Особенности наполнения композиций ПВХ/АБС

Автор: Хузиахметова К.Р., Исламов А.М., Абдрахманова Л.А., Низамов Р.К.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (91), 2022 года.
Бесплатный доступ
Работа посвящена наполнению коротковолокнистой базальтовой фиброй ПВХ (поливинилхлорид) композиций, модифицированных АБС (акрилонитрил-бутадиен-стирол) в широком интервале концентраций, предназначенных для производства профильно-погонажных изделий различного функционального назначения. Порошкообразные образцы изготовлены по экструзионной технологии (в виде плоских профилей) и методом термопластикации на вальцах (в виде пленок). Введение 10-40 мас.ч. АБС в ПВХ рецептуры позволяет облегчить перерабатываемость композиции. Аналогичная ситуация наблюдается при наполнении данных композиций базальтовой фиброй, приводящей к незначительному снижению ПТР (показателю текучести расплава) и термостабильности, что в целом не отражается отрицательно на условиях течения расплава, при этом происходит снижение показателя разбухания экструдата на 10-15%, которое свидетельствует о возможности придания изделиям более точных геометрических размеров. Изменение надмолекулярной структуры оценивалось по данным термомеханических испытаний и с помощью энергодисперсионного анализа по данным электронной микроскопии. Термомеханический анализ показал, что присутствие больших доз АБС положительно сказывается на технологических свойствах, приводя к более раннему развитию высокоэластических деформаций и снижению температуры текучести композиций. Базальтовая фибра способствует незначительному снижению величины высокоэластических деформаций и увеличению показателя плотности узлов сетки зацепления. Энергодисперсионный анализ показал, что введение базальтовой фибры приводит к формированию однородной структуры ПВХ при меньших концентрациях АБС в композиции, оказывая влияние на повышение текучести расплава и термостабильность. Повышенные технологические свойства наполненных коротковолокнистой базальтовой фиброй ПВХ композиций, модифицированных разной концентрацией АБС, позволяют их рекомендовать для производства широкого круга профильно-погонажных изделий.
Поливинилхлорид, акрилонитрилбутадиенстирол, смеси, модификатор, экструзия
Короткий адрес: https://sciup.org/140293768
IDR: 140293768 | УДК: 625.731.812
Features of PVC/ABS compositions filling
The work is devoted to the filling of PVC (polyvinyl chloride) compositions modified with ABS (acrylonitrile-butadiene styrene) in a wide concentration range, intended for the production of profiles and moldings of various functional purposes, with short-fiber basalt fiber. Powdered samples were made by extrusion (in the form of flat profiles) and by thermoplasticizing on rolls (in the form of films). Introduction of 10-40 phr ABS in PVC formulation makes it easier to recycle the composition. Similar situation is observed when these compositions are filled with basalt fiber, which leads to insignificant decrease of MFR (melt flow index) and thermal stability, which in general does not reflect negatively on melt flow conditions, at the same time extrudate swelling index decreases by 10-15%, which indicates possibility to provide products with more precise geometric dimensions. The change in the supramolecular structure was evaluated by thermomechanical tests and by energy dispersive analysis using electron microscopy data. Thermomechanical analysis showed that the presence of large doses of ABS has a positive effect on the technological properties, leading to an earlier development of highly elastic deformations and a decrease in the yield point of the compositions. Basalt fiber contributes to an insignificant decrease in the value of high elastic deformations and an increase in the density index of meshing knots. Energy dispersion analysis has shown that introduction of basalt fiber leads to formation of homogeneous structure of PVC at lower concentrations of ABS in the composition, influencing on increase of melt flowability and thermal stability. Improved technological properties of PVC compositions filled with short-fiber basalt fiber, modified with different concentrations of ABS, allow to recommend them for production of a wide range of profile and molded products.
Текст научной статьи Особенности наполнения композиций ПВХ/АБС
Строительный сектор требует расширения номенклатуры продукции [1]. Этого можно добиться путем использования полимеров [2]. Полимерные материалы широко используются практически во всех отраслях промышленности, что обусловлено повышенным спросом таких изделий. По объемам производства и Для цитирования
потребления лидирующие позиции в строительстве занимает поливинилхлорид (ПВХ) [3]. На стадии переработки ПВХ подвергается термической деструкции, в связи с чем могут ухудшаться механические свойства материалов [4]. Введение в состав ПВХ композиций акриловых технологических добавок позволяет обеспечить рост требований к эксплуатацион-
This is an open access article distributed under the terms of the Creative Commons Attribution 4.0 International License ным и технологическим свойствам таких материалов [5–7].
