Особенности поведения благородных металлов при сульфидно-щелочном выщелачивании мышьяково-сурьмянистых концентратов

Автор: Петров Г. В., Кобылянский А. А., Григорьева В. А., Гордеев Д. В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 5 т.15, 2022 года.
Бесплатный доступ
Для минерально-сырьевой базы металлургии цветных и благородных металлов месторождения полиметаллических руд являются основным источником сырья. На фоне глобальной тенденции к снижению доли богатых руд в общем объеме добычи и переработки и ухудшению качественных характеристик рудного сырья ведется отработка запасов руд, содержащих в виде примесей мышьяк и сурьму. Авторами была изучена возможность применения ASL-технологии при атмосферном давлении для гидрометаллургического кондиционирования низкокачественного медного концентрата. Исследования осуществлялись на флотационном концентрате следующего состава (%): 16,1 Cu; 5,3 Zn; 23,8 Fe; 0,84 Pb; 1,36 As; 0,21 Sb; 1,94 SiO2; 0,82 Al2O3, до 24,0 г/т Ag, до 4,0 г/т Au. В результате выполненных исследований были выявлены особенности поведения благородных металлов в сульфидно-щелочной среде в процессе выщелачивания мышьяково-сурьмянистых концентратов Учалинского ГОКа. Установлена доминирующая роль сульфида натрия при образовании полисульфид- и тиосульфат-ионов, выполняющих роль окислителей золота и серебра. Анализ кинетических показателей свидетельствует о лимитировании процесса выщелачивания благородных металлов скоростью химической реакции при отсутствии внутридиффузионных ограничений, обусловленных возможной пассивацией теннантита, формирующимися вторичными сульфидами меди. Определены минимальные пороговые концентрации сульфида и полисульфидов, при которых возможен переход в раствор выщелачивания золота и серебра: для сульфида более 20 г/л-1, для полисульфидов более 2 М. При проведении ASL-процесса с указанными параметрами кек выщелачивания представляет собой кондиционный медно-цинковый концентрат, содержащий 0,2 % мышьяка и благородных металлов до 100 г/т. Потери благородных металлов в ходе процесса отсутствуют.
Сульфидное выщелачивание, полисульфиды, благородные металлы, мышьяк, сурьма
Короткий адрес: https://sciup.org/146282498
IDR: 146282498 | УДК: 669.053.4 | DOI: 10.17516/1999-494X-0415
Features of the behavior of precious metals in the sulfide-alkaline leaching of arsenic-antimony concentrates
For the mineral resource base of metallurgy of non-ferrous and noble metals, deposits of polymetallic ores are the main source of raw materials. Against the backdrop of a global trend towards a decrease in the share of rich ores in the total volume of mining and processing, and a deterioration in the quality characteristics of ore raw materials, ore reserves containing arsenic and antimony as impurities are being developed. The authors studied the possibility of using ASL technology at atmospheric pressure for hydrometallurgical conditioning of low-quality copper concentrate. The studies were carried out on a flotation concentrate of the following composition (%): 16.1 Cu; 5.3 Zn; 23.8 Fe; 0.84 Pb; 1.36 As;0.21 Sb; 1.94 SiO2; 0.82 Al2O3, up to 24.0 g/t Ag, up to 4.0 g/t Au. As a result of the studies carried out, the features of the behavior of noble metals in the sulfide-alkaline environment during the leaching of arsenic-antimony concentrates of the Uchalinsky GOK were revealed. The dominant role of sodium sulfide in the formation of polysulfide and thiosulfate ions, which act as oxidizers for gold and silver, has been established. An analysis of the kinetic parameters indicates that the process of leaching of precious metals is limited by the rate of a chemical reaction in the absence of intradiffusion restrictions due to the possible passivation of tennantite by the formed secondary copper sulfides. The minimum threshold concentrations of sulfide and polysulfides were determined, at which a transition to the gold and silver leaching solution is possible: for sulfide more than 20 g/l-1, for polysulfides more than 2 M. The obtained product after ASL process was copper-zinc concentrate containing 0.2 % arsenic and precious metals up to 100 g/t. There are no losses of precious metals during the process.
