Особенности формирования сварного шва жаропрочного сплава ХН45ВМТЮБР в зависимости от режимов лазерной сварки

Автор: Баранов Дмитрий Александрович, Паркин Анатолий Алексеевич, Жаткин Сергей Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
В работе представлены результаты исследований влияния мощности и скорости движения лазерного пучка на форму и размеры сварного шва жаропрочного сплава ХН45ВМТЮБР после сварки СО2-лазером в различных режимах. Установлено, что при мощностях лазерного излучения выше 3 кВт во всем диапазоне скоростей сварки глубина сварного шва растет в основном за счет роста глубины парового канала. В сварных швах при мощности ЛИ 3 кВт и выше наблюдаются поры сферической формы и образование микротрещин в ЗТВ у границы сварного шва размерами от 0,1 до 0,3 мм. Показано влияние тепловложения на размеры и форму сварного шва.
Сплав хн45вмтюбр, лазерная сварка, жаропрочные сплавы, макроструктура шва, форма шва
Короткий адрес: https://sciup.org/148314020
IDR: 148314020 | УДК: 621.791.725
Features of formation of the welded seam of heat-resistant HN45VMTYUBR alloy depending on the modes of laser welding
The paper presents the results of investigations of the influence of the power and speed of the laser beam on the shape and dimensions of the welded seam of the high-temperature alloy HN45VMTYUBR after welding with a CO2 laser in various modes. It is established that at laser radiation powers above 3 kW in the entire welding speed range, the depth of the welded seam increases mainly due to the growth of the depth of the steam channel. In weld seams with a LR power of 3 kW and above, spherical pores and microcracks formation in the HAZ at the border of a welded seam the sizes from 0.1 to 0.3 mm are observed. The influence of heat input on the dimensions and shape of the welded seam is shown.
Текст научной статьи Особенности формирования сварного шва жаропрочного сплава ХН45ВМТЮБР в зависимости от режимов лазерной сварки
Жаропрочные сплавы, применяемые при производстве газотурбинных двигателей (ГТД), часто имеют пониженную свариваемость, что проявляется в образовании трещин и необратимом снижении жаропрочности [5-7]. Повышение качества сварных швов жаропрочных сплавов возможно за счет сокращения времени высокотемпературного нагрева путем снижения погонной энергии [3, 4]. В результате этого уменьшается растворение упрочняющих фаз в околошовной зоне и выпадения этих фаз в процессе охлаждения в шве [9, 10]. По базовой технологии узлы из жаропрочного сплава ХН45ВМТЮБР, такие как внутренний корпус (рис. 1), свариваются дуговой сваркой неплавя-щимся электродом в среде защитных газов (90% аргон+10% гелий) [8].
Дуговая сварка имеет ряд недостатков:
-
- повышенное тепловложение в свариваемый материал изделия;
-
- значительная зона термического влияния;
-
- возникновение больших сварочных напряжений, вызывающих коробление изделия;
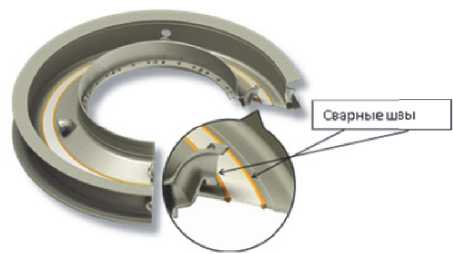
Рис. 1. Внутренний корпус
-
- низкий уровень автоматизации и более слабый контроль за параметрами сварки.
Альтернативой в этом случае может служить лазерная сварка, обладающая рядом достоинств:
-
- минимальное тепловое влияние, незначительная зона термического влияния и связанная с этим меньшая вероятность образования трещин и коробления изделия;
-
- высокое качество, равномерность, повторяемость и прочность металла сварных швов;
-
- гибкость в управлении лазерным пучком с возможностью использования волоконной оптики и сварки труднодоступных областей, не достижимых никаким другими методами;
-
- высокая скорость сварки и, соответственно, производительность процесса; простота и автоматизации процесса сварки [11-13].
На форму и размеры сварного шва влияют следующие факторы:
-
- тип источника нагрева (лазерное излучение, электронный луч, сварочная или плазменная дуга, газовое пламя и т.д.);
-
- мощность источника нагрева;
-
- скорость сварки;
-
- теплофизические свойства свариваемых материалов;
-
- исходная температура свариваемых материалов (сварка идет без или с подогревом материала);
-
- размеры и форма свариваемых заготовок.
