Особенности проектирования технологических процессов механообрабатывающего производства в условиях импортозамещения

Автор: Маданов Александр Владимирович, Лотоцкий Артем Михайлович, Кораблва Ангелина Александровна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-3 т.18, 2016 года.
Бесплатный доступ
Статья посвящена проблеме повышения качества технологических процессов путем использования САПР ТП. Разработан метод перевода технологических процессов из бумажного представления в электронный вид. В работе приведены основные шаги методики проектирования электронных технологических процессов в САПР ТП «ТеМП-2». Рассказывается о роли методики для разработки интегрированной автоматизированной системы управления производством. Представлена схема новой автоматизированной системы формирования и управления комплектом электронной технологической документации.
Технологический процесс, сапр тп, mdm системы, автоматизированные системы
Короткий адрес: https://sciup.org/148204724
IDR: 148204724 | УДК: 658.512.4
Special aspects of the machining manufacturing processes design under import substitution
The article describes the problem of manufacturing processes quality improvement by using of the CAPP system. The method of manufacturing processes digitizing from paper to electronic form is developed. The article suggests the basic steps of the manufacturing processes design methodology in CAPP «TeMP-2». The article describes the role of the methodology for the integrated automated control system development. The scheme of the new automated system for digital manufacturing documentation design and management is developed.
Текст научной статьи Особенности проектирования технологических процессов механообрабатывающего производства в условиях импортозамещения
Для современного авиастроения одной из важных и актуальных задач является автоматизация проектирования технологических процессов. Решение данной задачи позволит повысить эффективность технологического проектирования и осуществлять технологическое планирование производственных ресурсов.
Повышение качества разработанного комплекта технологической документации, обеспечение и поддержка актуального состояния исходных данных, хранение комплекта электронной технологической документации (ЭТД) в структурированном виде возможно при помощи систем автоматизированного проектирования технологических процессов (САПР ТП).
В настоящее время на авиастроительном предприятии АО «Авиастар-СП» выполняется проект «Интегрированная автоматизированная система управления производством».
Целью выполнения данного проекта является сокращение трудоёмкости и цикла технологической подготовки производства за счёт разработки
и применения автоматизированных систем при внутрицеховом планировании, а также формировании и управлении комплектом ЭТД.
Одним из направлений данного проекта является формирование и управление электронными техпроцессами (ЭТП) цехов изготовителей.
ЭТП представляет собой информационный объект, выполненный как структурированный набор данных, имеющий содержательную и реквизитные части, описывающий конструктивно-технологические характеристики и содержащий упорядоченную последовательность взаимосвязанных действий направленных на изменение предмета труда. ЭТП формируется из информационных объектов, хранящихся в базах данных информационной среды предприятия на условиях их автоматической ассоциированной поддержки с информационным объектом, описывающим изделие и его компоненты.
СОСТОЯНИЕ НА ДАННЫЙ МОМЕНТ
В качестве объекта исследования данной работы была выбрана САПР ТП «ТеМП-2». САПР ТП «ТеМП-2» позволяет проектировать технологические процессы с учётом автоматизированного расчёта цикловых графиков сборки изделий, нормирования операций и переходов на основе информации из альбомов норм времени выполнения работ. Данная система интегрирована с PDM-системой предприятия и позволяет хранить технологические процессы в базе данных предприятия в виде дерева операций и переходов, содержащего информацию о применяемом оборудовании, инструменте и оснащении. В основе САПР ТП «ТеМП-2» лежит метод многоуровневого моделирования технологических процессов с использованием электронных макетов изделий, элементов производственной системы и интеллектуальной информационной среды технологического проектирования [1].