Текст научной статьи Особенности поведения благородных металлов при сульфидно-щелочном выщелачивании мышьяково-сурьмянистых концентратов
Цитирование: Петров, Г. В. Особенности поведения благородных металлов при сульфидно-щелочном выщелачивании мышьяково-сурьмянистых концентратов / Г. В. Петров, А. А. Кобылянский, В. А. Григорьева, Д. В. Гордеев // Журн. Сиб. федер. ун-та. Техника и технологии, 2022, 15(5). С. 541–552. DOI: 10.17516/1999-494X-0415
лических руд мышьяково-сурьмянистые минералы демонстрируют схожие с сульфидами меди флотационные свойства, что препятствует эффективному отделению нежелательных примесных компонентов. По данным [5–7], при флотации мышьяксодержащих медных руд извлечение мышьяка в медный концентрат составляет 50-80 % [8-13]. Переработка теннантитсодержа-щего медного сырья в рамках существующих обогатительных схем позволяет получить мышьяковистые медные концентраты и полупродукты (6–16 % Cu) с содержанием благородных металлов до 100 г/т [2–4] [14; 15; 19].
В РФ колчеданные руды с элементами полиметаллической специфики - свинцом, цинком, мышьяком, благородными металлами, перерабатываются на Учалинском ГОКе (ОАО «УГМК»). В настоящее время объем запасов руд с повышенным содержанием теннантита составляет до 82 % от общего объема балансовых запасов предприятия, при этом около 36 % приходится на теннантитсодержащие руды Узельгинского месторождения, где в наиболее золотоносных минералах пирита (6–11 г/т Au) и сфалерита (1,5–4,5 г/т Au) присутствуют серебро (130–150 г/т) и селен (0,01–0,02 %). Золото находится в виде мелких выделений электрума (60–70 мас.% Au и 40-30 мас.% Ag) и микровключений минералов золота, представленных его соединениями c Sb, Se и Hg. В галените содержится 0,05–0,2 мас.% Au, наряду с ним присутствуют Pd 0,03–0,14 мас.%. В халькопирите обычно 1,5–3 г/т Au, при максимальной золотоносности (до 16 г/т) характерные примеси - Ag, As, Hg. Основным концентратором серебра является блеклая руда (0,1–0,6 мас.% Ag). В рудах Учалинского месторождения золото в основном рассеяно в пирите и халькопирите в тонкодисперсном виде. В галените важными являются примеси селена (0,4 мас.%), серебра (до 0,52 мас.%) и висмута (1,3 мас.%); установлена необычная разновидность - сульфоселенид свинца Pb2SeS. Теллуриды, редко встречающиеся в рудах обоих месторождений, в основном представлены алтаитом PbTe, гесситом Ag2Te и калаверитом Au2Te [36]. Во флотационных медных концентратах Учалинского ГОКа содержание золота, серебра и селена достигает соответственно 5, 100 и 200 г/т [14].
Существующая практика переработки сульфидных концентратов на пирометаллургических переделах создает высокую техногенную нагрузку на окружающую среду за счет значительного объема отходящих газов, содержащих летучие токсичные оксиды [2; 15]. [34]. В связи с постоянным ужесточением природоохранных требований и развитием ESG-стратегии в промышленности необходимым условием является максимально полное удаление сурьмы и мышьяка и утилизация их соединений в стабильной форме [18–21; 33, 38].
Наряду с максимальным использованием возможностей обогатительного цикла в мировой практике для повышения качества продукции и снижения логистических затрат существует тенденция к внедрению гидрометаллургических технологий кондиционирования флотационных мышьяксодержащих концентратов непосредственно на обогатительных фабриках [23–27].
Значительный интерес представляет технология Alkaline Sulfide Leaching (ASL), которая базируется на использовании сульфидно-щелочной системы Na2S- NaOH - H2O в ходе процесса выщелачивания. Селективное растворение мышьяка и сурьмы из энаргита, теннантита и тетраэдрита может быть соответственно представлено уравнениями:
2Cu2AsS4(тв) + 3Na2S(F)^ 3Cu2S(тв) + 3Na 3 AsS 4 ( p)
2Cu 12 As 4 S 13(тв) + 2Na 2 S (р) → 3Cu 2 S (тв) + 2CuS (тв) + 4NaAsS 2(р) (2)
Cu 12 Sb 4 S 13(тв) + 2Na 2 S (р) → 3Cu 2 S (тв) + 2CuS (тв) + 4NaSbS 2(р) (3)
Опыт промышленного использования технологии ASL существует: в США Sunshine Silver Mine (SSMRC), The Equity Silver Mine (Goldcorp Canada Ltd), в Австралии Mount Carlton (Evolution Mining Ltd), а также на предприятиях КНР и в странах СНГ. Применение ASL возможно в атмосферном и автоклавном вариантах для кондиционирования энаргитовых концентратов. В частности, выщелачивание энаргитового золотосодержащего концентрата (18 % Cu, 3,1 % As и 16,5 % Fe) в течение 10–12 часов при плотности пульпы 300 г/л, температуре 100 °C, концентрации 20 г/л NaOH и 40 г/л S2- позволяет извлекать мышьяк в раствор на 93,5 %. При этом растворения минералов золота и серебра не наблюдается [8; 9]. Переработка энаргит-луцонитового концентрата (33,15 % Cu; 12,55 % As; 9,16 % Fe и 90,25 г/т Au) под давлением (200–250 кПа) при 85–115 °C, в присутствии 0,42 М Na2S и 2,5 М NaOH приводит к растворению мышьяка на 98 %. В ходе процесса медь, связанная с мышьяком, при контакте с сульфид-ионами формирует сульфиды меди (Сu2S; Сu39S28; Cu1,5S; Cu9S8) и остается в твердой фазе наравне с железом. Отмечено, что золото переходит в раствор частично и лишь при высоких концентрациях ионов серы (HS-, Sx2- и политионатов) [13; 32].