На данный момент набирают обороты акриловые технологические добавки, самыми распространенными из которых являются сополимеры акрилонитрил-бутадиен-стирола (АБС) [8]. АБС характеризуется широким многообразием состава, молекулярной структуры, методов производства и переработки [9–11]. Как правило, он состоит из двух фаз: бутадиенового каучука и стирол-акрилонитрильного пластика (САН). Фаза бутадиена представляется как равномерно распределенное ядро в жесткой САН матрице [12, 13]. Вследствие сочетания прочностных свойств и морозостойкости бутадиена, а также жесткости и термостабильности САН матрицы, АБС широко используется как модификатор физико-механических и теплофизических свойств ПВХ. При этом ПВХ больше взаимодействует с САН, чем с бутадиеном. Из этого следует, что взаимодействие между САН и ПВХ является определяющей при создании смесей ПВХ/АБС [14–17].
Для придания особых свойств и снижения стоимости конечного изделия из-за уменьшения расхода полимера в композиции на основе ПВХ вводят волокнистые наполнители. Большинство исследований направлено на совмещении ПВХ со стекловолокном, хотя есть отличная альтернатива в виде базальтовых волокнистых наполнителей. Область применения базальтовых волокон близка к стеклянным [18, 19]. Базальтовое волокно увеличивает площадь контакта с полимерной матрицей, которая связывает между собой волокна, также позволяет повысить термостойкость и прочность в более широком диапазоне отрицательных и положительных температур [20].
В композициях, состоящих из смесей разных по природе полимеров, наполнитель может влиять на формирование межфазных слоев неоднозначно, что должно отразиться на формирование структуры в процессе переработки. В связи с этим, целью работы явилось исследование особенностей создания полимерных смесей на основе ПВХ и АБС в присутствии коротковолокнистого наполнителя – базальтовой фибры.
Материалы и методы
В исследованиях был использован суспензионный ПВХ марки С-6359-М по ГОСТ 14332– 78, комплексный стабилизатор – двухосновный стеарат свинца (ДОСС), стабилизатор-смазка – стеарат кальция (Ст. Са) по ТУ 6–09–4104–87.
В качестве модификатора ударной прочности и перерабатываемости был выбран
АБС-20П (АО «Пластик», Россия), который имеет температуру размягчения порядка 100 оС и показатель текучести расплава при 220 оС и 10 кгс не менее 5–12 г./10 мин.
Состав ненаполненных экспериментальных композиций представлен в таблице 1.
Таблица 1.
Состав ненаполненных экспериментальных композиций
Table 1.
Composition of unfilled experimental compositions
|
Компонент Component |
Концентрация, мас. ч. Concentration, phr |
|
ПВХ | PVC |
100 |
|
ДОСС | DBLS |
5 |
|
Ст. Са | St. Ca |
3 |
|
АБС | ABS |
10 1 20 1 30 1 40 |
В качестве наполнителя использовалась коротковолокнистая модифицированная базальтовая фибра компании CEMMIX (ТУ 20.59.59001-90557835-2017), замасленная водорастворимым щелочестойким К-В42. Сред-ний диаметр волокна 8-10 мкм, средняя длина –100-500 мкм. В рецептуры таблицы 1 вводи-лось 7 мас.ч. базальтовой фибры на 100 мас.ч. ПВХ..
Предварительное перемешивание нена-полненных и наполненных порошкообразных компонентов осуществлялось на лабораторном смесителе ЛДУ-3 МПР с пропеллерной насадкой в течение 4 мин при 700 об/мин.
На лабораторном экструдере LabTech Scientific LTE 16–40 были получены плоские профили размером 2×22 мм или более (в зависимости от коэффициента разбухания расплава) и длиной 20–25 см. Температурный режим регулировался по десяти зонам цилиндра со скоростью вращения шнеков 16, 20 и 25 об/мин, оптимальная загрузка двигателя составляла 30–50 % от максимальной.
