нагрузке в 45 кгс в течение 10 минут с частотой вращения шпинделя 600 об/ мин. При испытаниях использовалась алмазная паста АСМ-3/2-НОМГ с алмазным порошком дисперсностью 2-3 мкм.
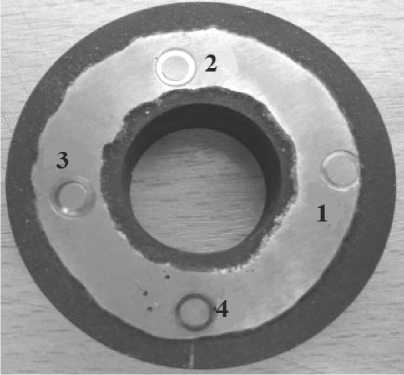
Рис. 1. Расположение зон трения:
1 – начало наплавки; 4 – конец наплавки
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ АНАЛИЗ
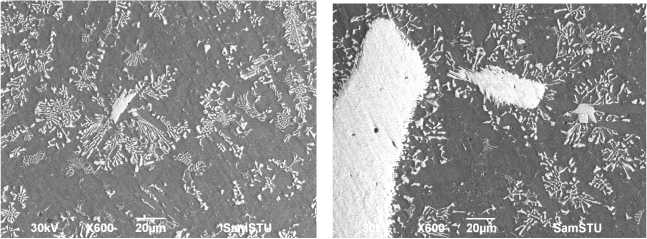
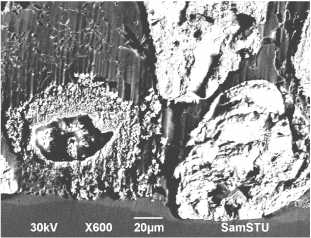
Фотографии структуры зон наплавки порошковых материалов WOKA PTA-6040 и Micro-Melt NT-60 представлены на рис. 2.
В наплавленном слое наблюдается зона растворенных карбидов в никеле (в верхней части), а также седиментация карбидов, что наиболее заметно в покрытии WOKA PTA-6040 из-за их более крупных размеров, чем в Micro-Melt NT-60 . По данным проведенных измерений средний размер
Таблица 1. Химический состав WOKA PTA-6040 и Micro-Melt NT-60
|
Наименование материала |
Содержание, % по массе |
|||||||
|
Co |
Ni |
C |
Cr |
V |
Mo |
Si |
Карбид вольфрама |
|
|
Micro-Melt NT-60 |
0,5 |
35 (основа) |
1,6-2,9 |
0,35 |
0,45 |
0,8 |
^— |
60 |
|
WOKA PTA-6040 |
2,2 |
30 (основа) |
3,5-5,3 |
1,5 |
0,45 |
^— |
0,6 |
60 |
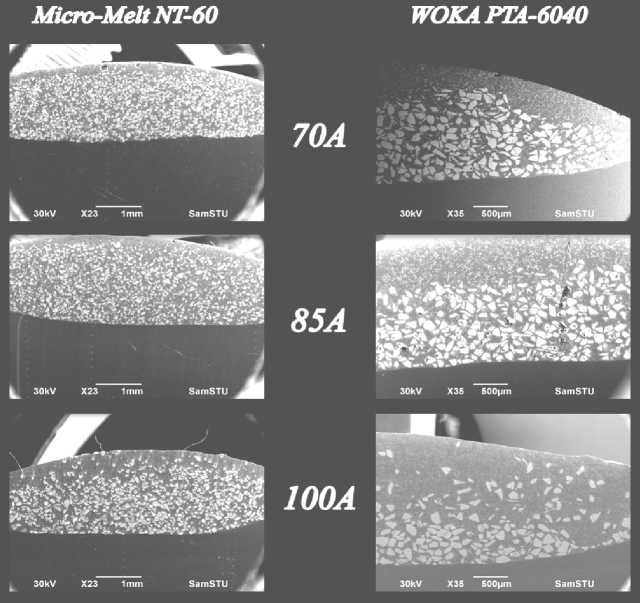
Рис. 2. Структура наплавленных покрытий WOKA PTA-6040 и Micro-Melt NT-60 в зависимости от тока плазменной дуги карбидов в покрытии Micro-Melt NT-60 составлял 70 - 90 мкм, а в WOKA PTA-6040 - 120 – 170 мкм.
Седиментация протекает активнее при токе дуги 100 А из-за более высокой температуры и меньшей вязкости никеля.
Процесс седиментации оказывает существенное влияние на износостойкость наплавленного материала, что подтверждается данными испытаний на послойный локальный износ покрытия WOKA PTA-6040 по высоте от верха зоны наплавки (табл. 2).
В целом с ростом тока дуги величина износа в рамках одного уровня трения по высоте наплавки возрастает, что обусловлено растворением и распадом карбидов вольфрама. При токах дуги 85А и 100 А в верхней части наплавленного валика износ максимальный, т. к. здесь температура нагрева максимальна и поэтому распад исходных карбидов и их растворение в никеле возрастают. Процесс седиментации также обедняет верхние слои зоны наплавки, где температура максимальна, а вязкость расплава минимальна.