Поведение благородных металлов в ходе ASL-процесса, по-видимому, определяется характеристиками сульфидно-щелочной среды и формированием полисульфид- и тиосульфат-ионов в присутствии элементарной серы, выполняющих роль окислителей золота и серебра с последующим образованием их растворимых комплексов:
4S0 + 6NaOH → 6Na2S + Na2S2O3 + 3H2O(4)
(x-1) S0 + Na2S → Na2Sx, где x = 2–5(5)
S0 + Na2SO3→ Na2S2O3
Известно, что полисульфиды в щелочных растворах образуют сульфидный комплекс Au (I). При изучении электрохимического поведения золотого электрода в растворе полисульфидов показано, что растворение золота происходит в результате адсорбции полисульфида на его поверхности с одновременным окислением реагента: на аноде реализуются реакции:
Au/S2-x→ AuS- + (x-1) S0 + e-(7)
Au/S2-x→Au/Sx + 2e-(8)
Основной катодной реакцией является образование сульфид-иона:
S0 + 2e-→S2-(9)
Катодная реакция показывает, что элементарная сера при растворении золота действует как окислитель, поэтому его добавление к полисульфидным растворам не требуется. Вместе с тем для получения удовлетворительного извлечения золота необходима высокая концентрация полисульфида. В частности, известно несколько попыток использования полисульфида аммония (>2 М) для переработки мышьяковистых золотосодержащих концентратов [28; 29].
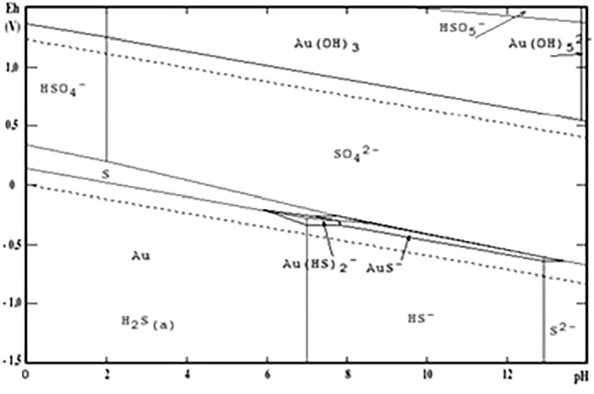
Рис. 1. Диаграмма Eh-pH для соединений серы и золота в сульфидно-щелочной среде [32]
Fig. 1. Eh-pH diagram for sulfur and gold compounds in sulfide-alkaline media [32]
Существуют данные, что растворение золота в системе [HS- - H2S- H2O] при нейтральных значениях pH протекает с образованием гидросульфидных соединений Au (I) (рис. 1) в соответствии с реакцией:
Au + H2S + HS > Au(HS)2- + 0,5H2 (10)
В кислой и щелочной среде образуются менее растворимые комплексы [Au(OH)HS]- и [Au2(HS)2S]2-. Так как скорость диффузии ионов (HS-) и молекул H2S меньше, чем для ионов CN- и молекул О2, это определяет меньшую растворимость золота в гидросульфидных растворах по сравнению с цианированием (при равной концентрации реагентов).
Композиция [HS- + H2S + S0] была опробована для извлечения золота из низкосортных руд компаниями Placer Dome Inc., Newmont Corporation. Показано, что реакция выщелачивания сопровождается также образованием полисульфидов, принимающих участие в растворении золота:
Au + 0,5S2- x + HS- + 0,5H2S ^ Au(HS)2- + 0,5S2-x-1 (11)
Au + 0,5xS0 + 0,5S;\> AuS-x (12) где х = 2÷8.