Система автоматизированного проектирования технологических процессов «ТеМП-2» основана на применении метода формализации технологических данных [2]. Данный метод заключается в представлении в программном виде алгоритмов проектирования технологических операций и переходов. Первичным структурным элементом информационной среды является базовый технологический модуль (БТМ), который представляет собой модель проектирования однопереходной типовой технологической операции и включает в себя информацию, необходимую для проектирования рабочих операций и переходов в среде «ТеМП-2». Комплексный технологический модуль (КТМ) является совокупностью базовых технологических модулей с общими конструктивными и технологическими признаками в информационной среде САПР ТП «ТеМП-2». КТМ представляет собой модель проектирования типовой технологической операции, состоящей из одного или нескольких переходов.
Алгоритм разработки базовых и комплексных технологических модулей основан на реализованном в виде программы языке формализации технологических данных.
Комплекс работ по разработке БТМ содержит следующие этапы [2]:
-
1) Разработка перечня типовых технологических операций и переходов. При составлении классификатора видов работ БТМ объединяются в группы по способам выполнения работ.
-
2) Разработка модели, предназначенной для описания идентификатора, записи решения (текста операции или перехода), факторов нормирования и параметров для расчета технологических режимов, а также ссылки на модели автоматизированного расчета нормы времени.
-
3) Разработка модели, предназначенной для задания факторов проектирования и содержательной части типового технологического перехода.
-
4) Разработка модели выбора оборудования и инструмента.
-
5) Разработка модели выбора инструкции по охране труда.
-
6) Разработка модели выбора технических требований.
Для формирования модели типовой технологической операции (КТМ) необходимо выполнить следующие работы:
-
1) Разработка модели запроса вариантов исполнения работ.
-
2) Разработка модели формирования последовательности технологических переходов в типовой технологической операции.
-
3) Разработка модели запроса данных для
формирования содержательной части типового технологического перехода.
-
4) Разработка модели формирования кода и наименования типовой технологической операции.
-
5) Разработка модели согласования данных по номеру параметра для формирования содержательной части типового технологического перехода.
Для расчета нормативов выполнения технологических операций и переходов в информационной среде САПР ТП «ТеМП-2» производится разработка моделей нормирования. Данная модель представляет собой алгоритм расчета норм времени, основанный на данных, представленных в альбомах нормативно-справочной информации. Данные альбомы содержат таблицы по отдельным видам работ, рекомендации по выполнению работы, расчетные формулы и уравнения, позволяющие сформировать алгоритм для расчета времени выполнения технологической операции или перехода.
Однако, информационное обеспечение и интерфейс САПР ТП «ТеМП-2» ориентированы под специфику агрегатно-сборочного производства (АСП) и производства окончательной сборки (ПОС). В настоящее время возможности САПР ТП «ТеМП-2» не позволяют производить проектирование и управление технологической документацией по всем производствам предприятия.
Технологические процессы цехов основного производства в настоящее время формируются с использованием разработанной на АО «Авиастар-СП» системы «Проект-ТП», либо пишутся вручную. Данные способы не позволяют автоматизировать процессы нормирования работ, управления технологической документацией, хранить ТП в структурированном виде.
С целью повышения конкурентоспособности предприятия возникает необходимость в ведении комплекта технологической документации в электронном виде и осуществления автоматизированного планирования производственных ресурсов.
Для решения поставленной задачи необходимо обеспечить разработку технологических процессов всех производств предприятия в единой системе автоматизированного проектирования технологических процессов.
САПР ТП должна позволять автоматизировать процессы нормирования операций и переходов, хранить ТП в структурированном виде в БД предприятия, использовать единый источник нормативно-справочной информации (НСИ) – систему управления НСИ Semantic и работать в едином информационном пространстве предприятия. PDM-система предприятия должна обеспечивать процессы управления технологической документацией, разработанной в САПР ТП.
Необходимо совершенствование программного обеспечения САПР ТП «ТеМП-2» и раз- работка информационного обеспечения, ориентированного под все типы производства АО «Авиастар-СП».
