Особенности рекристаллизации деформируемых алюминий-магниевых сплавов со скандием

Автор: Корягин Юрий Дмитриевич, Ильин Сергей Иванович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 1 т.17, 2017 года.
Бесплатный доступ
Деформируемые сплавы на базе системы Al-Mg принадлежат к группе сплавов, которые не упрочняются термической обработкой. Из этих сплавов производят все типы деформированных полуфабрикатов, а также прессованные изделия и штамповки. Наиболее легированными и прочными из распространённых деформируемых сплавов на основе системы Al-Mg являются сплавы АМг6 и Амг61. Применение сплава АМг6 в конструкциях этого вида объясняется его явными преимуществами, такими как хорошая свариваемость, высокая коррозионная стойкость, достаточно высокая пластичность и высокая технологичность. Основным методом упрочнения таких сплавов является холодная деформация. Главным недостатком сплава АМг6 являются его относительно невысокие механические свойства и нестабильность упрочненного состояния при нагревах. Одним из перспективных направлений повышения уровня прочности деформируемых сплавов на базе системы Al-Mg является легирование скандием. В статье приведены результаты исследования термической стабильности структурного состояния Al-Mg сплава, содержащего 0,22 % скандия (сплав 01570) после отжига при различных температурах, а также после дополнительной холодной деформации. Установлены температурно-временные параметры начала рекристаллизации горячепрессованного прутка из сплава 01570 после 4-часовой выдержки при температуре 500 °C и 1-часовой выдержки при 525 °C. Показано, что начало рекристаллизации горячепрессованных образцов, отожженных при 320 °C и деформированных на 40 % при комнатной температуре, наблюдается при 10-часовом отжиге при 400 °C, а отожженных при 450 °C и деформированных на 40 % при комнатной температуре - даже при 4-часовом отжиге при 400 °C.
Алюминий, магний, скандий, термическая стабильность, рекристаллизация
Короткий адрес: https://sciup.org/147157075
IDR: 147157075 | УДК: 621.791.722 | DOI: 10.14529/met170108
Recrystallization features of deformable aluminium-magnesium alloys with scandium
Deformable alloys based on Al-Mg system belong to the group of alloys that cannot be strenthened by heat treatment. These alloys are suitable for production of all types of deformed semiproducts as well as pressed parts and stampings. The most highly alloyed and strong among widely spread deformed alloys based on Al-Mg system are AMg6 and AMg61. The use of AMg6 (Al -6 % Mg) alloy in this type of structures is due to its advantages such as good weldability, high corrosion resistance, sufficient plasticity and good manufacturability. The key strengthening method of these alloys is cold working. The principal shortcomings of the AMg6 alloy are relatively low mechanical properties and instability of hardened state at heating. One of prospective directions of increasing strength of deformable alloys based on Al-Mg system is alloying with scandium. The paper presents the results of investigation of thermal stability of structural state of an Al-Mg alloy containing 0.22 % Sc (01570 alloy) after annealing at different temperatures as well as after subsequent cold deformation. Time-temperature parameters of recrystallization start of hot-pressed rod of 01570 alloy after 4 h holding at 500 °C and 1 h holding at 525 °C are established. It is shown that recrystallization start of hot-pressed samples annealed at 320 °C and deformed by 40 % at room temperature is observed after 10 h of annealing at 400 °C, and for the samples annealed at 450 °C and deformed by 40 % at roome temperature even after 4 h of annealing at 400 °C.
Текст научной статьи Особенности рекристаллизации деформируемых алюминий-магниевых сплавов со скандием
В качестве основного конструкционного материала в авиации и ракетостроении применяется сплав АМг6 (ГОСТ 4784–74), содержащий в качестве легирующих элементов магний (5,8–6,8 %), марганец (0,5–0,8 %), титан (0,02–0,1 %) и бериллий (0,0002–0,005 %) и не более 0,4 % Fe, 0,4 % Si, 0,2 % Zn и 0,1 % Cu в виде контролируемых примесей [1].