Оптимальные условия, при которых достигалось 83-87 % извлечение золота в раствор: содержание твердого в пульпе 26 % масс., давление H2S около 400 кПа при 0,55 М NaHS и 1 г/дм 3 S0 [29; 30; 32].
Необходимым условием использования сульфидно-щелочных сред для кондиционирования медных флотационных концентратов, выделенных из отечественного мышьяковистого медного сырья, является исключение потерь золота, серебра и селена с растворами, направляемыми на вывод мышьяка и сурьмы в форме малотоксичных нерастворимых соединений.
Объекты и методы исследований
Исследования сульфидного щелочного выщелачивания осуществлялись на флотационном концентрате следующего состава (%): 16,1 Cu; 5,3 Zn; 23,8 Fe; 0,84 Pb; 1,36 As; 0,21 Sb; 1,94 SiO2; 0,82 Al 2 O 3 , до 24,0 г/т Ag, до 4,0 г/т Au Опыты проводились в атмосферных условиях в термостатированном стеклянном реакторе объемом 1000 мл. Навеска материала – 50 г. Перемешивание пульпы осуществлялось пропеллерной мешалкой. Изучено влияние основных технологических параметров процесса (температуры 80–95 °C; концентрации NaOH 2,5–4 М и Na2S 0,5–1,5 М; Ж: Т=5:1÷10:1; скорости перемешивания 600 об/мин; продолжительности до 6 часов) на полноту извлечения мышьяка, сурьмы и благородных металлов в раствор.
Изучение поведения селенидов меди и серебра в сульфидно-щелочной среде осуществлялось на синтезированных пробах, подвергнутых «старению» в течение 2 месяцев для окончательного формирования кристаллической решетки. Селенид меди получен цементацией селена медным порошком из раствора селенистой кислоты (100 г/л) при температуре 25 °C. Содержание селена в нем составило 42,4–49,6 % в форме соединений Cu 3 Se 2 (более 85 %), Сu 2 Se и CuSe. Селенид серебра получен при взаимодействии полиселенидного раствора (80 г/л Se, 120 г/л NaOH) и металлического порошкообразного серебра по методике [37].
Синтезированные халькогениды выщелачивались полисульфидными растворами при вариантных значениях расхода реагента (2–17 от теорет. необх.), продолжительности (1–3 час), отношения жидкого к твердому (5–20). Степень полисульфидности n = 2÷4 растворов задавалась введением серы при щелочности 5 г/л. Расчет теоретически необходимого количества полисульфида производился на основании следующих реакций:
Cu3Se2 + 3Na2S2 = 3CuS + 3Na2SSe0,7(13)
2Cu3Se2 + 3Na2S3 = 6CuS + Na2SSe2 + 2Na2SSe(14)
Cu3Se2 + Na2S4 = 3CuS + Na2SSe2
Ag2Se + Na2S3 = Ag2S + Na2S2Se(16)
Эксперименты проводились на навесках 2,5–10 г в стандартном химическом реакторе при механическом перемешивании пропеллерной мешалкой (200 об/мин), с аналитическим контролем продуктов по селену.
Для установления химического и минералогического состава проб концентрата были использованы дифрактометр D 2 PHASER (CuKα) и микроскоп Leica DM 4500 P, видеокамеры Leica DFC 490 с анализатором «МИНЕРАЛ С7». Для изучения гранулометрического состава использовался лазерный анализатор частиц МicroSizer 201С. Анализ продуктов процесса выщелачивания осуществлялся на рентгено-флуоресцентном спектрометре ARL 9900 Work Station; растворов – на атомно-эмиссионном спектрометре с индуктивно-связанной плазмой ICPE 9000.
Результаты и их обсуждение
В процессе выщелачивания реального медного концентрата увеличение концентрации щелочи с 0,1 до 3,5 моль/л сопровождается повышением степени извлечения мышьяка в рас-– 546 – твор с 58 % до его полного растворения. Также процесс растворения мышьяка протекает более полно (извлечение достигает 88,7 %) при наличии даже малых количеств сульфида натрия (0,5 моль/л), что говорит о существенно большем влиянии сульфида натрия на показатели вскрытия арсенидных минералов (рис. 2).
Поведение сурьмы вне зависимости от технологических параметров процесса (температуры и концентрации реагентов) хорошо коррелируется с показателями мышьяка (рис. 3), что свидетельствует о схожем механизме образования триатиоантимонита натрия (Na 3 [SbS 3 ])
Наличие в твердой фазе пульпы вторичных сульфидов меди, халькогенидных минеральных форм серебра, золота и меди обусловливает возможность их взаимодействия с щелочными растворами с высокой концентрацией полисульфид-ионов, образующимися в присутствии элементарной серы.