РАЗРАБОТКАИНФОРМАЦИОННОГО ОБЕСПЕЧЕНИЯ
Для оценки возможности применения САПР ТП «ТеМП-2» для цехов механо-каркасного и механо-сборочного производств (МКП и МСП) и определения перечня работ и трудоёмкости его совершенствования с учётом информационного взаимодействия с системами предприятия в 2015 году выполнен проект по разработке информационного обеспечения САПР ТП «ТеМП-2» для пилотного цеха.
По предложению заказчика необходимые подготовительные работы были выполнены на примере пилотного цеха механо-каркасного производства, оснащённого оборудованием с ЧПУ.
Целью пилотного проекта являлась подготовка к применению САПР ТП «ТеМП-2» для проектирования технологических процессов цехов МКП за счёт разработки информационного обеспечения для пилотного цеха.
Для достижения данной цели в проекте были поставлены следующие задачи:
-
1) разработка информационного обеспечения для проектирования типовых технологических переходов пилотного цеха МКП на основе альбомов нормативов времени выполнения работ;
-
2) разработка информационного обеспечения для проектирования технологических операций
пилотного цеха МКП на основе нормативов времени выполнения работ;
-
3) разработка моделей нормирования типовых технологических операций и переходов пилотного цеха МКП;
-
4) разработка методики проектирования ЭТП в САПР ТП «ТеМП-2».
В результате разработано информационное обеспечение САПР ТП «ТеМП-2», необходимое для проектирования электронных технологических процессов пилотного цеха. На данном этапе была отработана методика формирования базовых и комплексных технологических модулей, необходимых для автоматизированного проектирования технологических процессов на базе САПР ТП «ТеМП-2» для пилотного цеха МКП. Это позволит сократить трудоемкость формирования и внедрения информационного обеспечения в цехах-изготовителях авиастроительного предприятия.
При разработке информационного обеспечения применялась актуализированная нормативно-справочная информация, хранящаяся в Master Data Management (MDM) системе «Semantic».
Для наполнения базы данных САПР ТП «ТеМП-2» актуальной НСИ из базы данных ПО «Semantic» было разработано программное обеспечение на основе API функций ПО «Semantic». Интерфейс программы представлен на рис. 1.
Алгоритм работы программы заключается в поиске группы либо позиции инструмента в базе данных ПО Semantic, выгрузке данных в формат MS EXCEL (см. рис. 2) и загрузке данных в БД САПР ТП «ТеМП-2» (рис. 3).