В средней части наплавленного валика (отступ от верха валика – 1000мкм) при всех токах дуги износ уменьшился, что связано с уменьшением размеров карбидов вольфрама, увели-
Таблица 2. Величина износа WOKA PTA-6040 по высоте зоны наплавки
При токе плазменной дуги 100 А ближе к границе сплавления (низ зоны наплавки) концентрация карбидов (особенно ближе к центру наплавки), максимальна и, соответственно, износ минимальный.
Одной из особенностей наплавки плазменной дугой на торцевую поверхность цилиндрической заготовки является различие в характере нагрева внутреннего и внешнего края наплавляемой дорожки, что обусловлено различием в скоростях их движения при вращении образца и, как следствие, различием во времени нагрева, и, соответственно, температурой нагрева зоны наплавки. Экспериментально установлено, что величина износа существенно отличается по ширине наплавленной дорожки - она значительно больше на ее внутреннем крае, чем на внешнем [3]. В табл. 3 представлены результаты испытаний наплавленного Micro-Melt NT-60 в различных зонах (рис. 1) при токах плазменной дуги 70А, 85А и 100А.
Более высокий износ по внутреннему краю наплавленной дорожки обусловлен существенным его перегревом по сравнению с внешним краем, приводящему к более интенсивному распаду карбидов здесь. Аналогично с ростом тока дуги до 85-100 А из-за более интенсивного нагрева и распада карбидов происходит значительное увеличение величины износа. При этом снижается разброс его значений по внутреннему и внешнему краю наплавленной дорожки. При токах дуги 85А и 100А (рис. 2) произошло уменьшение плотности карбидов, что привело к увеличению величины износа наплавленных зон.
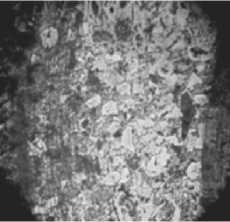
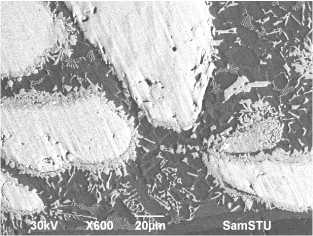
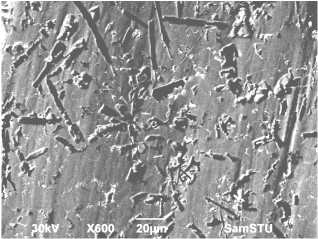
На износостойкость наплавленного материала оказывает существенное влияние целый ряд параметров, например, микротвердость поверхностного наплавленного слоя, величина ее разброса, концентрация и равномерность распределения карбидных частиц по наплавленному слою. На рис. 3 показаны наиболее характерные структура наплавленного материала CARPENTER MicroMelt NT-60 на отдельных участках 4-х зон трения образца в соответствии с рисунком 1 при токах плазменной дуги 70А, 85А и 100А. Зоны трения показаны слева направо от начала к концу наплавки.
Структура наплавленного материла при минимальном износе (рис. 3, а, зона трения 4) состоит из карбидов вольфрама среднего размера при их максимальной концентрации. В зоне №1 (начало наплавки) первичные карбиды вольфрама более крупные, а их концентрация невысокая и износ наплавленного материала здесь максимален.
Закономерность изменения износа от зоны №1 к зоне №4 при токе 85 А противоположна, то есть величина износа материала наплавки незначительно возрастает – от 20 мкм до 25 мкм за 10 минут испытаний, причем синхронно с уменьшением размеров карбидов вольфрама и их концентрации. Последнее обусловлено разогревом подложки в процессе наплавки, возрастанием скорости растворения карбидов в никелевой матрице и, соответственно, уменьшением эффективной поверхности карбидной фазы.
