Особенности проектирования многослойных фильтровальных материалов из трикотажа

Автор: Черногузова Инна Григорьевна
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (21), 2011 года.
Бесплатный доступ
Рассмотрены особенности проектирования многослойных фильтрованных материалов на базе основовязального трикотажа платированного и комбинированного уточно-платированного переплетений с использованием полиэфирных комплексных гладких и текстурированных нитей. Уточнена формула расчета длины нити в петле с учётом свойства текстурированных растяжимых нитей усаживаться в процессе петлеобразования. Рассчитано и экспериментально подтверждено значение коэффициента объемности текстурированной нити, что позволяет на стадии проектирования фильтровального трикотажа с учётом диаметра исходной нетекстурированной нити определить диаметр текстурированной растяжимой нити, заработанной в трикотажное фильтровальное полотно.
Многослойные фильтровальные материалы, особенности проектирования, многослойные материалы, трикотажные полотна, комплексные нити, трикотажные материалы, структуры трикотажа, полиэфирные нити, основовязаный трикотаж, трикотажные переплетения, платированные переплетения, комбинированные переплетения, уточно-платированные переплетения, выработка трикотажа, фильтровальные материалы, проектирование материалов, характеристики полотен, текстурированные нити
Короткий адрес: https://sciup.org/142184712
IDR: 142184712
Features of designing of multilayered filtering knitted materials
The features of designing of multilayer filtered materials on base of warp knitted materials with plated and weft-plated combined interlacings with use of polyester complex smooth and texture-oriented yarns. The formula of calculation of yarn length in a loop is specified in view of property texture-oriented extensible yarns to shrink in looping process. The voluminosity coefficient of texture-oriented yarn is analyzed and confirmed by the experiments. It allowes to define the diameter of texture-oriented stretch yarn knitted in a filter knitted cloth.
Текст научной статьи Особенности проектирования многослойных фильтровальных материалов из трикотажа
Фильтрующие перегородки для аэрозолей (газопылевых систем) представляют собой самую существенную часть фильтра, и от правильного их выбора во многом зависит производительность фильтровального оборудования и чистота получаемого фильтрата. В связи с этим проектирование новых многослойных фильтровальных материалов из трикотажа целесообразно осуществлять с учётом предъявляемых к фильтровальным материалам для аэрозолей требований. К числу таких требований можно отнести оптимальную структуру фильтровального материала, обеспечивающую высокую проницаемость для фильтруемой среды при стабильности размеров пор фильтровального материала в процессе его использования.
Анализ известных структур и способов выработки трикотажа с целью оценки перспектив их применения для многослойных фильтрующих перегородок для аэрозолей позволил выбрать в качестве базовой структуры для фильтровального трикотажа структуру малорастяжимого основовязаного трикотажа гладкого платированного переплетения.
Трикотаж такой структуры отличается не только низкой растяжимостью, но и имеет более равномерное распределение пор как на поверхности полотна, так и по его толщине, по сравнению с трикотажем других структур. Кроме того, изменение элементов структуры малорастяжимого трикотажа позволяет варьировать его физико-механические свойства в зависимости от требований, предъявляемых к фильтровальным материалам. Так, варьирование заправочными и технологическими параметрами, а также введение в структуру трикотажа дополнительных элементов позволяет изменять величину поверхностного и объёмного заполнения трикотажа, его толщину. В свою очередь изменение вышеназванных показателей способствует изменению фильтрующих свойств материалов. Так, увеличение поверхностного заполнения лобового слоя способствует уменьшению количества и размера сквозных пор в нём и, следовательно, уменьшению коэффициента проскока твёрдых частиц, увеличению тонкости фильтрации. Увеличение объёмного заполнения и толщины трикотажа может способствовать увеличению пылеёмкости и задерживающей способности фильтрующей перегородки. Однако при этом следует учитывать возможный рост аэродинамического сопротивления фильтровального материала.