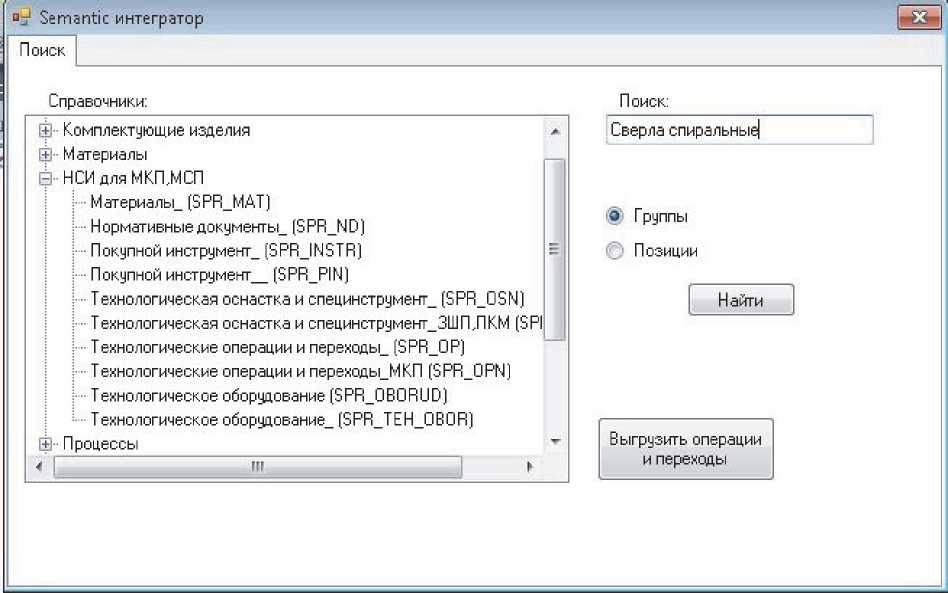
Рис. 1. Окно поиска позиций и групп покупного инструмента
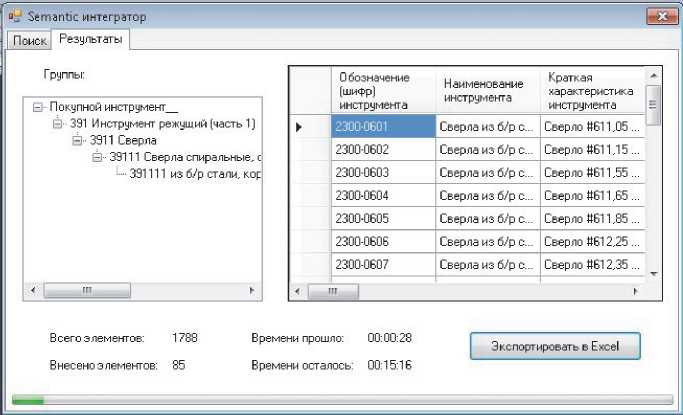
Рис. 2. Окно выгрузки результатов поиска в MS EXCEL
"J Внесение данных вТеМП2 Г^1 ГвП®
Добавить группу | Настройки
я^ Внесение данных в ТеМП2 | о |Пв||^^е|
Добавить группу [ Настройки
Наименование столбца с наименованием В
Н аименование столбца с обозначешем А
Наименование столбца с документом Е
Намиенование столбца с годом документа Е
Записано файлов i ~ 1
| Записать I fa^_el
-
♦ ' Режуща инструмент
-
< _) Вспомогательный процесс
-
© Слесарно-монтажный инструмент
О Средства измерения
* Материалы
-
V Оборудование
Операции
Рис. 3. Окна внесения данных из MS EXCEL в САПР ТП «ТеМП-2»
РАЗРАБОТКА МЕТОДИКИПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ
Разработана методика проектирования ЭТП в САПР ТП «ТеМП-2» для механо-каркасного производства с применением необходимых технологических данных, хранящихся в автоматизированных системах АО «Авиастар-СП».
Для разработки методики был проведён анализ структуры технологического процесса механо-каркасного производства. Данная структура приведена на рис. 4.
Данная методика позволяет повысить эффективность работы технологов при добавлении новых видов работ в САПР ТП «ТеМП-2» механо-каркасного производства авиастроительного предприятия. Исходя из основных этапов проектирования технологического процесса в рамках данной работы были выделены следующие этапы проектирования ЭТП используя САПР ТП «ТеМП-2»:
-
1. анализ и заполнение атрибутивной информации ЭТП (масса детали, вид и габаритные размеры заготовки, материал заготовки, серия введения и серия ограничения);
-
2. формирование маршрута обработки детали;
-
3. проектирование технологических операций и переходов, заполнение факторов проектирования и нормирования;
-
4. формирование карты эскизов на основе электронной модели детали;
-
5. расчет норм времени выполнения операций и переходов;
-
6. формирование комплекта технологической документации в виде заполненных печатных форм MS EXCEL.
Разработанная методика позволяет обучить технологов навыкам работы в САПР ТП «ТеМП-2», стандартизировать выполняемые при проектировании технологического процесса действия и минимизировать потери времени при переходе в новую среду разработки ЭТП.