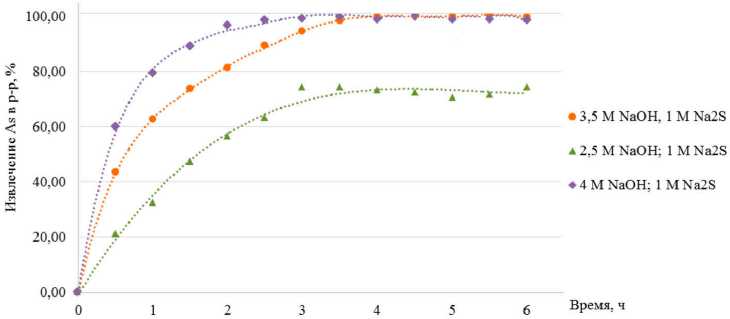
Рис. 2. Влияние концентрации NaOH и N2S моль/л и продолжительности процесса на степень извлечения мышьяка (температура 95 °C, Ж: Т = 5)
Fig. 2. Influence of NaOH and N2S concentration mol/l and process duration on the degree of arsenic extraction (temperature 95 °C, L: S = 5)
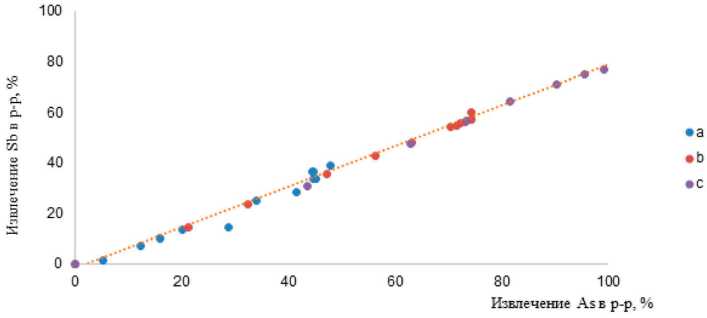
Рис. 3. Зависимость извлечения Sb от извлечения As в раствор: 6 ч, Ж: Т = 5 (a – NaOH 3,5 моль/л и Na2S 1 моль/л, 65 °C; b – NaOH 2,5 моль/л и Na2S 1 моль/л, 95 °C; с – NaOH 3,5 моль/л и Na2S 1 моль/л, 95 °C)
Fig. 3. Dependence of Sb recovery on As extraction into solution: 6 h, L: S = 5 (a – NaOH 3.5 mol/l and Na 2 S 1 mol/l, 65 °C; b – NaOH 2.5 mol/l and Na 2 S 1 mol/l, 95 °C; c – NaOH 3.5 mol/l and Na 2 S 1 mol/l, 95 °C)
Экспериментальные данные свидетельствуют, что при разложении синтетического селенида меди с повышением полисульфидности раствора с 2 до 3 переход селена в жидкую фазу увеличивается с 48 до 61 %. Далее рост извлечения селена обусловлен преимущественно увеличением расхода реагента при неизменном отношении жидкого к твердому пульпы. Увеличение концентрации реагента при одинаковом его расходе не сказывается на полноте извлечения селена. Понижение температуры с 90 до 70 °C приводит к снижению извлечения селена с 79 % до 70 %. Увеличение продолжительности выщелачивания с одного до трех часов незначительно сказывается на результатах, увеличивая извлечение селена с 81 до 86 %, что свидетельствует о достигнутом за один час равновесии в щелочной системе CuхSey-Na 2 S n -H 2 O.
При выщелачивании модельного селенида серебра извлечение селена в трисульфидный раствор с образованием дисульфидселенид-ионов менее значительно – 41,7 % при 8-кратном избытке реагента и Ж: Т=10 (табл. 4).
Полученные экспериментальные данные подтверждают принципиальную возможность разложения халькогенидов благородных металлов и меди сульфидно-щелочными растворами с переходом селена в виде сульфоселенид-ионов в жидкую фазу.