В большинстве случаев лазерная и электроннолучевая сварка проводятся в режиме так называемого «кинжального» проплавления, при котором формируется глубокий сварной шов с верхней «грибовидной» частью [15]. Сварной шов в режиме кинжального проплавления образуется за счет испарения материала и образования плазмы на поверхности. Высокие температуры на поверхности и давление паров обуславливают расширение верхней области сварного шва по сравнению с его нижней частью, формируя тем самым «грибовидную» форму шва.
В данной работе приводятся результаты исследований влияния мощности и скорости лазерной сварки на размеры и форму сварного шва жаропрочного сплава ХН45ВМТЮБР.
МЕТОДИКА ИССЛЕДОВАНИЙ
Имитация сварки образцов проводилась на лазерном СО 2 -комплексе TruLaserCELL 7020 (TRUMPF - Германия) импульсно-периодическим излучением с фокусирующей линзой F = 270 мм. Защитным газом служил гелий с расходом 12 – 14 л/мин, который подавался специальным соплом впереди лазерного луча. Диаметр луча колебался в пределах 0,3 – 0,35 мм. Мощность лазерного излучения изменялась в пределах 2,5 - 4,0 кВт при скоростях лазерной сварки 16,6 мм/с; 25,0 мм/с; 33,3 мм/с и 41,6 мм/с. Свариваемые образцы (заготовки) размером 150х270мм толщиной 6,0 мм из сплава ХН45ВМТЮБР [14] вырезались из листового материала, рис. 2.
После сварки для исследований образцы по всей длине сварного шва разрезались на участки длиной 15 мм.
Химический состав и процентное содержание по массе легирующих элементов исследуемого сплава приведены в табл. 1.
Форма и размеры лазерных сварных швов определялись на основе данных металлографических исследований поперечных сечений сварных швов всех образцов. Металлографические исследования проводилось в двух поперечных сечениях: в начале и в конце каждого сварного шва при помощи металлографического микроскопа Axio Observer фирмы СarlZeiss.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ АНАЛИЗ
На рис. 3 показана схема обозначения параметров сварного шва. Результаты измерений параметров сварных швов в зависимости от режимов сварки представлены в табл. 2.
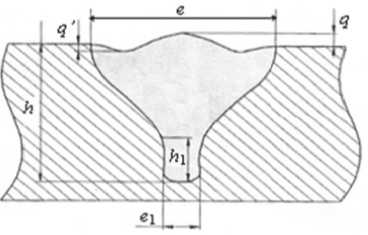
Рис. 3. Схема обозначения параметров лазерного сварного шва:
e – ширина сварного шва, e 1 – ширина корня сварного шва (парового канала); q – выпуклость сварного шва; q ’ – вогнутость сварного шва; h – глубина сварного шва; h 1 – глубина парового канала
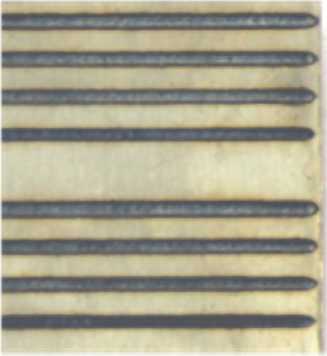
Рис. 2. Фрагмент образца из сплава ХН45ВМТЮБР со сварными лазерными швами
Из анализа данных таблицы 2 по формированию сварного шва сплава ХН45ВМТЮБР в зависимости от мощности и скорости движения лазерного пучка видно:
-
1. В указанном диапазоне скоростей ширина шва e падает с увеличением скорости лазерной сварки от 3.55 мм до 2,2 мм. В то же время, при скорости сварки v св = 41,6 мм/с ширина шва становится равной 2,1 – 2,2 мм во всем диапазоне мощностей лазерного излучения от 2,5 кВт до 4,0 кВт. То есть зависит, в основном, от скорости сварки или времени формирования «грибовид-ности» шва [15], которое определяет размер и форму сварного шва в верхней его части.
-
2. Глубина сварного шва h также уменьшается с ростом скорости сварки в диапазоне от 16,6 мм/с до 41,6 мм/с от 3,1 до 2,5 мм при мощности
Таблица 1. Химический состав сплава ХН45ВМТЮБР, ТУ14-1-1059-2004 [14]
-
3. При мощности ЛИ 3 кВт (плотность мощности 4,25×1010 Вт/м2) начинает резко возрастать глубина парового канала от 2,6 мм до 4,5 мм при мощности ЛИ 4 кВт.