Варьировать поверхностное и объёмное заполнение трикотажа базовой структуры, его толщину можно посредством изменения линейной плотности нитей и их структуры, плотности вязания полотна, а также ввязыванием уточных нитей. Таким образом, варианты многослойных фильтровальных материалов основовязаного способа производства могут отличаться друг от друга заправочными данными и технологическими параметрами.
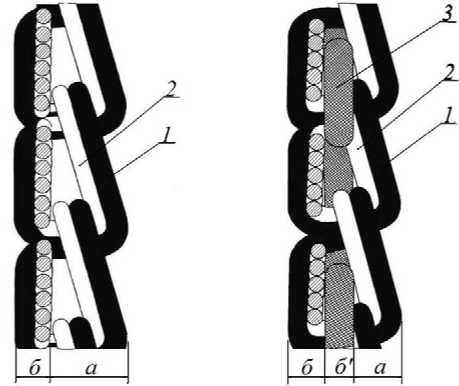
На рисунке представлен продольный разрез геометрической модели трикотажного фильтровального полотна, структура которого позволяет создать в фильтровальном материале несколько фильтрующих слоёв [1].
Для выработки лобового слоя (а) фильтровального трикотажа выбрано гладкое платированное переплетение, где в качестве грунта использованы переплетения: трико, производное трико различной игольности, а в качестве платированного (покровного) переплетения - цепочка, трико, сукно. Параллельно ориентированные протяжки грунта позволяют создать внутренний фильтрующий слой (б), надежно фиксируемый в структуре фильтровального трикотажа протяжками платированного (покровного) переплетения. В структуру некоторых вариантов фильтровальных материалов введена уточная нить, что позволяет не только повысить объёмное заполнение и прочностные характеристики фильтровальных материалов, но и сформировать дополнительный фильтрующий слой (б’).
Так как выбранная структура трикотажных фильтровальных полотен сочетает в себе платированное и уточное переплетение, то рабочий процесс получения такого фильтровального трикотажа должен сочетать в себе все особенности процесса выработки трикотажа данных переплетений и может быть реализован на стандартном вязальном оборудовании.
Расчёт основных технологических показателей трикотажных фильтровальных материалов осуществлялся по методике, предложенной Марисовой О.И. [2] для малорастяжимых основовязаных переплетений.
Последовательность расчёта включала в себя четыре основных этапа: определение диаметров нитей, определение петельного шага и высоты петельного ряда, определение длины нити в петле, определение поверхностной плотности трикотажного фильтровального полотна.
С учётом результатов расчёта основных технологических показателей осуществлена экспериментальная выработка полиэфирного трикотажного фильтровального полотна четырёх вариантов, отличающихся заправочными данными [1]. Для вязания фильтровального трикотажа использованы комплексные нити: текстурированная среднерастяжимая нить линейной плотности 12 текс (растяжимость 27 %), гладкая высокоусадочная нить технического назначения линейной плотности 16,8 текс, гладкая высокопрочная нить линейной плотности
29,4 текс. Вязание трикотажных фильтровальных полотен осуществлялось при соблюдении принципа образования малорастяжимых переплетений с учётом факторов, обеспечивающих стабильность процесса вязания на основовязальной машине марки «Кокетт-4».
I) II)
Рисунок – Продольный разрез геометрической модели фильтровального трикотажа, выработанного платированным (I) и комбинированным уточно-платированным (II) переплетениями:
1 – платированная нить; 2 – грунтовая нить; 3 – уточная нить; а – лобовой фильтрующий слой; б, б’ – фильтрующие слои
Результаты экспериментальной выработки фильтровального трикотажа свидетельствуют о том, что суровые фильтровальные полотна имеют отклонения фактических значений основных технологических показателей от их расчётных значений. Высказано предположение, что это обусловлено несоответствием реальной структуры фильтровального трикотажа геометрической модели, принятой для расчёта технологических показателей трикотажных фильтровальных материалов. Нити, образующие протяжки грунтового переплетения, располагаются не параллельно друг над другом в одной плоскости, а, плотно соприкасаясь, смещены относительно друг друга. При этом форма их поперечного сечения имеет вид не окружности, а замкнутой кривой сложной конфигурации, обусловленной характером расположения элементарных нитей в комплексных нитях. Расположение нитей, образующих протяжки производного трико, жгутом способствует тому, что фактическое значение высоты петельного ряда меньше его расчётного значения. Кроме того, использование для вязания фильтровального трикотажа текстурированных растяжимых нитей за счёт их упруго-эластических свойств способствует уменьшению длины нити в петле трикотажного фильтровального полотна и повышению его плотностных характеристик.