Основным методом упрочнения таких сплавов является холодная деформация (нагартовка). Этот способ упрочнения обширно используется в промышленности для повышения прочности листов и реже плит, предел прочности при этом повышается примерно на 25 %, а предел текучести – в 2 раза по сравнению с отожженным состоянием. Основные недостатки этого способа упрочнения: пониженная пластичность (6–9 %), снижение прочности материала в зоне сварки и невозмож- ность его использования для большинства остальных полуфабрикатов, кроме листов и плит [1–7].
Более эффективным является дополнительное введение в эти сплавы циркония и скандия [2, 3, 8–13].
Скандий оказался наиболее эффективным легирующим компонентом из всех ранее известных; выделения фазы Al3Sc значительно более дисперсны, чем выделения алюминидов Zr. Скандий при содержании в сплавах от 0,15 до 0,25 % обеспечивает весьма высокий эффект дисперсионного твердения слитков при правильно подобранных температурных режимах их обработки [3–5]. Упрочнение от введения скандия в равной мере обуславливается воздействием формирования в полуфабрикате субзеренной структуры и непосредственным дисперсионным твердением. Малое введение скандия и циркония в сплав повышают предел текучести почти в 2 раза [7–16].
Наряду с дисперсионным твердением в Al–Mg–Sc сплавах действуют механизмы твердорастворного и структурного упрочнения (образование в деформированном полуфабрикате полигонизованной структуры). Высокая степень дисперсности и плотности распределения в матрице термически стабильных Al 3 Sc частиц способствуют значительному повышению температуры рекристаллизации деформированных полуфабрикатов из сплавов Al–Mg–Sc. Холоднокатаные листы из этих сплавов, отожженные при температуре 300–400 °С, имеют полностью нерекристалли-зованную структуру. Устойчивая нерекри-сталлизованная структура наблюдается в сплавах и после горячей деформации при температурах до 450 °С. При температурах выше 450 °С, как правило, наблюдается формирование частично рекристаллизованной структуры [17–19].
Скандий обладает также самым сильным антирекристаллизационным действием, обеспечивающим возможность выпускать все виды полуфабрикатов, в том числе тонкие холоднокатаные листы (до 90 % суммарного обжатия при холодной прокатке), с полностью нерекристаллизованной структурой после технологических нагревов.
Образование Al 3 Sc может также происходить при температурах, используемых для гомогенизации, или отжига с образованием твердого раствора термообрабатываемых сплавов. Образующиеся в этих условия частицы Al3Sc крайне дисперсны и значительно упрочняют сплав. Тем не менее, дисперсные выделения Al 3 Sc очень эффективно препятствуют движению границ зерен в материале. Это приводит к хорошей стойкости к рекристаллизации материала после формовочных операций, таких как прокатка, штамповка и ковка. Не-рекристаллизованная структура может улучшить такие свойства, как прочность, пластичность, вязкость и коррозионную стойкость.
На основании проведенных исследований к настоящему времени разработана большая группа деформируемых сплавов системы
Al–Mg–Sc, отличающихся друг от друга, в основном, содержанием магния (от 0,9 до 6,3 %). Все эти сплавы относятся к категории термически неупрочняемых. Наибольшее распространение среди этих сплавов получил сплав 01570, содержащий около 6 % Mg [4, 9, 18]. Данный сплав в рассматриваемой системе относится к группе высокопрочных сплавов. По прочностным свойствам полуфабрикаты из этого сплава существенно превосходят, особенно по пределу текучести (σ 0,2 ), аналогичные полуфабрикаты из Al–Mg сплавов с тем же содержанием магния (АМг6) и приближаются к полуфабрикатам из распространенных термически упрочняемых алюминиевых сплавов в закаленном и состаренном состоянии. Так, добавка скандия к сплаву А1 – 6 % Mg повышает предел текучести с 157 до 265 МПа.
Методика проведения исследований
Исследование проводилось на образцах, вырезанных из промышленных горячепрессованных заготовок деформируемого алюминиевого сплава 01570 следующего химического состава [10] (табл. 1).
Микроструктуру образцов исследовали на металлографическом микроскопе Zeiss Axiomat D1m при увеличениях от 100 до 500 раз.