-
4. Изменение параметров сварного шва в начале и в конце дорожки сварного шва наиболее заметны при мощностях лазерного излучения равным 2,5 - 3,0 кВт. При этом в большинстве случаев параметры сварного шва (прежде всего, ширина и глубина) возрастают в конце дорожки, что обусловлено ростом температуры нагрева материала в процессе сварки. С ростом скорости сварки до 33,3 мм/с и 41,6 мм/с различия в параметрах сварного шва в начале и в конце дорожки минимальны, поскольку за счет
|
Элемент |
Ni |
Cr |
Al |
Mo |
W |
Ti |
Nb |
Si |
Cu |
V |
Fe |
|
Содержание, % |
43,0-47,0 |
14,0-6,0 |
0,9-1,4 |
4,0-5,2 |
2,5-3,5 |
1,9-2,4 |
0,8-1,5 |
<0,3 |
<0,25 |
<0,1 |
Остальное |
Таблица 2. Зависимость параметров сварного шва от Р ЛИ и v св
|
Мощность лазерного излучения кВт |
||||||||||||||||
|
Р ди |
2.5 |
3,0 |
3,5 |
4,0 |
||||||||||||
|
Скорость сварки мм/с |
||||||||||||||||
|
Параметры, мм |
16,6 |
25 |
33,3 |
41,6 |
16,6 |
25 |
33,3 |
41,6 |
16,6 |
25 |
33,3 |
41,6 |
16,6 |
25 |
33,3 |
41,6 |
|
е н |
3,55 |
3,32 |
2,58 |
2,2 |
4,15 |
3,65 |
2,67 |
2,1 |
4,35 |
3,60 |
2,39 |
2,2 |
3,32 |
2,75 |
2,65 |
2,1 |
|
e K |
3.75 |
3.23 |
2,80 |
2,1 |
4,29 |
3,10 |
2,70 |
2,2 |
4,5 |
3,35 |
2,67 |
2,23 |
4,0 |
3,22 |
2,72 |
2,33 |
|
e 1H |
1,1 |
0,92 |
0,7 |
0,6 |
1,00 |
1,0 |
1,0 |
0,6 |
1,23 |
1,1 |
0,93 |
0,85 |
1,28 |
1,05 |
0,95 |
0,83 |
|
e 1K |
1,12 |
0,93 |
0,75 |
0,55 |
1,34 |
1,19 |
0,85 |
0,84 |
1,40 |
1,18 |
1,0 |
0,82 |
1,44 |
1,3 |
1,0 |
0,85 |
|
h H |
3,0 |
2,85 |
2,6 |
2,55 |
3,7 |
3,4 |
3,6 |
3,75 |
4,6 |
4,0 |
4,5 |
4,4 |
5,5 |
4,5 |
5,3 |
5,25 |
|
h K |
3,1 |
2,85 |
2,5 |
2,55 |
4,1 |
4,4 |
3,8 |
3,8 |
4,4 |
5,0 |
4,6 |
4,55 |
7,6 |
5,8 |
5,95 |
5,5 |
|
h 1H |
1,7 |
1,85 |
1,7 |
1,7 |
2,4 |
2,3 |
2,6 |
2,6 |
2,9 |
2,8 |
3,3 |
3,4 |
4,2 |
3,35 |
4,1 |
4,5 |
|
h 1K |
1,8 |
1,9 |
1,6 |
1,9 |
2,7 |
3,15 |
2,8 |
3,0 |
3,2 |
3,6 |
3,6 |
3,7 |
5,5 |
4,1 |
4,8 |
4,6 |
|
q H |
0,35 |
0,25 |
0,2 |
0,1 |
0,4 |
0,4 |
0,55 |
0,3 |
0,7 |
0,5 |
0,7 |
0,45 |
0,7 |
0,4 |
0,5 |
0,4 |
|
q K |
0,3 |
0,25 |
0,2 |
0,2 |
0,5 |
0,3 |
0,4 |
0,3 |
0,4 |
0,4 |
0,4 |
0,35 |
- |
0,1 |
0,45 |
0,45 |
Примечание: Нижний индекс Н в параметрах сварного шва соответствует началу дорожки сварного шва, а индекс К – соответственно концу дорожки
ЛИ 2,5 кВт. При этом, глубина парового канала практически не изменяется, а изменение размеров сварного шва связано с изменением верхней его «грибовидной» части. С ростом мощности ЛИ и уменьшением скорости сварки глубина проплавления возрастает и достигает своего максимума – более 6 мм при мощности 4,0 кВт и скорости сварки – 16, 6 мм/с.