Пленочные образцы готовились на лабораторных вальцах ЛБ 200 100/100 Э при температуре валков 160–170 °С для жёстких образцов в течение 3–4 мин. Каждая серия образцов готовилась одновременно при одинаковом температурном режиме при одной и той же толщине зазора между валками ~ 0,010–0,020 см.
Показатель текучести расплава (ПТР) определялся на пластометре Франка по ГОСТ 11645–73. Заранее подготовленные пленочные образцы массой 3 г были нагреты до 185 ºС и нагружены 21,6 кг. Значение ПТР определялось по массе шести образцов, вышедших из капилляра диаметром 2 мм и достигнувших стабильного течения.
Термостабильность определялась на пленочных образцах, измельченных до размеров 2×2 мм весом 2–4 г., и характеризовалась временем индукционного периода от начала погружения пробирки в термическую печь до изменения цвета индикатора в процессе выделения НСl во время дегидрохлорирования ПВХ при 180 ºС по ГОСТ 14041–91.
Разбухания определялось на трех экструдатах по результатам замеров геометрических размеров толщиномером и штангенциркулем, значения которых сравнивались с размерами отверстия фильеры.
Термомеханический анализ осуществлялся на приборе, работающего по принципу постоянного нагружения в условиях сжатия при нагрузке 1 Н и постоянной скорости нагревания 3 ºС/мин до 220 ºС на образцах диаметром 8 ± 0,5 мм и толщиной 3 ± 0,1 мм.
Электронные микрофотографии получены на автоэмиссионном высокоразрешающем сканирующем электронном микроскопе Merlin компании CarlZeiss при ускоряющем напряжении первичных электронов 5 кВ и зондовом токе 300 пА для минимального воздействия на объект исследования. Образцы помещались в жидкий азот, после чего производился скол. Сколы выполнены по направлению оси экструдиро-вания. Сколы образцов фиксировались на держателе и помещались в камеру вакуумной установки Quorum Q 150ТЕS. Нанесение проводящего слоя проводилось методом катодного распыления сплавом Au/Pd в соотношении 80/20. Толщина нанесенного слоя составила 15 нм. С использованием энергодисперсионного анализа был исследован элементный состав образцов на различных участках композита с фиксацией азота, как реперного элемента в составе АБС, и хлора – в составе ПВХ.
Результаты и обсуждения
На рисунке 1 представлены изменения основных технологических показателей исследуемых образцов от концентрации АБС в системе.
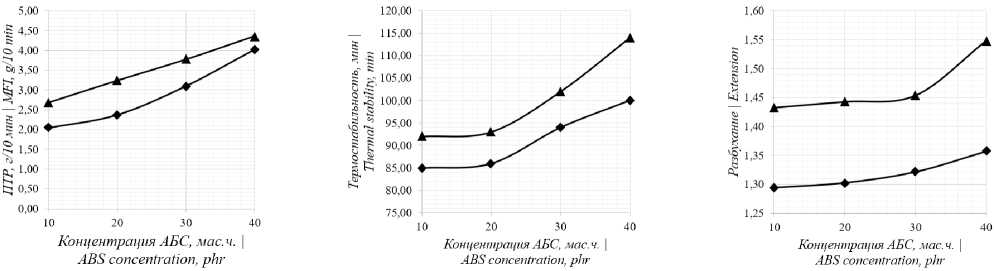
Рисунок 1. Технологические показатели образцов в зависимости от концентрации АБС: ▲ – ненаполненные рецептуры; ♦ - наполненные базальтовой фиброй рецептуры
Figure 1. Technological indicators of samples depending on ABS concentration:
▲ – unfilled formulations;
♦ - formulations filled with basalt fiber
Из анализа кривых следует, что:
-
• как в ненаполненных, так и в наполненных композициях, в концентрационном диапазоне АБС от 10 до 40 мас. технологические показатели (ПТР, термостабильность) увеличиваются. Это может быть с пластифицирующим действием оболочки САН в составе АБС, которая влияет на повышение текучести расплава и термостабильности;
-
• введение базальтовой фибры в сравнении с ненаполненными ПВХ композициями способствует незначительному снижению ПТР и термостабильности, значения показателей находятся на уровне требования для жестких ПВХ композиций.