Температура предварительного отжига сплавов варьировалась от 320 до 500 °С, а продолжительность от 1 до 3 ч.
Отожженные заготовки деформировали со степенью 10–40 % и скоростью деформации 1 с–1. На отожженных и деформированных образцах изучали структуру и определяли комплекс других свойств. В данной работе представлены структурные исследования.
На горячепрессованном сплаве 01570 также изучали термическую стабильность структурного состояния после отжига и последующей холодной пластической деформации. Деформированные образцы нагревали на 400– 550 °С с выдержками до 10 ч. Параллельно изучалось изменение структуры при нагреве исходного горячепрессованного материала.
Оценку развития процессов рекристаллизации при нагреве проводили по рентгенограммам, снятым в медном излучении в ак-
Таблица 1
Химический состав исследуемого сплава 01570
Результаты исследований и их обсуждение
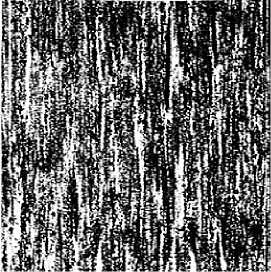
Микроструктура сплава 01570 в исходном горячепрессованном состоянии приведена на рис. 1. Сплав имеет нерекристаллизованную структуру в виде вытянутых в направлении деформации зерен. В структуре встречаются скопления первичных интерметаллидов, также вытянутых в направлении деформации. На границах зерен наблюдаются отдельные частицы первичной β-фазы (Al3Mg2).
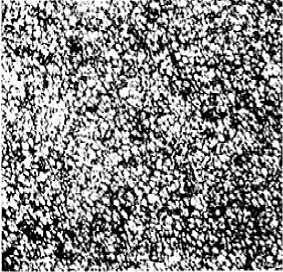
Полученные данные (табл. 2, рис. 2) показывают, что одночасовой нагрев горячепрессованного прутка при 500 °С не приводит к появлению в структуре рекристаллизованных
а)
Рис. 1. Микроструктура сплава 01570 в исходном горячепрессованном состоянии: а - продольный шлиф; б - поперечный шлиф. х 100
б)
Таблица 2
Изменение структуры сплава 01570 после обработки по различным режимам (С – субструктура; Р – рекристаллизация)
|
Режим обработки |
Температурно-временные параметры отжига |
|||||||||||
|
400 °С |
450 °С |
500 °С |
525 °С |
|||||||||
|
1 ч |
4 ч |
10 ч |
1 ч |
4 ч |
10 ч |
1 ч |
4 ч |
10 ч |
1 ч |
4 ч |
10 ч |
|
|
Горячепрессованное состояние |
С |
С |
С |
С |
С |
С |
С |
Р |
Р |
Р |
Р |
Р |
|
Отжиг при 320 °С и деформация 40 % |
С |
С |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
|
Отжиг при 450 °С и деформация 40 % |
С |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
Р |
а)

б)
Рис. 2. Микроструктуры образцов горячепрессованного сплава 01570
после 1-часового нагрева на 500 °С (а) и 525 °С (б). х 100
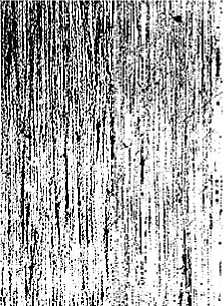
зе рен . На ча ло р е к ри с т а л ли за ц и и н а б люд ается при 4-ч а с ов ом н а гре в е п р и 500 °С (рис. 3, а), а п ри более выс окой те мпе ра ту ре ( 5 25–550 °С) п роц е ссы рек ри с талли зац и и ра зв и ваю тс я б олее интенсивно (рис. 3, б, в).