Увеличение глубины сварного шва обусловлено ростом глубины парового канала h 1 , табл. 2.
сокращения времени воздействия глубина прогрева уменьшается.
В табл. 3 представлены результаты расчетов расхода мощности лазерного излучения P ЛИ на миллиметр глубины проплавления сварного шва и энергии лазерного излучения W ЛИ на длине дорожки l =80 миллиметров сварного шва при различных скоростях сварки и мощностях лазерного излучения в начале и конце шва.
Из табл. 3 видно, что расход мощности для проплавления 1 мм глубины при мощности лазерного излучения P ЛИ = 2,5 кВт с ростом скорости сварки от 16,6 мм/с до 41,6 мм/с увеличивается в 1,2 раза, в то же время расход энергии W на сварку шва длиной 80 мм уменьшается вначале сварного шва в 2,27 раза, а в конце шва - в 2,21 раза.
При мощностях лазерного излучения P ЛИ = 3,0, 3,5 и 4,0 кВт расход мощности для проплавления 1 мм глубины с ростом скорости сварки от 16,6 мм/с до 41,6 мм/с изменяется очень слабо, что может быть связано с незаметным уширением парового канала.
Однако изменение расхода энергии W на сварку шва длиной 80 мм остается значитель-
Таблица 3. Отношение P ЛИ /h , кВт/мм и энергии W ЛИ на 80 мм длины сварного шва
АНАЛИЗ ФОРМЫ, РАЗМЕРОВИ МАКРОСТРУКТУРЫ ЛАЗЕРНЫХ ШВОВ
На рис. 4 представлена структура основного металла.
В основном свариваемом сплаве наблюдается довольно однородная структура, форма зерен в основном четырехгранная ближе к ромбической с четкими границами.
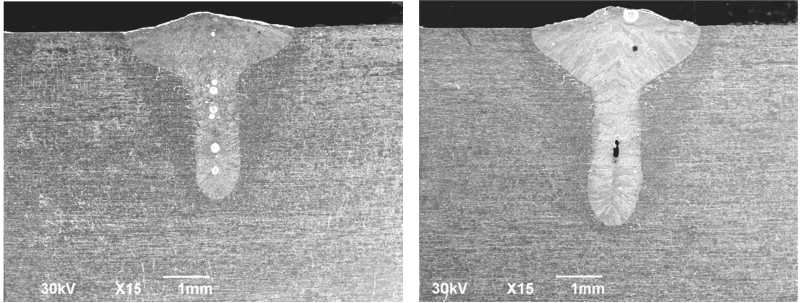
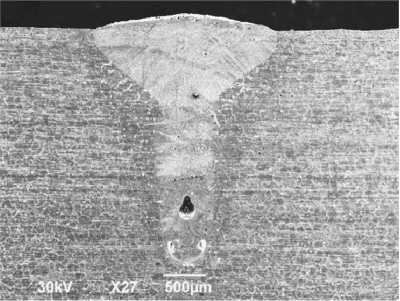
На рис. 5 представлена макроструктура и форма сварных швов в конце свариваемой дорожки, полученных при скорости сварки v св = 16,6 мм/с и различных мощностях.
Структура сварного шва в верхней его области в переходной зоне от «грибовидной» [15] части к паровому каналу (рис. 5а) характеризуется неоднородностью и наличием крупной
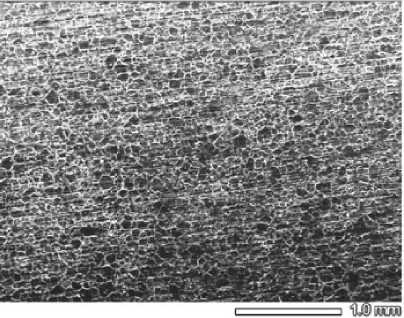
Рис. 4. Макроструктура основного металла сплава ХН45ВМТЮБР поры диаметром до 0,35 – 0,4 мм, образующейся после конденсации и кристаллизации металла в зоне парового канала [15]. Образование микротрещин в ЗТВ и сварном шве практически не наблюдается.
В конце сварного шва длиной 80 мм при мощности P ЛИ = 4,0 кВт и скорости сварки v св = 16,6 мм/с произошло сквозное проплавление образца толщиной 6 мм, при этом пор в сварном шве практически не наблюдается.