Высказанное предположение подтверждено экспериментально при анализе реальной структуры фильтровального трикотажа с использованием оптических методов исследования. Исследования структуры фильтровального трикотажа проводились при 56-кратном увеличении с использованием стереоскопического микроскопа марки МБС-9.
Результаты выработки трикотажных фильтровальных полотен свидетельствуют о том, что текстурированная нить в процессе вязания фильтровального полотна распрямляется на величину своей максимальной растяжимости, а после снятия трикотажного фильтровального полотна с вязальной машины усаживается. При этом величина усадки текстурированной нити при выработке фильтровального трикотажа комбинированным уточно-платированным переплетением изменяется в диапазоне растяжимости нити (19,7 – 21,6) %, а при выработке фильтровального трикотажа платированным переплетением составляет 23,5 %.
На основании результатов исследований уточнена формула расчёта длины нити в петле, использование которой позволяет повысить точность расчёта основных технологических показателей для трикотажных фильтровальных полотен указанных вариантов заправок по методике, традиционно используемой для расчета технологических показателей трикотажа малорастяжимых основовязаных переплетений. Особенность предложенной формулы расчета длины нити в петле заключается в учёте свойства текстурированных растяжимых нитей усаживаться в процессе петлеобразования. Так, расчет длины нити в петле переплетения цепочка следует осуществлять по формуле (1), переплетения трико (производное трико) – по формуле (2), уточного переплетения – по формуле (3).
l ц = l т • k p , (1)
l m = l T • k p , (2)
l y = l T • k p , (3)
где l ц , l т , l y – длина нити в петле переплетения цепочка, трико (производное трико) и уточное соответственно, мм; lц т , l т т , ly т – длина нити в петле переплетения цепочка, трико (производное трико), уточное соответственно, рассчитанная по традиционной методике расчета для трикотажа малорастяжимых переплетений, мм; k p – коэффициент, учитывающий усадку текстурированной нити.
Расчетное значение длины нити в петле, полученное с использованием традиционной методики расчета, предложенной Марисовой О.И. [2], и значение коэффициента, учитывающего усадку текстурированной нити, для трикотажных фильтровальных полотен приведены в таблице 1.
Таблица 1 – Характеристики трикотажных фильтровальных полотен
|
Наименование показателя |
Номер гребёнки вязальной машины |
||
|
1 гребёнка |
2 гребёнка |
3 гребёнка |
|
|
1 |
2 |
3 |
4 |
|
Трикотажное фильтровальное полотно 1-го варианта |
|||
|
Линейная плотность нити, текс / переплетение |
29,4 / уточное со сдвигом на два игольных шага |
12,0 / 5-игольное трико |
16,8 / цепочка |
|
Расчетное значение длины нити в петле, мм |
2,38 |
7,85 |
4,25 |
|
Коэффициент, учитывающий усадку текстурированной нити |
0,71 |
0,80 |
0,92 |
|
Трикотажное фильтровальное полотно 2-го варианта |
|||
|
Линейная плотность нити, текс / переплетение |
29,4 / уточное со сдвигом на один игольный шаг |
12,0 / 5-игольное трико |
16,8 / цепочка |
Окончание таблицы 1
|
1 |
2 |
3 |
4 |
|
Расчётное значение длины нити в петле, мм |
1,50 |
7,35 |
3,55 |
|
Коэффициент, учитывающий усадку текстурированной нити |
0,60 |
0,78 |
0,96 |
|
Трикотажное фильтровальное полотно 3 - го варианта |
|||
|
Линейная плотность нити, текс / переплетение |
29,4 / уточное со сдвигом на один игольный шаг |
12,0 / 5- игольное трико |
16,8 / трико |
|
Расчётное значение длины нити в петле, мм |
1,50 |
7,25 |
3,98 |
|
Коэффициент, учитывающий усадку текстурированной нити |
0,54 |
0,73 |
0,85 |
|
