Особенности производства и поставки свай и шпунта трубчатого сварного диаметром до 2520 мм для строительства современных портовых гидротехнических сооружений, возводимых в районах Крайнего Севера и Арктики

Автор: Емельянов А.В., Нестеров Г.В., Юшин А.А., Ткачук М.А.
Рубрика: Строительные материалы и изделия
Статья в выпуске: 3 т.23, 2023 года.
Бесплатный доступ
В настоящее время на территории РФ реализуется ряд крупных, не имеющих аналогов в мировой практике портовых гидротехнических сооружений (морских терминалов). Отличительной особенностью данных объектов является их месторасположение - Крайний Север и Арктика. Одним из наиболее ответственных элементов конструкций причалов и берегоукреплений портовых гидротехнических сооружений являются сваи и шпунт трубчатый сварной (свайная продукция). В данной статье рассмотрены особенности производства и поставки свайной продукции диаметром до 2520 мм, толщиной стенки до 40 мм и длиной до 75 000 мм; проведен анализ требований, предъявляемых к изделиям, эксплуатируемым в сложных топографических, геологических, гидрологических и климатических условиях, а также отмечена необходимость гармонизации и актуализации нормативной документации федерального уровня, регламентирующей технические требования как к свайной продукции, так и к трубам, применяемым при ее изготовлении.
Сваи, шпунт трубчатый сварной, изготовление свайной продукции, сборка сегментов, гидротехнические сооружения
Короткий адрес: https://sciup.org/147241834
IDR: 147241834 | УДК: 624.152.634 | DOI: 10.14529/build230303
Production and supply of welded tubular piles and sheet piling up to 2520 mm in diameter for the construction of modern hydraulic port structures erected in the Far North and Arctic regions
A number of large hydraulic port structures (sea terminals) unparalleled in world practice are being constructed on the territory of the Russian Federation. A distinctive feature of these objects is their location in the Far North and the Arctic. One of the most important elements of the structures of berths and shore fortifications of port hydraulic structures are piles and welded tubular sheet piling (pile products). This article examines the production and supply of pile products with a diameter of up to 2520 mm, a wall thickness of up to 40 mm and a length of up to 75000 mm; analyzes the requirements for products operating in complex topographic, geological, hydrological and climatic conditions; and notes the need to harmonize and update the federal regulatory documentation regulating technical requirements for both pile products and the pipes used to manufacture them.
Текст научной статьи Особенности производства и поставки свай и шпунта трубчатого сварного диаметром до 2520 мм для строительства современных портовых гидротехнических сооружений, возводимых в районах Крайнего Севера и Арктики
Проектирование и строительство современных портовых гидротехнических сооружений (морских терминалов) в уникальных природных условиях (Крайний Север и Арктика) играет важную роль в развитии транспортной системы Северо-Арктического региона России. За последнее десятилетие в РФ были реализованы следующие крупные проекты: строительство морского арктического порта Сабетта (ЯНАО, западный берег Обской губы, порт Сабетта), строительство угольного морского терминала «Северная звезда» (Красноярский край, Таймырский автономный округ, порт Енисей), строительство терминала сжиженного природного газа и стабильного газового конденсата «Утренний» (ЯНАО, восточный берег Обской губы, порт Сабетта). В настоящее время в окрестностях порта Диксон (Красноярский край, Таймырский автономный округ) идет строительство сразу двух крупных специализированных портов [1–3]. Реализация подобных масштабных проектов, особенно в условиях экономических санкций, имеет стратегическое значение как для нефтегазовой отрасли России, так и для решения задач по наращиванию грузопотока по Северному морскому пути [4, 5].
С технической точки зрения строительство портовых гидротехнических сооружений в сложных топографических, геологических, гидрологических и климатических условиях предъявляет повышенные требования к основным элементам конструкции данных сооружений, что, в свою очередь, дает толчок развитию технологий производства на металлургических и машиностроительных предприятиях РФ. Кроме того, помимо технических вопросов крайне важным аспектом является решение логистических задач, связанных с доставкой изделий со значительными массогабаритными характеристиками на отдаленные, труднодоступные участки строительства, расположенные в районах Крайнего Севера и Арктики, автомобильным, железнодорожным, водным (речным и морским, в том числе с привлечением ледокольного сопровождения) видами транспорта (рис. 1).