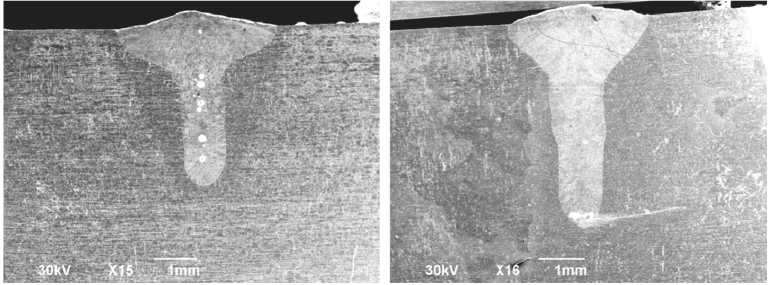
На рис. 6 представлены форма, размеры и дефекты сварных швов, полученных при мощ-
a
б
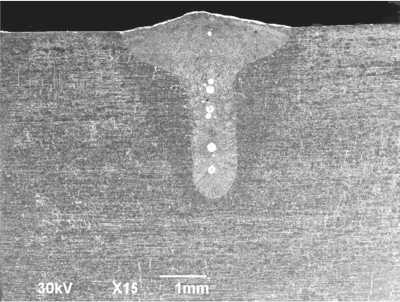
a
Рис. 6. Форма и размер лазерного сварного шва в начале шва: а – Р = 3,0 кВт, v св = 25 мм/с; б – Р = 3,5 кВт, vсв = 25 мм/с
Рис. 5. Макроструктура и форма лазерного шва в конце зоны сварки при скорости v св = 16,6 мм/с: а – P ЛИ= 3 кВт; б – Р = 4 кВт
б
ности лазерного излучения Р = 3,0 кВт, Р = 3,5 кВт и скорости сварки v св = 25 мм/с.
В сварном шве, сформированном при мощности лазерного излучения 3 кВт, строго по оси сварного шва наблюдаются светлые дефекты сферической формы, в целом увеличивающиеся по размеру с приближение к корню шва. Данные дефекты, расположенные по оси сварного шва, уменьшают его прочность, особенно при динамических нагрузках.
В верхней части сварного шва, полученного при мощности лазерного излучения 3,5 кВт, имеется пора сферической формы размером до 100 мкм, в центральной части имеется вытянутый вдоль оси сварного шва дефект, напоминающий пору.
В целом, при обеих указанных мощностях лазерного излучения формируется выпуклый сварной шов.
В зоне термического влияния ниже «грибовидной» зоны наблюдается образование микротрещин, прорастающие до края сварного шва, что может быть связано с высоким уровнем напряжений, возникающих под действием значительных градиентов температур.
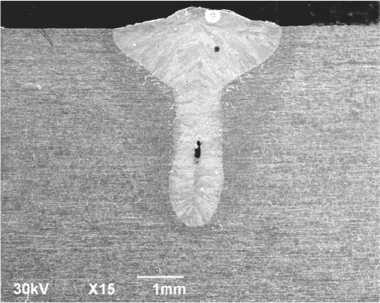
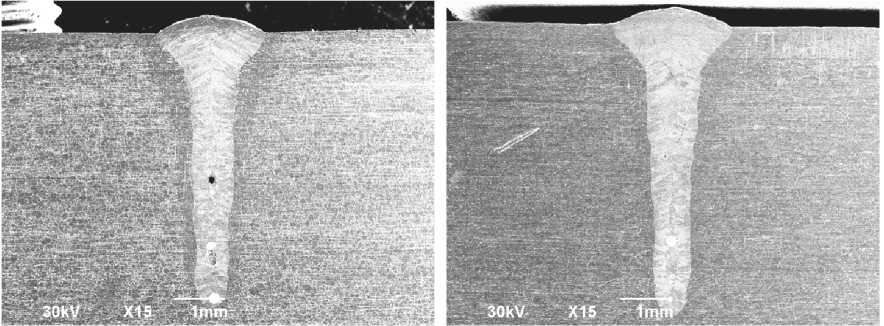
На рис. 7 представлены формы, размер и макроструктура сварных швов, сформированных при скорости сварки v св = 41.6 мм/с.
Сварные швы выпуклые, в которых наблюдаются поры различной формы, расположенные ближе к корню шва. В зоне термического влияния, как и в предыдущем случае, под «грибовидной» частью сварного шва возникают микротрещины, а в сварном шве (ближе к корню) наблюдаются поры.