-
• в присутствии волокнистого наполнителя снижается показатель разбухания экструдата на 10–15 %, что дает возможность при производстве придавать изделиям точные геометрические размеры.
На рисунке 2 показаны термомеханические кривые ПВХ образцов в зависимости от концентрации АБС. При увеличении концентрации АБС в ненаполненных и наполненных композициях температура стеклования растет, а температура текучести уменьшается. Однако влияние базальтовой фибры способствует снижению обоих показателей, что приводит к большей подвижности сегментов макромолекул при значительно меньших температурах.
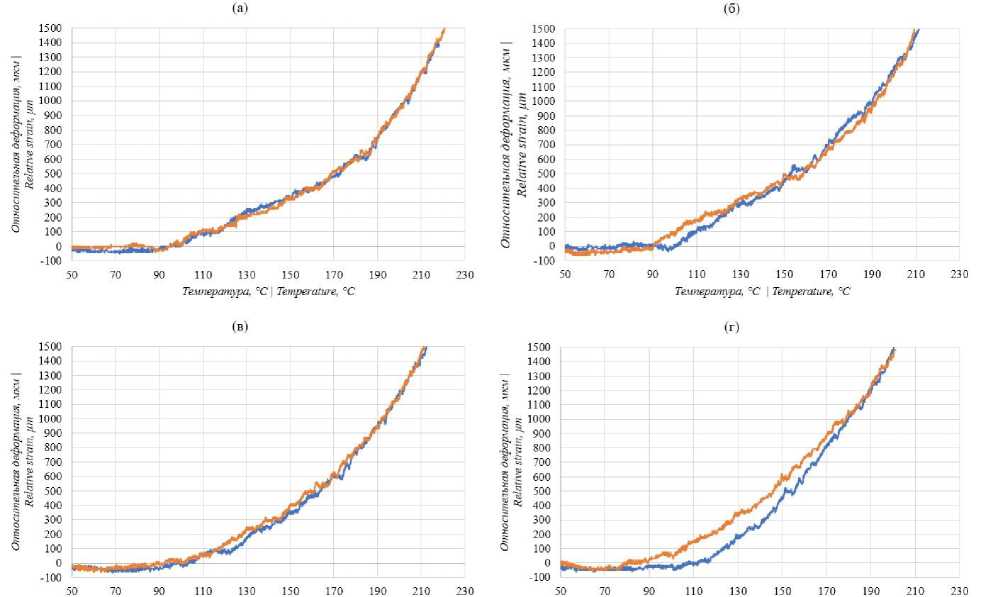
Температура, °C | Temperature, °C
Температура, °C | Temperature, °C
Рисунок 2. Термомеханические кривые ПВХ образцов при концентрациях АБС (а) – 10; (б) – 20; (в) – 30; (г) – 40 мас. ч.: ■ – ненаполненные рецептуры; ■ – наполненные базальтовой фиброй рецептуры
Figure 2. Thermomechanical curves of PVC samples at ABS concentrations (a) – 10; (b) – 20; (c) – 30; (d) – 40 phr: ■ – unfilled formulations; ■ – formulations filled with basalt fiber
Данные обработки термомеханических кривых представлены в таблице 2. В ненаполнен-ных композициях при увеличении концентрации АБС растет величина высокоэластической деформации, сопровождающаяся снижением плотности узлов физической сетки зацеплений. Наполнение базальтовой фиброй позволяет снизить величину высокоэластической деформации, при этом наблюдается повышение плотности узлов физической сетки зацепления относительно ненаполненных композиций. Более высокая плотность узлов сетки коррелирует с некоторым снижением ПТР (рисунок 1).
Данные обработки термомеханических кривых
Таблица 2.
Table 2.