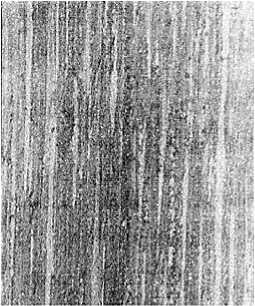
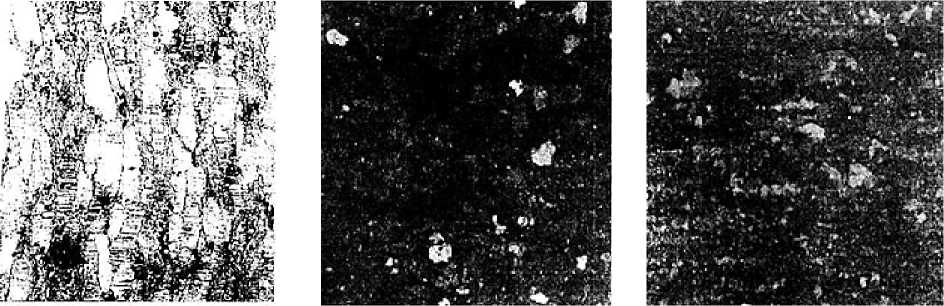
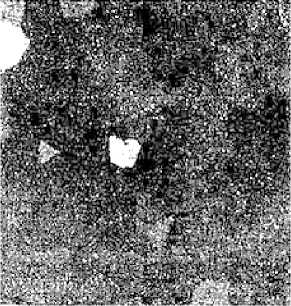
Мелкие рекристаллизованные зерна в структуре образцов, предварительно отожженных при 320 °С и холоднодеформирован-ных на 40 %, наблюдаются после десятичасового нагрева при температуре 400 °С (см. табл. 2, рис. 4, а). Повышение температуры предварительного отжига до 450 °С стимулирует развитие процессов рекристаллизации, которые отмечаются уже после дополнительного 4-часового нагрева при 400 °С (рис. 5). Одночасовой нагрев холоднодеформирован-ных образцов при 525 °С приводит к существенному укрупнению рекристаллизованных зерен (рис. 4, в; 5, в). Наблюдаемое понижение температуры начала рекристаллизации в холоднодеформированных образцах, подверг- нутых предварительному отжигу при более высокой температуре (450 °С), по-видимому, связано с тем, что при данной температуре отжига происходит некоторое увеличение межчастичного расстояния и размеров частиц Al3(Sc, Zr), являющихся эффективными барьерами и препятствующих протеканию процессов рекристаллизации.
Полученные данные показывают, что для исследованного сплава оптимальное сочетание прочности и пластичности (σ в > 480 МПа; σ 0,2 > 405 МПа; δ > 10,5 %) обеспечивает отжиг при температуре 320 °С с последующей холодной деформацией со степенью 30 %. Повышение температуры предварительного отжига хотя и повышает запас пластичности, однако уменьшает термическую стабильность структурного состояния, получаемого при холодной деформации. Кроме того, по некоторым данным повышение температуры отжига выше 335 °С неблагоприятно сказывает-
а)

б)
Рис. 3. Микроструктуры образцов горячепрессованного сплава 01570: а - нагрев 500 °С, 4 ч; б - нагрев 525 °С, 4 ч; в - нагрев 550 °С, 4 ч. х 100
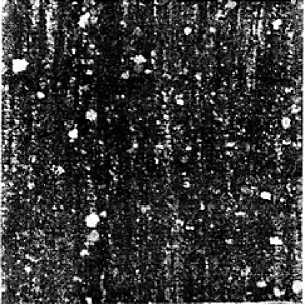
в)
а) б) в)
Рис. 4. Микроструктуры образцов горячепрессованного сплава 01570, подвергнутого отжигу при 320 °С в течение 2 ч, холодной деформации 40 % и дополнительному нагреву:
а - нагрев 400 °С, 10 ч; б - нагрев 450 °С, 4 ч; в - нагрев 525 °С, 1 ч). х 200

а)

б)
Рис. 5. Микроструктуры образцов горячепрессованного сплава 01570, подвергнутого отжигу при 450 °С в течение 2 ч, холодной деформации 40 % и дополнительному нагреву:
а - нагрев 400 °С, 4 ч; б - нагрев 450 °С, 4 ч; в - нагрев 525 °С, 1 ч. х 200
в)
ся н а к оррози онн ой стой к ос ти а л юм и н и й – магни евы х с п л а в ов, при в од я к ув е л и че н и ю ск орости м ежкриста л ли т н ой к оррозии и к оррозионному растрескиванию.