Разработанное информационное обеспечение и методика проектирования технологических процессов в САПР ТП «ТеМП-2» были апробированы на основе перевода двух технологических процессов пилотного цеха из бумажного представления в формат САПР ТП «ТеМП-2». Это позволило выявить основные недостатки САПР ТП «ТеМП-2» и сформулировать пути её совершенствования. Выявлена необходимость значительного уточнения и переработ-
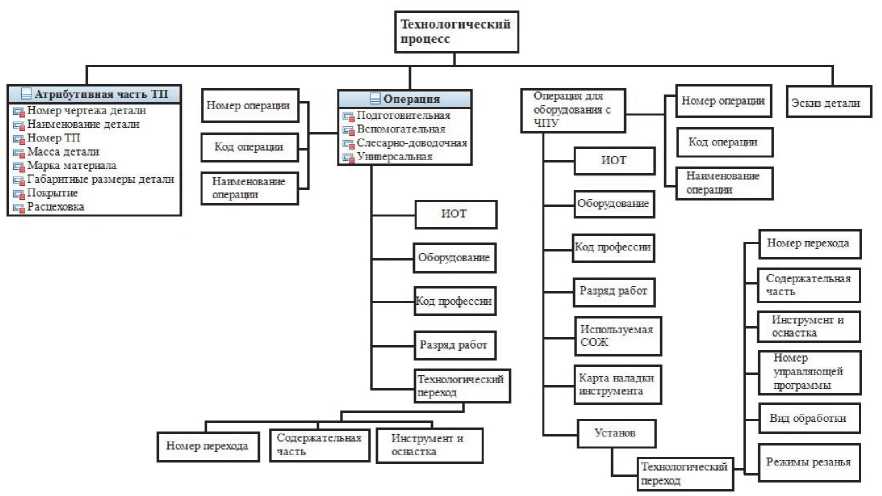
Рис. 4. Структура технологического процесса механо-каркасного производства
ки технологических процессов при переводе из бумажного представления в формат САПР ТП «ТеМП-2». Кроме того в ходе реализации пилотного проекта выявились основные сложности встраивания операций, выполняемых на оборудовании с ЧПУ, в структуру технологического процесса. Необходима передача данных о применяемом оборудовании, режущем инструменте и машинном времени из CAM системы в САПР ТП. Интеграция программных операций может быть реализована за счёт применения API функций CAM системы.
ПУТИ СОВЕРШЕНСТВОВАНИЯ СИСТЕМЫ ПРОЕКТИРОВАНИЯ ЭТП
В ходе разработки методики и проектирования ЭТП были предложены доработки САПР ТП «ТеМП-2» для его применения в цехах механо-каркасного производства. В частности, необходимо разработать модуль проектирования программных операций, выполняемых на оборудовании с ЧПУ с учетом интеграции данных о машинном времени обработки детали, применяемом режущем инструменте и номерах управляющих программ из CAM системы Siemens NX. В работах [3, 4] описаны способы автоматизации получения данных из CAM системы Siemens NX. В работе [5] описаны способы наполнения библиотек данной системы.
Кроме того необходимо доработать модуль, позволяющий осуществлять автоматизированный расчёт технологических параметров для механо-каркасного производства. Такой модуль должен осуществлять автоматизированный расчет режимов резания и расчет межоперационных припусков.
На основе методики разработаны модели бизнес-процессов проектирования ЭТП «как есть» и «как должно быть» в нотации event-driven process chain (EPC-диаграмма), на которых видны необходимые доработки функционала автоматизированных систем.
Эти работы учтены в техническом задании на автоматизированную систему формирования и управления комплектом электронной технологической документации (АС ФУК ЭТД) в САПР ТП «ТЕМП-2», разработанном в 2016 году. АС ФУК ЭТД предназначена для автоматизированного проектирования в САПР ТП «ТеМП-2» электронных технологических процессов, формирования комплекта технологической документации в электронном и печатном виде, управления (корректировки, согласования, утверждения), хранения комплектов электронной технологической документации по всем производственным переделам для производства детале-сборочных единиц на АО «Авиастар-СП». Структурная схема данной автоматизированной системы представлена на рис. 5.