Таблица 1. Взаимодействие селенида меди с полисульфидными щелочными растворами
Table 1. Interaction of copper selenide with polysulfide alkaline solutions
|
№ оп |
n |
Избыток Na2Sn, от т.н. |
[ Sn ], м/л |
ж: т |
Время, час |
Т, °С |
εSe в раствор, % |
Выход кека, % |
CSe в кеке, % |
|
1 |
2 |
2 |
0,9 |
20 |
2 |
90 |
48 |
96 |
27 |
|
2 |
3 |
2 |
1,7 |
5 |
1 |
90 |
61 |
90 |
17,5 |
|
3 |
3 |
4,5 |
1,8 |
10 |
1 |
90 |
62 |
92 |
18,6 |
|
4 |
3 |
8,5 |
1,8 |
20 |
1 |
90 |
81 |
85 |
14,2 |
|
5 |
3,5 |
10 |
1,8 |
20 |
1 |
90 |
83 |
68 |
12,6 |
|
6 |
4 |
12 |
1,8 |
20 |
1 |
90 |
74 |
83 |
15,3 |
|
7 |
3 |
8,5 |
3,6 |
10 |
1 |
90 |
81 |
87 |
8,49 |
|
8 |
3 |
8,5 |
3,6 |
10 |
1 |
90 |
79 |
89 |
10,36 |
|
9 |
3 |
8,5 |
3,6 |
10 |
1 |
70 |
70 |
91 |
14 |
|
10 |
3 |
8,5 |
3,6 |
10 |
3 |
90 |
86 |
86 |
6,81 |
|
11 |
3 |
17 |
3,6 |
20 |
1 |
90 |
85 |
83 |
7,5 |
Таблица 2. Поведение модельного селенида серебра в сульфидно-щелочном растворе
Table 2. Behavior of model silver selenide in sulfide-alkaline solution
|
№ п.п. |
Избыток Na 2 S 3 , от т.н. |
[ Sn ], м/л |
ж: т |
Время, час |
Т, °С |
εSe в раствор,% |
|
1 |
2 |
0,68 |
10 |
1 |
90 |
26,2 |
|
2 |
5 |
1,67 |
10 |
1 |
90 |
28,1 |
|
3 |
8 |
2,71 |
10 |
1 |
90 |
31,7 |
Однако результаты экспериментальных исследований данной работы и [34] демонстрируют лишь незначительный переход драгоценных металлов в раствор в ходе ASL-процесса, так исходная концентрация Ag до 100 г/т сохраняется в кеках выщелачивания и составляет 85-96 г/т. Это объясняется тем, что сульфид является доминирующим выщелачивающим реагентом и комплексообразователем, а полисульфид - окислителем. Для достижения значительного перевода драгоценных металлов в раствор в данной системе необходима концентрация сульфида более 20 г/л-1 [32].
При сульфидно-щелочном выщелачивании Учалинского флотационного концентрата в оптимальных параметрах переход благородных металлов в раствор не наблюдался, что подтверждает отсутствие в системе необходимой для формирования растворимых сернистых комплексов благородных металлов концентрации полисульфидов (более 2 М). Серебро и золото полностью оставались в кеке, содержащем не более 0,2 % мышьяка и представляющем собой кондиционный медно-цинковый концентрат, удовлетворяющий требованиям ГОСТ Р 52998–2008, пригодный для дальнейшей эффективной переработки в рамках пирометаллургических технологий.
Выводы
Выявлены особенности поведения благородных металлов в сульфидно-щелочной среде в процессе выщелачивания мышьяково-сурьмянистых концентратов Учалинского ГОКа. Установлена доминирующая роль сульфида натрия при образовании полисульфид- и тиосульфат-ионов, выполняющих роль окислителей золота и серебра.
Определены минимальные пороговые концентрации сульфида и полисульфидов, при которых возможен переход в раствор выщелачивания золота и серебра: для сульфида более 20 г/л-1, для полисульфидов более 2 М.
При проведении ASL-процесса при оптимальных параметрах, обеспечивающих полное вскрытие теннантита с переходом мышьяка в сульфидно-щелочной раствор, кек представляет собой кондиционный медно-цинковый концентрат, содержащий 0,2 % мышьяка и до 100 г/т суммы благородных металлов. Потери благородных металлов с мышьяковистыми щелочными растворами, направляемыми на обезвреживание, отсутствуют.
Список литературы Особенности поведения благородных металлов при сульфидно-щелочном выщелачивании мышьяково-сурьмянистых концентратов
- Аксенов С. А. и др. О состоянии и использовании минерально-сырьевых ресурсов российской федерации в 2019 году: Государственный доклад. 2020. [Aksenov S. A. et al. On the state and use of mineral resources of the russian federation in 2019: State Report. 2020. (in Russian)]
- Чугаев Л. В. и др. Металлургия благородных металлов. М.: Металлургия. 1987. [Chugaev L. V. et al. Metallurgy of precious metals. M.: Metallurgy. 1987. (in Russian)]
- International Copper Study Group et al. The world copper factbook 2019. Lisbon, Portugal: International Copper Study Group. 2018.