Выводы
-
1. Пол ученн ы е да н н ые п ок а зыв аю т, что сп ла в 01570 в горяче п ресс ов а н н ом с ос тоян и и о бл адает вы со ко й ст р укту р ной ст абил ь но ст ь ю. О дно ч асо во й наг р ев о браз цо в при 5 0 0 °С не п ри в од и т к п ояв ле н и ю в с тру к ту ре ре к р исталлизованных зе рен . На чало р е к ри с т а ллизации наблюдается при 4-ч а с ов ом н а гре в е п ри 500 °С , а п ри б оле е в ыс окой те мп е ра ту ре (525–550 °С) п роц е сс ы рек ри с та л ли за ц и и развиваются более интенсивно.
-
2. М ел кие р екр ист ал л из ованны е з ерна в ст р уктур е о бр аз цо в, пр ед вар ит ель но о т о ж женных при 320 °С и хол одн од е ф орми ров а н н ы х на 40 %, н аб л ю д аю тс я пос ле д е с яти час ов ог о нагрева при температуре 400 °С. Повышение тем п ера туры п ред в а ри т е льн ого отжига д о 450 °С с ти му ли ру е т ра зви ти е п роц е с сов рек р иста лли за ц и и , к оторы е отме ча ю тс я у же после дополнительного 4-ча с ов ого н агре в а п ри 400 °С . О дн оча с ов ой н а г ре в холоднодефор-мированных образцов при 525 °С п ри в од и т к суще с тв е н н ому у к руп н е н и ю рек рис та лли з ованных зерен.
-
3. Наб л ю д ае мое п он и ж е н и е те мп е ра ту ры н ача ла рек ри с талли за ц и и в холод н од еформи-рованных образц а х, п одв е ргн у тых п ре двари тельн ому отжи гу при боле е в ыс ок ой те мпе ратуре (450 °С), по- в и д и мому , с в яза н о с те м, что п ри д а н н ой те мп е р а ту ре отжи га п р ои с ход ит н ек оторое ув е л и че н и е ме жча с ти чн о го р а с-
стояния и размеров частиц Al 3 (Sc, Zr), являющихся эффективными барьерами и препятствующих протеканию процессов рекристаллизации [3, 5, 8]. Результаты измерения твердости образцов, отожженных при 320 °С, деформированных при 20 °С со степенью 30 % и подвергнутых дополнительным нагревам на 400–550 °С, подтверждают, что наиболее интенсивное разупрочнение сплава 01570 начинается c температуры 450 °С.
-
4. Повышение температуры предварительного отжига выше 320 °С хотя и повышает запас пластичности, однако уменьшает термическую стабильность структурного состояния, получаемого при холодной деформации. Кроме того, по данным [1] повышение температуры отжига выше 335 °С неблагоприятно сказывается на коррозионной стойкости алюминий-магниевых сплавов.
Список литературы Особенности рекристаллизации деформируемых алюминий-магниевых сплавов со скандием
- Колачев, Б.А. Металловедение и термическая обработка цветных металлов и сплавов: учеб. для вузов/Б.А. Колачев, В.А. Ливанов. -3-е изд., перераб. и доп. -М.: МИСИС, 2001. -416 с.
- Дриц, М.Е. Влияние РЗМ на механические свойства сплава Al -6,5 % Mg/М.Е. Дриц, Л.С. Торопова, Ю.Г. Быков//Металловедение и термическая обработка металлов. -1980. -№ 10. -С. 35-37 DOI: 10.1007/BF00700570
- О механизме влияния скандия на повышение прочности и термической стабильности сплавов Al-Mg/М.Е. Дриц, С.Г. Павленко, Л.С. Торопова и др.//ДАН СССР. Металлы. -1981. -Т. 257, № 2. -С. 353-356.
- Филатов, Ю.А. Промышленные сплавы на основе системы Al-Mg-Sc/Ю.А. Филатов, В.И. Елагин, В.В. Захаров//Скандий 94: тез. докл. конф. -М., 1994. -С. 33.
