Особенности производственных процессов Ташкентском металлургическом заводе

Автор: Махкамжанов Т.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 5-1 (96), 2022 года.
Бесплатный доступ
Данная статья отражает результаты магистерской диссертации по совершенствованию механизмов управления новыми вновь организованными предприятиями на примере «Ташкентского металлургического завода». В ней выявлены основные понятия и принципы построения механизмов управления крупными бизнес субъектами, в частности новыми предприятиями, анализированы финансово-экономические показатели завода «Ташкентского металлургического завода» (ТМЗ), автором сделано попытка разработки практических предложений по совершенствованию механизма привлечения иностранного капитала в завод «ТМЗ».
Производственная мощность, производственный процесс, ключевые показатели производительности, производительность, ташкентский металлургический завод
Короткий адрес: https://sciup.org/140291969
IDR: 140291969 | УДК: 332.032
Features of production processes at Tashkent metallurgical plant
This article reflects the results of a master's thesis on improving the management mechanisms of new newly organized enterprises on the example of the "Tashkent Metallurgical Plant". It reveals the basic concepts and principles of building management mechanisms for large business entities, in particular new enterprises, analyzes the financial and economic performance of the Tashkent Metallurgical Plant (TMZ), the author makes an attempt to develop practical proposals for improving the mechanism for attracting foreign capital to the TMZ plant ".
Текст научной статьи Особенности производственных процессов Ташкентском металлургическом заводе
Продукция, выпускаемая на предприятии, соответствует требованиям нормативных документов в области технического регулирования и готова к прохождению процедуры оценки соответствия продукции установленным требованиям.
Центральная Заводская Лаборатория СП ООО «Toshkent Metallurgiya Zavodi» является ключевым отделом для производства. ЦЗЛ отвечает за входной контроль горячекатаных рулонов, различных растворов и лакокрасочных материалов, за качество выпускаемого горячеоцинкованного проката и горячеоцинкованного проката с полимерным покрытием.
В структуре ЦЗЛ имеются лаборатория химического анализа, лаборатория металловедения и лаборатория физико-механических испытаний, которые в свою очередь делятся на участки.
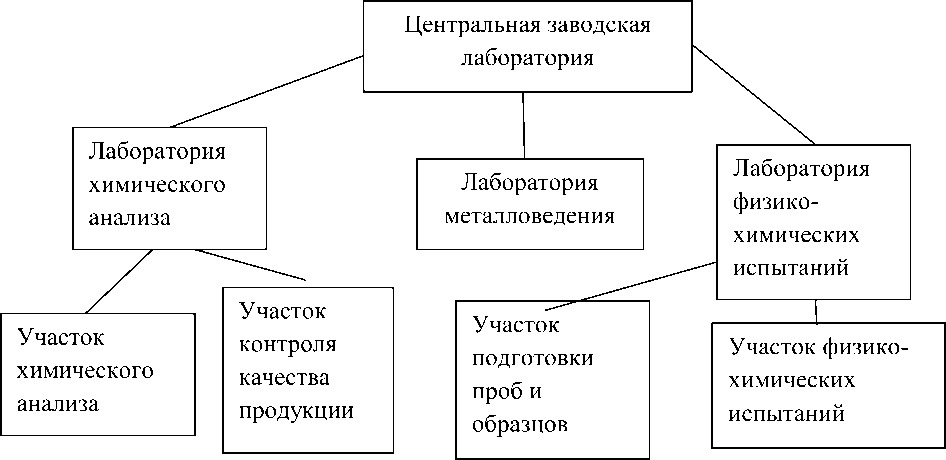
Рис.1. Центральная заводская лаборатория СП ООО "ТМЗ"
Лаборатория физико-механических испытаний включает участок подготовки и образцов проб и участок физико-механических испытаний.
Участок подготовки проб и образцов отвечает за своевременную и оперативную подготовку проб. Весь листовой прокат, предоставленные для испытаний, вырезаются гильотинными ножницами.
Работа на участке проводится по раскроям, указанным в нормативных документах на готовую продукцию, а именно ГОСТ 1418-2020 и ГОСТ 34180-2017.
СП ООО «Ташкентский металлургический завод» (ТМЗ) является одним из самых современных и экологически чистых предприятий в области металлургии на территории Республики Узбекистан и стран СНГ.
Природоохранная деятельность СП ООО «ТМЗ» осуществляется на основании разрешений, выдаваемых компетентными органами, при наличии всех правоустанавливающих документов. Производство холоднокатаного плоского проката в условиях СП ООО «ТМЗ» включает в себя современные технологии производства экологически чистой продукции и минимальное воздействие на окружающую среду.
Все пылеобразующие агрегаты в заводских цехах, подключены к современной газоочистке. Разработана современная замкнутая система водоснабжения для охлаждения металлургического оборудования, не имеющая протока. В целях контроля атмосферного воздуха на СП «ТМЗ» лабораторией отдела мониторинга источников выбросов атмосферных выбросов Ташкентского областного управления экологии и охраны окружающей среды проводятся анализы проб из источников промышленных отходов предприятия. (Завод) ежеквартально определять фактические значения параметров выбросов. Анализ результатов 1 полугодия 2021 года показывает, что Общество не будет оказывать негативного воздействия на атмосферный воздух.