Трикотажное фильтровальное полотно 4 - го варианта |
|||
|
Линейная плотность нити, текс / переплетение |
12,0 / 6- игольное трико |
16,8 / цепочка |
|
|
Расчётное значение длины нити в петле, мм |
8,20 |
3,35 |
– |
|
Коэффициент, учитывающий усадку текстурированной нити |
0,87 |
0,98 |
– |
На основании результатов экспериментальных исследований установлено, что величина коэффициента, учитывающего усадку текстурированной нити, для фильтровального трикотажа комбинированного уточно-платированного переплетения имеет разное значение, несмотря на одинаковые линейную плотность нити и переплетение, характерные для одних и тех же гребенок. Данная особенность может быть обусловлена тем, что на величину усадки текстурированной нити в процессе вязания фильтровального трикотажа комбинированного уточно-платированного переплетения существенное влияние оказывают варианты заправок всех имеющихся гребенок вязальной машины. Следовательно, при проектировании трикотажных фильтровальных материалов комбинированного уточно-платированного переплетения с заданными свойствами при расчете длины нити в петле целесообразно учитывать диапазон возможных значений коэффициента усадки текстурированной нити.
Следует отметить, что для проектирования фильтровального трикотажа с максимальным заполнением структуры волокнистым материалом помимо особенностей строения нитей, используемых для его вязания, необходимо учитывать и состояние нитей, вработанных в трикотажное фильтровальное полотно. Особое значение это имеет по отношению к текстурированной нити, которой, как известно, помимо растяжимости присуща объемность, также изменяемая в процессе вязания трикотажного полотна.
Известно [3], что коэффициент объемности текстурированной нити, заработанной в трикотажное полотно, определяется как отношение расчетных диаметров текстурированной и исходной, нетекстурированной нитей. Расчетный диаметр исходной, нетекстурированной нити можно найти по известной формуле, зная линейную плотность нити в свободном состоянии [3]. Величину расчетного диаметра текстурированной нити, заработанной в трикотаж, принято определять по формуле dрзт = 375.10-8 [(У + 100)(m + 100)] • 7Тисх /5исх , (4)
где d рзт – расчетный диаметр текстурированной нити, заработанной в трикотажное полотно, мм; У – усадка трикотажного полотна, %; m – коэффициент, характеризующий величину усадки нити в процессе текстурирования (условно может быть принят равным растяжимости текстурированной нити); Тисх – линейная плотность исходной, нетекстурированной нити, текс; δисх – объемная масса исходной, нетекстурированной нити, г/см3.
Тогда с учётом фактических значений усадки трикотажного фильтровального полотна после снятия его с вязальной машины [(0,5-1,5) %] и величины растяжимости текстурированной нити [(19,7-26,5) %] рассчитано значение коэффициента объёмности текстурированной нити, заработанной в фильтровальное полотно. Так, для фильтровального трикотажа, выработанного комбинированным уточно-платированным переплетением (трикотажные фильтровальные полотна вариантов 1 – 3), коэффициент объёмности текстурированной нити находится в диапазоне (1,20 – 1,23), а для платированного фильтровального трикотажа (трикотажное фильтровальное полотно 1-го варианта) равен 1,28.
Величина расчётного диаметра текстурированной нити, заработанной в трикотажное фильтровальное полотно, при этом составила: для трикотажного фильтровального полотна 1-го варианта – 0,171 мм; для трикотажного фильтровального полотна 2-го варианта – 0,169 мм; для трикотажного фильтровального полотна 3-го варианта – 0,167 мм; для трикотажного фильтровального полотна 4-го варианта – 0,178 мм.