Одними из основных элементов конструкций (заанкеренных больверков, в том числе экранированных) причалов и берегоукреплений современных портовых гидротехнических сооружений,

Рис. 1. Морская транспортировка свайной продукции с ледокольным сопровождением
Основные характеристики свай и ШТС
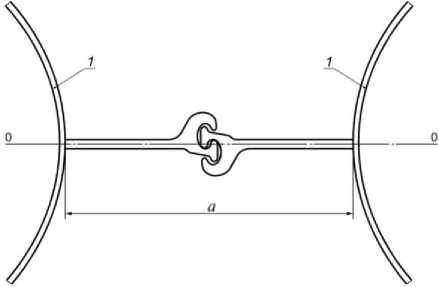
Рис. 2. Пример конструкции замкового соединения ШТС (из ГОСТ Р 52664-20101):
1 – труба; 0-0 – ось шпунтовой стены; a – номинальная ширина замкового соединения
Еще одной отличительной особенностью свай и ШТС в конструкции гидротехнических сооружений, возводимых в районах Крайнего Севера и Арктики, является наличие на наружной поверхности изделий антикоррозийного защитного лакокрасочного покрытия, обладающего высокой степенью абразивного износа, высокой стойкостью к удару при отрицательных температурах и устойчивого к интенсивному истирающему воздействию льда, намерзанию льда [15–18]. Тип покрытия должен учитывать категории коррозионной активности для морских зон согласно ГОСТ 34667.2-
20202: для атмосферных условий – CX (экстремально высокая), для условий погружения – Im4 (морская и слабоминерализованная вода). Основные характеристики свай и ШТС, применяемых в конструкции причалов и берегоукреплений, приведены в таблице.
Метод
Анализ действующих нормативных документов РФ на сваи и ШТС
Требования к изготовлению основных элементов конструкций портовых гидротехнических сооружений (свай и ШТС), как правило, устанавливаются на этапе проектирования объекта строительства проектными институтами (организациями) с учетом требований действующих нормативных документов РФ, таких как СНиП 3.07.02-873, ГОСТ Р 52664-2010 и др.
Необходимо отметить, что на сегодняшний день ГОСТ Р 52664-2010 является основным национальным стандартом РФ, регламентирующим технические требования к ШТС. Разработанным АО «ЦНИИТС»4 изменением № 1 (дата введения с 01.10.2020) в ГОСТ Р 52664-2010 в качестве исходного материала для изготовления ШТС были включены трубы, в том числе изготавливаемые по ГОСТ 33228-20155. При этом ГОСТ Р 52664-2010 и ГОСТ 33228-2015 не были гармонизированы в части единства требований к допустимой овальности торцов готовых изделий: согласно ГОСТ Р 52664-2010 допустимая овальность торцов ШТС не должна превышать 1,0 %, а ГОСТ 33228-2015 регламентирует овальность труб не более 1,5 % (для труб наружным диаметром свыше 530 мм). Кроме того, ГОСТ 33228-2015 устанавливает требования к смещению кромок в сварном (продольном) шве труб не более 10 % толщины стенки тела труб, что, в свою очередь, для определенных толщин стенок может привести к невозможности обеспечения смещения кромок в сварном (кольцевом) шве ШТС не более 2 мм (согласно ГОСТ Р 526642010) и в сварном (кольцевом) шве свай не более 3 мм для свай диаметром более 800 мм и не более
2 мм для свай диаметром до 800 мм (согласно СНиП 3.07.02-87).
Важным аспектом является и тот факт, что ГОСТ Р 52664-2010 не распространяется на ШТС диаметром свыше 1420 мм, что ограничивает его применение. Необходимо отметить, что в случае актуализации ГОСТ Р 52664-2010 в части расширения сортамента изготавливаемых ШТС до диаметра 2520 мм потребуется в том числе внести изменения и в части установления единых с ГОСТ 33228-2015 требований к предельному отклонению наружного диаметра для труб повышенной точности изготовления, а также пересмотреть допуски на геометрические характеристики ШТС диаметром до 2520 мм, которые рассчитываются исходя из диаметра трубы (экстраполирование допусков на изготовление недопустимо, так как это может привести к дополнительным работам по изготовлению компенсирующих ШТС с нестандартной шириной замкового соединения для обеспечения устранения суммарного отклонения длины стенки ШТС от проектного положения при их погружении в процессе строительства).