Внедрение производственных мощностей осуществлялось в 4 этапа
-
1 –этап.
Устройство для посола нажимного типа (ATTT): Основное назначение устройства для посола — удаление прокатной окалины и других поверхностных загрязнений с поверхности горячекатаной линии. Проектная мощность завода составляет 500 000 тонн соленой стали в год с возможностью увеличения проектной мощности до 750 000 тонн в год. Посол горячекатаного плоского проката осуществляется по технологии Турбофлоу, которая за счет высокой турбулентности соляного раствора обеспечивает особую конструкцию гидрозатворов между ваннами и крышками соляных ванн, более эффективное посола и более высокую производительность. с низким энергопотреблением. Максимальная скорость 150 м/мин. Указанный горячекатаный прокат имеет ширину от 800 до 1300 мм и толщину от 2,2 до 5,0 мм.
-
2 –этап.
Производство холоднокатаной полосы, а именно уменьшение толщины дорожного горячекатаного проката осуществляется на реверсивном двух клетьевом квартале стане холодной прокатки компании «DANIELI» (Италия) проектной производственной тонн в год и с возможностью увеличения производства до 750 тыс. тонн холоднокатаного проката в год, с обеспечением обжатия полосы по толщине. В процессе прокатки в автоматическом режиме контролируется: толщина полосы с помощью трех датчиков (толщиномер) рентгеновского излучения; профиль полосы (плоскостность) с помощью двух профилометрических роликов. Холоднокатаный прокат - один из наиболее востребованных видов прокатной продукции.
-
3 –этап.
Установка непрерывного горячего цинкования предназначена для непрерывной термохимической обработки холоднокатаной ленты с твердым покрытием после прокатки и надежно защищает металл от коррозии путем двойного погружения раствора цинка на поверхность стальной полосы. Горячее цинкование методом непрерывного погружения линии холоднокатаного проката в раствор цинка осуществляется на оборудовании фирмы Danieli (Италия) производственной мощностью 500 000 тонн оцинкованного проката в год. Толщина холоднокатаной линии, являющейся рулоном для узла цинкования, от 0,29 до 1,2 мм, ширина от 800 до 1250 мм, скорость обработки 210 м/мин, вес рулона от 10 до 30 г. тонн.
-
4 –этап.
Агрегат полимерного покрытия. Оцинкованный прокат подвергается химической очистке, после чего на металл наносится многослойное полимерное покрытие. Покрытие не только защищает от коррозии, влаги и солнечных лучей, но и является декоративным благодаря разнообразию цветовых и фактурных вариантов. Производитель оборудования Danieli (Италия). Это устройство максимально автоматизировано, что снижает человеческий фактор в производстве. Мощность линии составляет 300 000 тонн полимерного проката в год. Максимальная скорость устройства 160 м/мин, ширина рулона (оцинкованного слоя) от 800 до 1250, толщина линии от 0,3 до 0,7 мм. Вес рулона от 2,5 тонн до 15 тонн.
-
V. Основная литература
-
1. Касперович, С. А. К28 Организация производства и управление предприятием : учеб. пособие для студентов технических специальностей / С. А. Касперович, Г. О. Коновальчик. - Минск : БГТУ, 2012. - 344 с.
-
2. Володько, В. Ф. Организация производства и управление предприятием: учебное пособие / В. Ф. Володько. – Минск: БНТУ, 2017. – 493 с.
-
3. В.Я. Горфинкель, проф. В.А.Швандер. Экономика предприятия. 4-е издание. – М.: ЮНИТИ-ДАНА, 2007. – С. 24-162. — 608 с. — ISBN 5-238 00517-2
-
4. Н.Қ.Йўлдошев, В.И Набоков “Менежмент назарияси” (дарслик). ТДИУ. Тошкент -2012. 130 б.
-
"Экономика и социум" №5(96) 2022
Список литературы Особенности производственных процессов Ташкентском металлургическом заводе
- Касперович, С. А. К28 Организация производства и управление предприятием: учеб. пособие для студентов технических специальностей / С. А. Касперович, Г. О. Коновальчик. - Минск: БГТУ, 2012. - 344 с.
- Володько, В. Ф. Организация производства и управление предприятием: учебное пособие / В. Ф. Володько. - Минск: БНТУ, 2017. - 493 с.
- В.Я. Горфинкель, проф. В.А.Швандер. Экономика предприятия. 4-е издание. - М.: ЮНИТИ-ДАНА, 2007. - С. 24-162. - 608 с. - 5-238-00517-2.
- ISBN: 5-238-00517-2
- Н.Қ.Йўлдошев, В.И Набоков "Менежмент назарияси" (дарслик). ТДИУ. Тошкент -2012. 130 б.