Создание АС ФУК ЭТД является комплексным проектом, предусматривающим существенную доработку САПР ТП «Темп-2», автоматизированной системы конструкторско-технологической подготовки производства «База данных электронного определения изделия» (АС КТПП «БД ЭОИ»). Кроме того проект предусматривает реализацию интегрированного взаимодействия с АС КТПП «БД ЭОИ», АСУ производственными ресурсами, системой управления НСИ «Semantic» и др.
ВЫВОДЫ
Планируемый эффект от внедрения информационного обеспечения САПР ТП «ТеМП-2» и АС ФУК ЭТД заключается в обеспечении возможности компьютерного проектирования и моделирования технологических процессов,
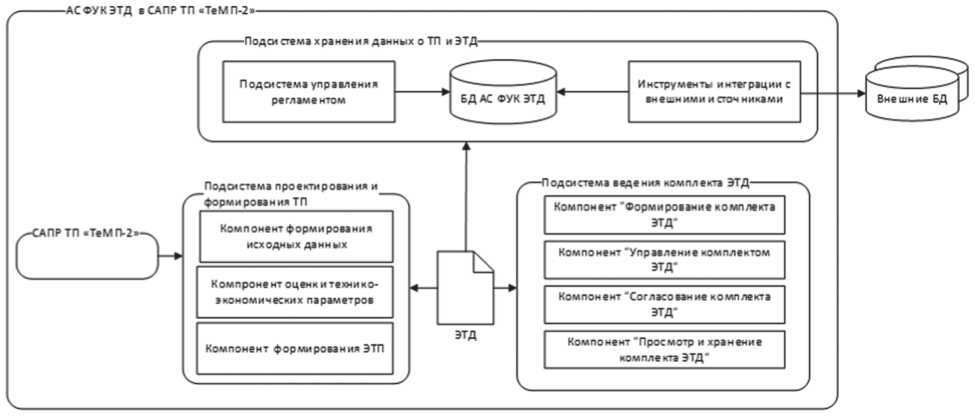
Рис. 5. Структурная схема АС ФУК ЭТД
обеспечивающих заданные технико-экономические параметры, в том числе проектирование «под заданную трудоёмкость» и «длительность 2.
цикла изготовления изделия», за счет применения технологически обоснованных алгоритмов нормирования времени выполнения работ.
Таким образом, работы, выполненные в 2015- 3.
2016 годах, позволили создать научно-практический задел, позволяющий подготовить НИОКТР по разработке информационного обеспечения САПР ТП «ТеМП-2», разработке автоматизированной системы проектирования и ведения 4. электронной технологической документации по цехам-изготовителям АО «Авиастар-СП» и переводу технологических процессов из бумажного представления в электронный вид.
Список литературы Особенности проектирования технологических процессов механообрабатывающего производства в условиях импортозамещения
- Самсонов О.С. и др. Проектирование технологии сборки изделий авиационной техники в цифровой информационно-программной среде//Сборка в машиностроении, приборостроении. 2008. №6. С. 3-11.
- Самсонов О.С и др. Разработка информационного обеспечения для проектирования и моделирования технологических процессов сборки//Известия Самарского научного центра РАН. 2014. Т. 16. № 1(5). С. 1601-1608.
- Маданов А.В., Гисметулин А.Р., Вершилкин М.В. Программный алгоритм сбора данных о режущем инструменте из файлов CAM-системы NX//Перспективы развития науки и образования Ч.III. М: АР-Консалт, 2014. С. 54-55.
- Маданов А.В. Разработка средств автоматизации для подготовки управляющих программ в среде NX//XXI Туполевские чтения (школа молодых учёных): Международная молодёжная научная конференция. Сборник докладов. Казань: Фолиант, 2015. С. 75-78.
- Дрянушкин А.А. и др. Методики создания шаблонов обработки и библиотеки станочной оснастки для разработки управляющих программ в среде NX 7.5//Известия Самарского научного центра РАН. 2013. Т. 15. № 4(3). С. 683 -687.