Стоит отметить, что изменением № 1 в ГОСТ Р 52664-2010 была увеличена максимальная длина изготавливаемых ШТС с 24 м до 72 м [19]. При этом допуск на общую длину ШТС остался без изменений ±50 мм, что привело к невозможности обеспечить данный допуск при изготовлении ШТС длиной более 36 м из труб по ГОСТ 332282015 (максимальная длина труб составляет 12 м). При этом допуск по длине труб мерной длины при повышенной точности изготовления – плюс 15 мм. На основании анализа технических требований вышеуказанных нормативных документов и возможности их реализации при изготовлении готовой продукции ООО «Синарастройкомплект» была инициирована разработка поправки к ГОСТ Р 52664-2010 (дата введения с 23.09.2022), устанавливающей дифференцированные требования к допустимому отклонению длины в зависимости от длины изготавливаемых ШТС [20].
В целом можно заключить, что постоянная актуализация и устранение противоречий в требованиях межгосударственных и национальных стандартов (гармонизация) является важной задачей, в решении которой должны принимать участие как проектные институты, так и строительные организации наряду с заводами-изготовителями продукции.
Технология изготовления свай и ШТС сверхбольших диаметров (1620–2520 мм)
Полуфабрикатом для изготовления свай и ШТС с наибольшими массогабаритными и прочностными характеристиками, указанными в таблице, являются трубы стальные электросварные прямошовные по ГОСТ 33228-2015 повышенной точности изготовления и фасонный прокат (для замковых соединений ШТС), поставляемый по техническим условиям заводов-изготовителей. В на- стоящее время на нескольких трубных заводах РФ производство труб по ГОСТ 33228-2015 диаметром 1620–2520 мм класса прочности до К60 (КП460) обеспечивает технология изготовления из двух предварительно сформованных на прессе пошаговой формовки (либо в трехвалковых вальцах) полуцилиндров с последующей их автоматической дуговой сваркой под слоем флюса [21].
Важно отметить, что обеспечение смещения кромок в кольцевых сварных швах свай и ШТС в соответствии с ГОСТ Р 52664-2010 и СНиП 3.07.0287 предъявляет повышенные требования к геометрическим параметрам труб, в особенности к допустимому отклонению от теоретической окружности торцов, контроль которого требованиями национальных стандартов РФ на трубы, в том числе ГОСТ 33228-2015, не предусмотрен. Учитывая особенности технологии и применяемое оборудование при изготовлении труб диаметром 1620– 2520 мм, наиболее критичными участками трубы по данному параметру считаются зоны продольных сварных швов. В этой связи целесообразно для труб диаметром 1620–2520 мм, экспандирова-ние (калибровка) которых не предусмотрено при производстве и используемых для изготовления свай и ШТС, установить требование по контролю отклонения профиля наружной поверхности от теоретической окружности в зоне продольных сварных швов торцов труб специальным шаблоном (рис. 3). Отсутствие данного контроля, а также технического требования по величине допустимого отклонения профиля наружной поверхности от теоретической окружности в зоне продольных сварных швов торцов труб может привести к необходимости осуществления правки торцов труб при сборке кольцевых сварных швов при изготовлении свай и ШТС.
Еще одним ключевым и в то же время трудно поддающимся контролю геометрическим параметром труб диаметром 1620–2520 мм, оказывающим существенное влияние на собираемость кольцевых стыков и обеспечение заданных требований к геометрии свай и ШТС, является отклонение торцов труб от прямого угла (косина реза). Согласно требованиям ГОСТ 33228-2015 косина реза обеспечивается технологией обрезки концов труб и гарантируется изготовителем без проведения контроля. Очевидно, что вопрос осуществления контроля косины реза для труб диаметром 1620–2520 мм, предназначенных для изготовления свай и ШТС, в том числе с применением автоматизированных систем контроля, является актуальным и требует дополнительной проработки (обсуждения).
Удаленное расположение заводов-изготовителей свай и ШТС от объектов строительства, а также ограничения по длине транспортируемых изделий железнодорожным (макс. длина изделия до 24 м) и автомобильным (макс. длина изделия до 36 м) транспортом не позволяет осуществлять транспортирование указанных в таблице изделий

Рис. 3. Проведение контроля отклонения профиля наружной поверхности трубы большого диаметра от теоретической окружности в зоне продольного сварного шва торца трубы специальным шаблоном
в готовом виде. Данное обстоятельство обуславливает необходимость изготовления свай и ШТС в виде сегментов (секций) длиной до 24 м (в некоторых случаях до 36 м), последующую их транспортировку и укрупнительную сборку до проектной длины непосредственно на объекте строительства.