- Петров Г. В., Грейвер Т. Н., Лазаренков В. Г. Современное состояние и технологические перспективы производства платиновых металлов из хромитовых руд. СПб. Недра. 2001. [Petrov G. V., Graver T. N., Lazarenkov V. G. The current state and technological prospects for the production ofplatinum metals from chromite ores. SPb. The bowels. 2001. (in Russian)]
- Изоитко В. М. Технологическая минералогия и оценка руд. СПб.: Наука. 1997. [Izoitko V. M. Technological mineralogy and evaluation of ores. Spb.: Science. 1997. (in Russian)]
- Мозгова Н. Н., Цепин А. И. Блеклые руды: (Особенности химического состава и свойств). Наука, 1983. [Mozgova N. N., Tsepin A. I. Pale ores: (Features of chemical composition and properties). Science, 1983. (in Russian)]
- Пшеничный Г. Н. Блеклые руды колчеданных месторождений. Л.: Наука, 1987. [Wheat G. N. Pale ores of pyrite deposits. L.: Nauka, 1987. (in Russian)]
- Anderson C. G., Nordwick S. M., KrySL. E. Processing of antimony at the Sunshine mine. Residues and Effluents: Processing and Environmental Considerations. 1992. 349-366.
- Anderson C. G. The chemical analysis of industrial alkaline sulfide hydrometallurgical processes. The Society of Mineral Analysts and the Canadian Mineral Analysts Annual Meeting, Spokane, Washington. 2002. 236.
- Awe S. A., Samuelsson C., Sandstrom A. Dissolution kinetics of tetrahedrite mineral in alkaline sulphide media. Hydrometallurgy. 2010. 103. № . 1-4. 167-172.
- Awe S. A. Hydrometallurgical upgrading of a tetrahedrite-rich copper concentrate: дис. Lulea tekniska universitet, 2010.
- Balaz P., Achimovicova M. Selective leaching of antimony and arsenic from mechanically activated tetrahedrite, jamesonite and enargite. International Journal of Mineral Processing. 2006. 81. № . 1. 44-50.
- Curreli L. et al. Arsenic leaching from a gold bearing enargite flotation concentrate. Hydrometallurgy. 2009. 96. № . 3. 258-263.
- Ягудина Ю. Р. Разработка и обоснование параметров комбинированной технологии переработки теннантитсодержащих руд медно-колчеданных месторождений Урала: дис. Магнитог. гос. техн. ун-т им. Г. И. Носова, 2015. [Yagudina Yu. R. Development and substantiation ofparameters of the combined technology for processing tennantite-containing ores of copper-pyrite deposits of the Urals: dis. Magnetog. gos. tech. G. I. Nosov Univ., 2015. (in Russian)]
- Мастюгин С. А. и др. Шламы электролитического рафинирования меди и никеля. Екатеринбург: УрФУ 2013. [Mastyugin S. A. et al. Electrolytic refining slurries of copper and nickel. Yekaterinburg: UrFU. 2013. (in Russian)]
- Davenport W.G., King M. J., Rogers B., Weissenberger A. Sulfuric acid manufacture. Proceeding of Southern African Pyrometallurgy International Conference. Johannesburg, 2006, 1-16.
- Baba A. A. et al. A review on novel techniques for chalcopyrite ore processing. International journal of mining engineering and mineral processing. 2012.
- Черемисина О. В., Эль-Салим С. З. Современные методы аналитического контроля промышленных газов. Записки Горного института. 2017. 228. [Cheremisina O. V., El-Salim S. Z. Modern methods of analytical control of industrial gases. Notes of the Mining Institute. 2017. 228. (in Russian)]
- Csavina J. et al. A review on the importance of metals and metalloids in atmospheric dust and aerosol from mining operations. Science of the Total Environment. 2012. 433. 58-73.
- Lane D. J. et al. Selective leaching of penalty elements from copper concentrates: A review. Minerals Engineering. 2016. 98. 110-121.
- Nazari A. M., Radzinski R., Ghahreman A. Review of arsenic metallurgy: Treatment of arsenical minerals and the immobilization of arsenic. Hydrometallurgy. 2017. 174. 258-281.