Значение расчётного диаметра текстурированной нити, используемого для определения коэффициента объёмности текстурированной нити, проверено экспериментально по срезам фильтровальных полотен с использованием стереоскопического микроскопа марки МБС-9 при 56-кратном увеличении.
Величина фактического диаметра текстурированной нити, заработанной в фильтровальное полотно, получена как средняя величина из 50 замеров и равна: для фильтровального трикотажа 1-го варианта – 0,164 мм; для фильтровального трикотажа 2-го варианта – 0,163 мм; для фильтровального трикотажа 3-го варианта – 0,161 мм; для фильтровального трикотажа 4-го варианта – 0,172 мм. Статистическая обработка результатов исследования свидетельствует о том, что относительное отклонение фактического диаметра текстурированной нити, заработанной в трикотажное фильтровальное полотно, от его расчётного значения находится в пределах допустимой для текстильной промышленности величины – не превышает 5 % (таблица 2).
Таблица 2 – Результаты статистической обработки по показателю «фактический диаметр» текстурированной нити, заработанной в трикотажное фильтровальное полотно
|
Наименование статистического показателя |
Трикотажное фильтровальное полотно 1-го варианта |
Трикотажное фильтровальное полотно 2-го варианта |
Трикотажное фильтровальное полотно 3-го варианта |
Трикотажное фильтровальное полотно 4-го варианта |
|
1 |
2 |
3 |
4 |
5 |
|
Среднее квадратическое отклонение, мм |
0,004 |
0,006 |
0,005 |
0,007 |
|
Дисперсия, мм |
1,6·10-5 |
3,6·10-5 |
3,1·10-5 |
4,3·10-5 |
|
Абсолютная ошибка среднего, мм |
0,001 |
0,002 |
0,002 |
0,002 |
Окончание таблицы 2
|
1 |
2 |
3 |
4 |
5 |
|
Относительная ошибка среднего, % |
1,0 |
1,0 |
1,0 |
1,1 |
|
Коэффициент вариации, % |
2,7 |
3,4 |
3,5 |
3,8 |
|
Отклонение фактического значения диаметра текстурированной нити от его расчётного значения, % |
4,1 |
3,6 |
3,6 |
3,4 |
Таким образом, на основании результатов теоретических и экспериментальных исследований установлено, что при проектировании многослойных фильтровальных материалов основовязаного способа производства необходимо учитывать следующие особенности:
– реальная структура трикотажных фильтровальных полотен будет иметь существенные отличия от её геометрической модели. Это обусловлено смещённым характером расположения относительно заданных плоскостей как комплексных, так и элементарных нитей каждого составляющего платированного и уточно-платированного переплетения, а также структурными особенностями использованных нитей;
– при расчёте основных технологических показателей фильтровального трикотажа необходимо учитывать усадку текстурированной нити, что будет способствовать уменьшению длины нити в петле и увеличению плотностных характеристик фильтровального трикотажа;
– расчётное значение коэффициента объемности текстурированной нити, заработанной в трикотажное фильтровальное полотно, позволит судить о заполнении структуры фильтровального трикотажа волокнистым материалом и тем самым спрогнозировать его фильтрующие свойства.
Список литературы Особенности проектирования многослойных фильтровальных материалов из трикотажа
- Черногузова, И. Г. Проектирование многослойных фильтровальных трикотажных материалов для аэрозолей: автореф. … дис. канд. тех. наук: 05.19.02/И. Г. Черногузова; УО «ВГТУ». -Витебск, 2008. -26 с.
- Марисова, О. И. Трикотажные рисунчатые переплетения/О. И. Марисова. -2 изд., перераб. и доп. -Москва: Лёгкая и пищевая пром-сть, 1984. -216 с.
- Смирнов, Л. С. Технология трикотажа из текстурированных нитей/Л. С. Смирнов. -Москва: Легкая индустрия, 1975. -168 с.