Обеспечение собираемости сегментов (особенно сегментов ШТС с приваренными замковыми профилями) на объекте строительства является важной технической задачей, для решения которой заводами-изготовителями сегментов должна проводиться контрольная сборка сегментов ШТС. Процесс контрольной сборки сегментов ШТС (один из вариантов) предусматривает выкладку на стапель всех входящих в готовое изделие трубных сегментов (длиной до 24 м) с обеспечением тре- буемой разбежки продольных сварных швов труб, прихватку сегментов труб в месте кольцевых стыков, разметку осей замкового профиля на проектную длину, приварку замкового профиля по размеченным осям с обеспечением соосности торцов замков (не более 1 мм) в зоне кольцевых стыков, контроль прямолинейности и соосности замкового профиля путем протаскивания шаблона замкового профиля длиной от 2 до 10 м в обе стороны в соответствии с требованиями СНиП 3.07.02-87, нанесение линии фиксации в месте кольцевых стыков, подлежащих последующей сварке на объекте строительства (с целью исключения поворота сегментов вокруг своей оси на 180°), удаление прихваток (рис. 4). Необходимо отметить, что для обеспечения возможности последующей сварки и проведения УЗК

Рис. 4. Контрольная сборка сегментов ШТС Ø 2520 мм с протаскиванием шаблона замкового профиля длиной не менее 2 м и нанесением линии фиксации в месте кольцевого стыка (белой краской)
кольцевых стыков, выполняемых при укрупнитель-ной сборке сегментов ШТС на объекте строительства, при изготовлении сегментов ШТС требуется не доводить замковый профиль до торцов сегментов на величину 300–400 мм (в зависимости от применяемого сварочного оборудования при ук-рупнительной сборке). При этом поставка сегментов ШТС должна дополнительно комплектоваться достаточным количеством замкового профиля, необходимого для приварки вставок размером 600– 800 мм в зоне кольцевых сварных швов.
Транспортирование
Сохранение геометрических параметров (овальности торцов) сегментов свай и ШТС в про- цессе транспортирования (особенно при транспортировке в трюме морского судна при складировании в несколько ярусов) является важной задачей, от решения которой зависит обеспечение собираемости в процессе последующей укрупнительной сборки изделий до проектной длины на объекте строительства (рис. 5).
Для сохранения требуемой овальности торцов целесообразно применение различных конструкций внутренних крестовых распорок, подобранных из условия обеспечения их устойчивости при складировании изделий в несколько ярусов. Примеры конструкции внутренних крестовых распорок, установленных по торцам изделий диаметром 2520 мм, приведены на рис. 6.

Рис. 5. Погруженные на морское судно сегменты свай и ШТС Ø 2520 мм

б)
а)
Рис. 6. Примеры конструкции внутренних транспортировочных крестовых распорок сегментов свай и ШТС Ø 2520 мм: а) из стального профиля квадратного сечения, б) из стальной круглой трубы

Рис. 7. Пример футеровки сегмента ШТС
Для сохранения качества антикоррозионного покрытия, наносимого на наружную поверхность сегментов свай и ШТС, а также геометрических параметров приваренных замковых профилей необходимо использование футеровки сегментов свай и ШТС. В качестве материала для футеровки сегментов свай и ШТС можно применять фиксируемую стальной лентой доску обрезную, обеспечивающую необходимую сохранность качества антикоррозионного покрытия и замковых профилей. Пример футеровки ШТС приведён на рис. 7.
Выводы
Рассмотрены особенности производства и поставки свай и ШТС диаметром до 2520 мм, применяемых в строительстве современных портовых гидротехнических сооружений, возводимых в районах Крайнего севера и Арктики. Проведен анализ требо- ваний, предъявляемых к сваям и ШТС, эксплуатируемым в сложных топографических, геологических, гидрологических и климатических условиях. Отмечена необходимость актуализации ГОСТ Р 526642010 в части расширения типоразмера изготавливаемых ШТС до диаметра 2520 мм, а также устранения противоречий (гармонизация) в требованиях ГОСТ Р 52664-2010 и ГОСТ 33228-2015.
Предложен комплекс мероприятий (проведение контрольной сборки сегментов ШТС, установка внутренних транспортировочных крестовых распорок, применение доски обрезной для футеровки сегментов свай и ШТС), направленный на обеспечение сохранения качества антикоррозионного покрытия и геометрических параметров сегментов свай и ШТС при транспортировании и обеспечение собираемости сегментов (укрупнение до проектной длины) на площадке строительства.
Список литературы Особенности производства и поставки свай и шпунта трубчатого сварного диаметром до 2520 мм для строительства современных портовых гидротехнических сооружений, возводимых в районах Крайнего Севера и Арктики
- Чижков Ю.В. Портово-терминальная инфраструктура: состояние и перспективы развития в свете роста грузоперевозок по СМП // Деловой журнал Neftegaz.RU. 2021. № 6 (114). С. 58–62.