- Александрова Т. Н., Ушаков Е. К., Орлова А. В. Метод типизации медно-цинко-вых руд сложного состава с применением нейросетевых моделей. Горный информационно-аналитический бюллетень (научно-технический журнал). 2020. 5. [Alexandrova T. N., Ushakov E. K., Orlova A. V. Method of typing copper-zinc ores of complex composition using neural network models. Mining information and Analytical bulletin (scientific and technical journal). 2020. 5. (in Russian)]
- Aleksandrova T., Romanenko S., Arustamian K. Research of slurry preparation before selective flotation for sulphide-polymetallic ores. IMPC 2018-29th International Mineral Processing Congress. 2019. 2071-2078.
- Dreisinger D. Copper leaching from primary sulfides: Options for biological and chemical extraction of copper. Hydrometallurgy. 2006. 83. 1-4. 10-20.
- Ivanov B. S. et al. Conditioning of low grade concentrates produced by autoclave oxidation leaching of copper-zinc ore. Non-ferrous Metals. 2015. 1. 21-24.
- Иванов Б. С. и др. Возможность гидрометаллургического кондиционирования низкосортных концентратов, полученных при переработке медно-цинковых колчеданных руд. Цветные металлы. 2014. 11. 42-46. [Ivanov B. S. et al. The possibility of hydrometallurgical conditioning of low-grade concentrates obtained during the processing of copper-zinc pyrite ores. Non-ferrous metals. 2014. 11. 42-46. (in Russian)]
- Aulmore M., Muir D.. Minerals Eng. 2001. 14. 2. 135-174; Miner. Metall. Process. 2001. 18. 4. 221-227.
- Seward T. M. Thio complexes of gold and the transport of gold in hydrothermal ore solutions. Geochimica et Cosmochimica Acta. 1973. 37. 3. 379-399.
- Stefansson A., Seward T. M. Gold (I) complexing in aqueous sulphide solutions to 500 C at 500 bar. Geochimica et Cosmochimica Acta. 2004. 68. 20. 4121-4143.
- Adams M. D. (ed.). Advances in gold ore processing. Elsevier, 2005.
- Parada F., Jeffrey M. I., Asselin E. Leaching kinetics of enargite in alkaline sodium sulphide solutions. Hydrometallurgy. 2014. 146. 48-58.
- Anderson C. G. Alkaline sulfide gold leaching kinetics. Minerals Engineering. 2016. 92. 248-256.
- Фокина С. Б. Методы очистки мышьяксодержащих сточных вод металлургических производств. Горный информационно-аналитический бюллетень (научно-технический журнал). 2012. 2. 406-409. [Fokina S. B. Methods of purification of arsenic-containing wastewater of metallurgical industries. Mining information and Analytical bulletin (scientific and technical journal). 2012. 2. 406-409. (in Russian)]
- Черемисина О. В., Пономарева М. А., Болотов В. А. Сорбционная очистка технологических газов металлургического производства от серосодержащих компонентов. Вестник Южно-Уральского государственного университета. Серия: Металлургия. 2019. 19. 2. 71-78. [Cheremisina O. V., Ponomareva M. A., Bolotov V. A. Sorption purification of technological gases of metallurgical production from sulfur-containing components. Bulletin of the South Ural State University. Series: Metallurgy 2019. 19. 2. 71-78. (in Russian)]
- Фещенко Р. Ю. и др. Повышение окислительной стойкости графитированных блоков для электролитического производства магния методом пропитки фосфатными растворами. Цветные металлы. 2022. 1. 24-29. [Feshchenko R. Yu. et al. Increasing the oxidative resistance of graphite blocks for electrolytic production of magnesium by impregnation with phosphate solutions. Non-ferrous metals. 2022. 1. 24-29. (in Russian)]
- Викентьев И. В. Новое в минералогии колчеданных месторождений Урала. Вестник Российского университета дружбы народов. Серия: Инженерные исследования. 2009. 1. 17-22. [Vikentiev I. V. New in mineralogy of pyrite deposits of the Urals. Bulletin of the Peoples' Friendship University of Russia. Series: Engineering Research. 2009. 1. 17-22. (in Russian)]
- Грейвер Т. Н., Зайцева И. Г., Косовер В. М. Селен и теллур. Металлургия. 1977. 3. [Graver T. N., Zaitseva I. G., Kosover V. M. Selenium and tellurium. Metallurgy. 1977. 3. (in Russian)]
- Kovyazin, O. Gureva, M. Skachkova, M. Shubina. Provision of green spaces in urbanized areas of St. Petersburg. IOP Conference Series: Earth and Environmental Science: 6, Politics, Industry, Science, Education, St. Petersburg, 26-28 мая 2021 года. St. Petersburg, 2021. 012043. DOI 10.1088/1755-1315/876/1/012043. EDN QFAQAB.