- Структура и свойства сплавов Al-Sc и Al-Mg-Sc/М.Е. Дриц, Л.С. Торопова, Ю.Г. Быков и др.//Металлургия и металловедение цветных сплавов. -М.: Наука, 1982. -С. 213-223.
- Елагин, В.И. Перспективы легирования алюминиевых сплавов скандием/В.И. Елагин, В.В. Захаров, Т.Д. Ростова//Цветные металлы. -1982. -№ 12. -С. 96-99.
- Дриц, М.Е. Влияние дисперсности фазы ScAl3 на упрочнение сплава Al -6,3 % Mg -0,21 % Sc/М.Е. Дриц, Ю.Г. Быков, Л.С. Торопова//Металловедение и термическая обработка металлов. -1985. -№ 4. -С. 48-50 DOI: 10.1007/BF00652102
- Захаров, В.В. О совместном легировании алюминиевых сплавов скандием и цирконием/В.В. Захаров//Металловедение и термическая обработка металлов. -2014. -№ 6. -С. 3-8 DOI: 10.1007/s11041-014-9746-5
- Фридляндер, И.Н. Современные алюминиевые, магниевые сплавы и композиционные материалы на их основе//Металловедение и термическая обработка металлов. 2002. № 7. С. 24-29.
- А.с. 1642769 СССР, МКИ С22F. Способ обработки сплавов системы алюминий -магний -скандий/Ю.Д. Корягин, А.Ю. Данилович, А.Э. Даммер и др. -№ 4630729; заявл. 3.01.1989; опубл. 15.12.1990.
- Елагин, В.И. Алюминиевые сплавы, легированые скандием/В.И. Елагин, В.В. Захаров, Т.Д. Ростова//Металловедение и термическая обработка металлов. -1992. -№ 1. -С. 24-28 DOI: 10.1007/BF00768707
- А.с. 1736191 СССР, МКИ B21D. Способ изготовления изделий из алюминиевых сплавов/Ю.Д. Корягин, Б.К. Метелев, Н.И. Сотников и др. -1992.
- О легировании алюминиевых сплавов добавками скандия и циркония/В.Г. Давыдов, В.И. Елагин, В.В. Захаров, Т.Д. Ростова//Цветные металлы и сплавы. -1996. -№ 8. -С. 25-30.
- Лукин, В.И. Sc -перспективный легирующий элемент для присадочных материалов// Сварочное производство. 1995. № 6. С. 13-16.
- Даммер, А.Э. Исследование свойств сплавов и разработка новых способов штамповки изделий авиационной техники/А.Э. Даммер, Ю.Д. Корягин, Е.В. Экк//Машины и технологии прогрессивных процессов обработки материалов давлением: сб. науч. тр. -Челябинск: ЧГТУ, 1996. -С. 39-56.
- Филатов, Ю.А. Деформируемые сплавы на основе системы Al-Mg-Sc/Ю.А. Филатов//Металловедение и термическая обработка металлов. -1996. -№ 6. -С. 33-36 DOI: 10.1007/BF01395830
- Fujikawa, S.-I. Kinetics of Precipitation in Al-0,20 mass % Sc Alloy/S.-I. Fujikawa, S. Sakauchi//Aluminium Alloys. Their Physical and Mechanical Properties. Proc. of the 6th Int. Conf. on Aluminium Alloys, ICAA-6. Toyohashi, Japan. -The Japan Institute of Light Metals, 1998. -Vol. 2. -P. 805-810.
- Фридляндер, И.Н. Алюминиевые сплавы в летательных аппаратах в периоды 1970-2000 и 2001-2015 гг./И.Н. Фридляндер//Технология легких сплавов. -2002. -№ 4. -С. 12-17.
- Корягин, Ю.Д. Оценка термической стабильности упрочненного холодной деформацией сплава 01570/Ю.Д. Корягин, Д.А. Мирзаев, А.А. Звонков//Вестник ЮУрГУ. Серия «Металлургия». -2003. -Вып. 3, № 3. -С. 70-74.