Таблица 3. Величина износа Micro-Melt NT-60 в различных зонах трения
|
№ зоны трения |
И 1 , мкм |
И 2 , мкм |
<И>, мкм |
Ц |
ДТоС |
|
I ц =70А |
|||||
|
1 |
58 |
29 |
43,5 |
0,11 |
10 |
|
2 |
29 |
27 |
28 |
0,09 |
11 |
|
3 |
15 |
33 |
24 |
0,09 |
7 |
|
4 |
8 |
5 |
6,5 |
0,071 |
8 |
|
<25,5> |
|||||
|
I ц = 85А |
|||||
|
1 |
51 |
20 |
35,5 |
0,1 |
10 |
|
2 |
50 |
22 |
36 |
0,1 |
11 |
|
3 |
55 |
23 |
39 |
0,11 |
7 |
|
4 |
58 |
25 |
41,5 |
0,1 |
8 |
|
<38> |
|||||
|
I ц = 100А |
|||||
|
1 |
62 |
21 |
41,5 |
0,077 |
8 |
|
2 |
65 |
15 |
40 |
0,069 |
6 |
|
3 |
59 |
13 |
36 |
0,054 |
5 |
|
4 |
56 |
12 |
34 |
0,046 |
8 |
|
<38> |
|||||
Примечание: И1 – усредненная величина износа внутреннего края наплавленной дорожки, И2 – усредненная величина износа внешнего края наплавленной дорожки; m - коэффициент трения, ∆ToС – изменение температуры в зоне трения
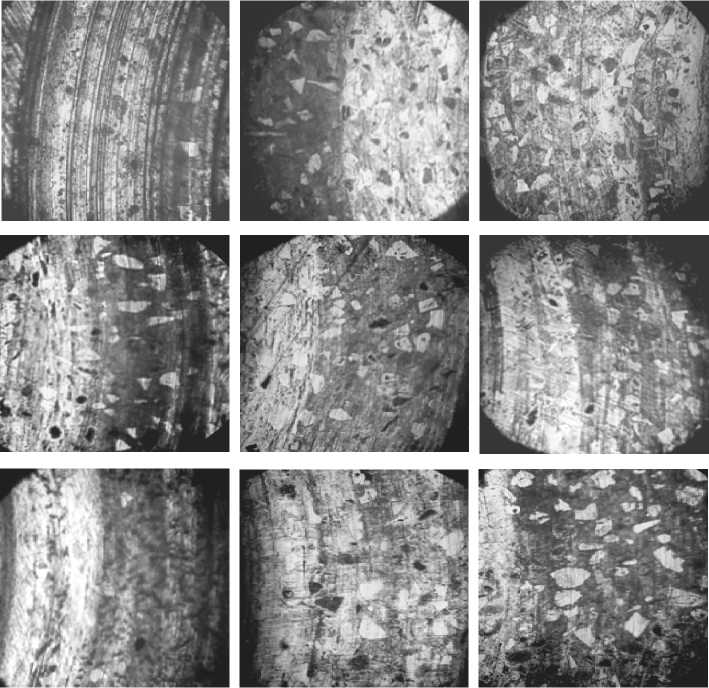
1 2 3
Рис. 3. Микроструктура и износ наплавленного материала CARPENTER Micro-Melt NT-60: а - ток плазменной дуги -70А; б - 85А; в - 100А; слева ^ направо - зоны трения 1 ^ 4
a

Износ наплавленного покрытия от зоны №1 к зоне №4 при токе наплавки 100 А уменьшается – от 21 мкм до 12 мкм за 10 минут испытаний, причем синхронно с увеличением размеров карбидов вольфрама и их концентрации. Данный фактор можно объяснить более интенсивным нагревом материала заготовки, соответственно уменьшением скорости охлаждения наплавленного материала и увеличением выделения и времени роста вторичных карбидов.
В целом в плазменно-порошковых наплавленных покрытиях возникает неравномерное распределение твердой карбидной фазы по объему зоны наплавки, то есть возникают участки наплавленного материала с различной структурой, соответственно, твёрдостью и износостойкостью. Указанный факт установлен и подтвержден экспериментально, табл. 3.
Сравнительная характеристика средней величины износа наплавленных материалов представлена в табл. 4.
В обоих случаях с ростом тока дуги средняя величина износа возрастает, но наиболее сильно это наблюдается для Micro-Melt NT-60. Повышенный износ последнего может быть обусловлен не только меньшим размером карбидов, но и их твердостью. По результатам измерения микротвердости установлено, что твердость карбидов в наплавленном WOKA PTA-6040 достигает 20002400 кг/мм2, в то время как в Micro-Melt NT-60 ее величина не превышает 800 – 1200 кг/мм2. При этом за счет растворения карбидов твердость связки в WOKA PTA- 6040 составляет 700-900 кг/ мм2, а в Micro-Melt NT-60 400-500 кг/мм2, что соизмеримо с твердостью стальной подложки в зоне
Таблица 4. Сравнительная характеристика средней износостойкости наплавленных покрытий
|
Глубина шлифа под зону износа 1000 мкм |
||||||
|
Ток дуги 70 А |
Ток дуги 85 А |
Ток дуги 100 А |
||||
|
Материал |
Средняя величина износа, мкм |
Скорость износа, мкм\час |
Средняя величина износа, мкм |
Скорость износа, мкм\час |
Средняя величина износа, мкм |
Скорость износа, мкм\час |
|
WOKA PTA-6040 |
20 |
120 |
21 |
128 |
27 |
159 |
|
Micro-Melt NT-60 |
26 |
156 |
38 |
228 |
40 |
240 |
a
б
в

Список литературы Особенности формирования структуры и трибологических свойств карбидосодержащих покрытий при плазменной наплавке
- Жаткин С.С., Паркин А.А., Минаков Е.А. Влияние параметров плазменной дуги и материала заготовки на структуру и свойства наплавленного сплава Stellite 190 W//Известия МГТУ «МАМИ». 2013.№1(15). Т2, С. 38-46.
- Паркин А.А., Жаткин С.С., Минаков Е.А. Влияние структуры и свойств на износ покрытия Micro Melt NT-60 после плазменной порошковой наплавки//Известия Самарского научного центра Российской академии наук. 2011. Т. 13. №4(3). С. 847-852.