Processing data of thermomechanical curves
|
Концентрация АБС, мас. ч. ABS concentration, phr |
Высокоэластическая деформация, %, в композициях High elastic strain, %, in compositions |
Эффективная плотность узлов физической сетки зацепления, моль/г, в композициях Effective density of physical meshing grid units, mol/g, in compositions |
||
|
ненаполненных unfilled |
наполненных базальтовой фиброй filled with basalt fiber |
ненаполненных unfilled |
наполненных базальтовой фиброй filled with basalt fiber |
|
|
10 |
23 |
21 |
6,5×10-6 |
6,8×10-6 |
|
20 |
32 |
23 |
4,6×10-6 |
6,6×10-6 |
|
30 |
34 |
24 |
4,5×10-6 |
6,5×10-6 |
|
40 |
38 |
30 |
3,9×10-6 |
5,3×10-6 |
Поскольку увеличение концентрации АБС как в ненаполненных, так и наполненных композициях, приводит к более интенсивным высокоэластическим деформациям, были рассмотрены структурные особенности смеси в дисперсионной среде ПВХ с помощью путем анализа энергодисперсионных спектров по данным таблицы 3. В качестве химического элемента для ПВХ было рассмотрено атомное содержание хлора, а для АБС – азота.
Таблица 3.
Содержание атомов хлора и азота в элементах структуры
The content of chlorine and nitrogen atoms in the structure elements
Table 3.
|
Концентрация АБС, мас. ч. ABS concentration, phr |
Содержание хлора/азота (%) в дисперсионной среде смеси Chlorine/nitrogen content (%) in the dispersion medium of the mixture |
|
|
ненаполненных unfilled |
наполненных базальтовой фиброй filled with basalt fiber |
|
|
10 |
19,3 / 0 |
25,7 / 0 |
|
20 |
20,2 / 0 |
20,3 / 2,5 |
|
30 |
15,3 / 0 |
17,0 / 3,8 |
|
40 |
25,5 / 2,3 |
26,6 / 3,1 |
Элементный состав структуры показал, что в ненаполненных композициях азот, находящийся в структуре оболочки АБС – акрилонитрила, проявляется только при максимальной концентрации – 40 мас. ч., а наполнение базальтовой фиброй приводит к более раннему формированию однородной структуры уже при концентрациях 20–40 мас. ч. АБС.
Заключение
Таким образом, наполнение смесей ПВХ/АБС коротковолокнистой модифицированной базальтовой фиброй изменяет условия взаимодействия на межфазной границе ПВХ/АБС в зависимости от концентрационного соотношения компонентов.
Наполнение базальтовой фиброй позволяет расширить область эксплуатации изделий при более высоких температурах за счет большей теплостойкости. Одновременное снижение вязкости расплавов (снижение температуры текучести) позволит проводить экструзионную переработку при более низких температурах. Впервые по анализу содержания реперных элементов компонентов полимерной смеси установлено, что присутствие базальтовой фибры способствует формированию двухкомпонентной матрицы дисперсионной среды, тогда как в ненаполненных смесях ПВХ/АБС полимер выделяется в дисперсную фазу и только при концентрации 40 мас. ч. АБС на 100 мас. ч. ПВХ часть АБС входит в состав дисперсионной среды. В связи с этим, дальнейшие исследования будут направлены на изучение смесей ПВХ/АБС с концентрацией АБС от 40 до 100 мас. ч. на 100 мас. ч. ПВХ с фиксацией инверсии фаз.
Список литературы Особенности наполнения композиций ПВХ/АБС
- Бухебуз М.С., Кисель Т.Н. Направления стратегического развития строительной отрасли как основа для формирования стратегии развития строительных предприятий // Молодежный научный форум: общественные и экономические науки. 2017. Т. 45. № 5. С. 128-132.
- Огрель Л. Полимеры и изделия: межотраслевое противоречие // Пластикс: индустрия переработки пластмасс. 2021. Т. 208. № 1-2. С. 12-16.