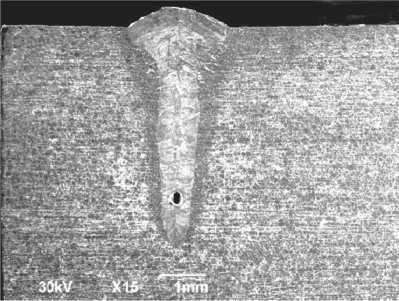
Следует остановиться на формировании сварного шва в начале и в конце дорожки. На рис. 8 и 9 представлена форма сварного шва в начале и в конце дорожки при различных мощностях и скоростях движения лазерного пучка. При скорости 25 мм/с «грибовидная» форма сварного шва в начале дорожки более выражена, чем в конце дорожки (рис. 8) Отношение ширины сварного шва к ширине парового канала e / e1 составляет 3,65 в начале дорожки, в то время как в конце дорожки оно равно 2,6 (табл. 2). Очевидно, что уменьшение «грибовидности» верхней части сварного шва обусловлено повышенным тепловложением в конце дорожки и, соответственно, расширением парового канала при скоростях сварки 25 мм/с и ниже. При скорости сварки 41,6 мм/с различия в форме и параметрах сварного шва (рис. 9, табл.2) в начале и в конце дорожки практически отсутствуют, что обусловлено сокращением времени воздействия и, соответственно, уменьшением области прогрева материала.
а
Рис. 7. а - конец шва P = 3 кВт, v св = 41,6 мм/с; б - конец шва - Р = 2.5 кВт, v св = 41.6 мм/с
б
а
б
Рис. 8. Форма сварного шва при мощности ЛИ P ЛИ = 3 кВт и скорости сварки v св = 25 мм/с: а – начало сварного шва, б – конец сварного шва
a
б
Рис. 9. Форма сварного шва при мощности ЛИ P ЛИ = 4 кВт и скорости сварки v св = 41,6 мм/с: а – начало сварного шва, б – конец сварного шва
ВЫВОДЫ
-
1. При лазерной сварке жаропрочного сплава ХН45ВМТЮБР практически во всех режимах лазерного воздействия, формируются выпуклые швы. Вогнутая поверхность шва возникает при сквозном проплавлении при скорости сварки v св = 16,6 мм/с и мощности Р ЛИ = 4.0 кВт.
-
2. Глубина сварного шва начинает расти при мощностях лазерного излучения выше 3 кВт во всем диапазоне скоростей сварки от 16,6 мм/с до 41,6 мм/с за счет роста глубины парового канала.
-
3. В сварных швах при мощности лазерного излучения 3 кВт и выше наблюдаются поры сферической формы и образование микротрещин в ЗТВ, размеры которых колеблются в пределах 0,1 - 0,3 мм.
-
4. Расход мощности лазерного излучения на проплавление 1 мм глубины сварного шва изменяется в пределах 0,7 – 1,0 кВт и в сильной степени зависит от мощности и скорости сварки v св . Наименьший расход мощности (0,53 – 0,73 кВт/мм) достигается при Р ЛИ = 4.0 кВт и скоростях сварки v св = 16,6 мм/с – 41,6 мм/с.
-
5. При скоростях движения лазерного пучка сплава ХН45ВМТЮБР 25 мм/с и ниже за счет роста тепловложения в материал в процессе сварки наблюдаются различия в форме и параметрах сварного шва в начале и в конце дорожки. С ростом скорости сварки выше 25 мм/с эти различия уменьшаются, что особенно заметно при скорости сварки 41,6 мм/с.
Список литературы Особенности формирования сварного шва жаропрочного сплава ХН45ВМТЮБР в зависимости от режимов лазерной сварки
- Сорокин Л.И. Свариваемость жаропрочных сплавов, применяемых вавиационных газотурбинных двигателей // Сварочное производство. 1997. № 4. С. 5-19.
- Баранов Д.А., Никитин К.В., Паркин А.А. и др. Структура сварного шва, сформированного при лазерной сварке Cr-Ni-сплава при производстве ГТД // Металлургия машиностроения. 2016. № 3. С. 46-48.
- Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов [под ред. А.Г. Григорьянца]. 2-е изд., стериотип. М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. 664 с.
- M. Naffakh Shamanian, F. Ashrafizadeh, Dissimilar welding of AISI310 austenitic stain less steel to nickel-basedalloy Inconel657 // Journal of Materials Processing Technology, 209 (2009), P. 39.
- M. Naffakh Shamanian, F. Ashrafizadeh, Dissimilar welding of AISI310 austenitic stain less steel to nickel-basedalloy Inconel657 // Journal of Materials Processing Technology, 209 (2009), P. 39.