- Брехунцов А.М. Госполитика сопровождения промышленных проектов в Арктике // Деловой журнал Neftegaz.RU. 2021. № 6 (114). С. 64–68.
- Новые проекты освоения Арктики // Фундаменты. 2020. № 2. С. 2–3.
- Минин М.В. Перспективы развития береговой инфраструктуры СМП на основе опыта проектирования морских портов // Транспорт Российской Федерации. 2014. № 5 (54). С. 18–19.
- Арсентьева Я.И., Богомья Е.В., Масленников С.Н. Формирование перспективных транспортных маршрутов в Арктике // Всероссийская научная конференция «Достижения науки и технологий – ДниТ-2021». Красноярск, 2021. № 2. С. 106–115. DOI: 10.47813/dnit.2021.2.106-115
- Инновации в развитии береговой инфраструктуры для нефтегазовой отрасли с применением шпунта трубчатого сварного // Сфера. Нефть и газ. 2015. № 2. С. 90–99.
- Бройтман А.Ш. Конструктивно-технологические преимущества больверков из шпунтов трубчатых сварных // Научные проблемы транспорта Сибири и Дальнего Востока. 2013. № 1. С. 119–123.
- Безуглов А.А. Применение стального трубошпунта как основа противодействия суровым природно-климатическим условиям Крайнего Севера при строительстве гидротехнических сооружений // Традиции и инновации в строительстве и архитектуре. Строительство: сборник статей. Самара: Самарский государственный архитектурно-строительный университет, 2015. С. 60–65.
- Bhushan K. Design and installasion of large diameter pipe piles for LAXT wharf // ASCE Geotechnical Special Publication. 2004. Issue 125. pp. 370–389. DOI: 10.1061/40743(142)21
- Шапиро Д.М., Тютин А.П., Родионов В.А. Дорожные инженерные сооружения из сварного трубчатого шпунта: конструкции, теория, расчет // Строительная механика и конструкции. 2017. № 1 (14). С. 95–107.
- Гончаров В.В. Конструктивно-технологические решения подпорных стен из сварного трубчатого шпунта для транспортного строительства: дис. … канд. техн. наук. М., 2011. 158 с.
- Development and application of h-joint steel pipe sheet piles in construction of foundations for structures / M. Kimura, Sh. Inazumi, J.K.A. Too, K. Isobe, Y. Mitsuda, Y. Nishiyama // Soils And Foundations. 2007. Vol. 47, no. 2. pp. 237–251. DOI: 10.3208/sandf.47.237
- Цернант А.А., Ефремов Н.А., Гончаров В.В. Эффективные конструкции шпунтов трубчатых сварных – опыт и перспективы применения в строительстве // Строительные материалы, оборудование, технологии XXI века. 2013. № 2. С. 29–32.
- Shi Wei et al. Experimental investigation on the deformation characteristics of locking-steel- pipe (LSP) pile retaining structure during excavation in sand // Underground Space. 2022. No. 7. pp. 1098–1114. DOI: 10.1016/j.undsp.2022.02.005
- Маркович Р.А., Колгушкин А.В. Коррозия морских гидротехнических сооружений // Гидротехника. 2009. № 2. С. 72–75.
- Ревин П.О., Макаренко А.В., Филенко Д.Г. Исследования эффективности антикоррозионных конструкций для защиты свай причальных сооружений // Территория «НЕФТЕГАЗ». 2023. № 3–4. С. 56–64.
- Сахненко М.А. Строительство гидротехнических сооружений в условиях Арктики // Фундаменты. 2020. № 2. С. 32–34.
- Изменение № 1 к ГОСТ Р 52664-2010. Шпунт трубчатый сварной. Технические условия // Национальные стандарты. Информационный указатель. 2020. № 8.
- Поправка к ГОСТ Р 52664-2010. Шпунт трубчатый сварной. Технические условия // Национальные стандарты. Информационный указатель. 2022. № 10.
- ЧТПЗ: Родина смелых идей // Корпоративный журнал ТМК YourTube. 2022. № 4 (50). С. 18–25.
- Залавин Я.Е. Расчет параметров вальцевой формовки с целью минимизации неравномерности деформации заготовки в поперечном сечении // Вестник ЮУрГУ. Серия «Металлургия». 2020. Т. 20, № 4. С. 23–29. DOI 10.14529/met200403