- Григорович М.А. Историко-экономический аспект развития производства поливинилхлорида (ПВХ) и изделий из него // Наука и современность. 2015. Т. 5. № 3. С. 9-17. doi: 10.17117/ns.2015.03.009
- Jie Yu, Lushi S., Chuan M., Yu Q., Hong Y. et al. Thermal degradation of PVC: A review // Waste Management. 2016. V. 48. P. 300-314. doi: 10.1016/j.wasman.2015.11.041
- Лавров Н.А. Полимерные смеси на основе поливинилхлорида (обзор) // Пластические массы. 2020. № 3-4. С. 55-59. doi: 10.35164/0554-2901-2020-3-4-55-59
- Khuziakhmetova K., Abdrakhmanova L., Nizamov R. Polymer Mixtures Based on Polyvinyl Chloride for the Production of Construction Materials // Lecture Notes in Civil Engineering. 2021. V. 169. P. 14-21. doi: 10.1007/978-3-030-80103-8_2
- Абдрахманова Л.А., Хузиахметова К.Р., Низамов Р.К., Хозин В.Г. Модификаторы для жестких поливинилхлоридных композиций строительного назначения // Строительные материалы. 2020. № 12. С. 34-39. doi: 10.31659/0585-430X-2020-787-12-34-39
- Gilbert M. Brydon's Plastics Materials 8th Edition. United Kingdom: Kindle Edition, 2017. 863 p.
- Sabah F., En-Naji A., Wahid A., El Ghorba M. et al. Study of damage of the specimens in acrylonitrile butadiene styrene (ABS), based on a static damage study and damage by unified theory to predict the life of the material // Key Engineering Materials. 2019. V. 820. P. 40-47. doi: 10.4028/www.scientific.net/KEM.820.40
- Hu D., Zhou Q., Zhou K. Combined effects of layered nanofillers and intumescent flame retardant on thermal and fire behavior of ABS resin // Journal of Applied Polymer Science. 2019. V. 136. P. 48220. doi: 10.1002/app.48220
- Bano S., Ramzan N., Iqbal T., Mahmood H. et al. Study of thermal degradation behavior and kinetics of ABS/PC blend Polish // Polish Journal of Chemical Technology. 2020. V. 22. № 3. P. 64-69. doi: 10.2478/pjct-2020-0029
- Lu G., Wu Y., Zhang Y., Wang K. et al. Surface Laser-Marking and Mechanical Properties of Acrylonitrile-Butadiene-Styrene Copolymer Composites with Organically Modified Montmorillonite // ACS Omega 5. 2020. V. 30. № 5. P. 19255-19267. doi: 10.1021/acsomega.0c02803
- Simionescu T.M., Spiridon I., Varganici C.D., Darie-Nita R.N. et al. An experimental study on mechanical and thermal behavior of acrylonitrile butadiene styrene enhanced with fire retardants II Environmental Engineering and Management Journal. 2020. V. 3019. P. 773-7S3. doi: 10.3063SIEEMJ.2020.073
- Kurek A.P, Dotto M.E.R., de Araújo P.H.H., Sellin N. Evaluation of the etching and chrome plating on the ABS, PVC, and PVCIABS blends surface II Journal of Applied Polymer Science. 2017. V. 134. doi: 10.1002IAPP.44571
- Li Y., Lv L., Wang W., Zhang J. et al. Effects of chlorinated polyethylene and antimony trioxide on recycled polyvinyl chlorideIacryl-butadiene-styrene blends: Flame retardancy and mechanical properties II Polymer. 2020. V. 190. doi: 10.1016IJ.polymer.2020.12219S
- Jaidev K., Suresh S.S., Gohatre O.K., Biswal M. et al. Development of recycled blends based on cables and wires with plastic cabinets: An effective solution for value addition of hazardous waste plastics II Waste Manag Res. 2020. V. 3S. № 3. P. 312-321. doi: 10.1177I0734242X19S9091S
- Kianfar E. (PVC I ABS) and Nanocomposite (CAU-10-H) Composite Membrane for Separation of C2H6 from CH4 II Fine Chem. Eng. 2020. V. 1. P. 59-6S. doi: 10.37256lfce.122020476
- Перепелкин К.Е. Армирующие волокна и волокнистые полимерные композиты. СПб: Научные основы и технологии, 2009. 380 с.
- Pareek K., Saha P. Basalt Fiber and Its Composites: An Overview II Conference: Proceeding of National Conference on Advances in Structural Technologies (coAST-2019), 1-3 February 2019. Silchar, 2019. P. 53-62.
- Амерханова Г.И., Кияненко Е.А., Зенитова Л.А. Базальтовое волокно - наполнитель полиуретанов II Вестник технологического университета. 2020. Т. 23. № S. С. 24-29.
