Особенности сварки малоамперной дугой стандартными вольфрамовыми электродами

Автор: Мейстер Р.А., Мейстер А.Р.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 5 т.5, 2012 года.
Бесплатный доступ
При питании дуги от однофазного выпрямителя с конденсаторным умножителем напряжения и использованием вольфрамовых электродов диаметром 1-2,5 мм обеспечивается устойчивое зажигание и горение дуги в аргоне и азоте при силе тока 4-10 А. Устойчивое горение дуги на обратной полярности обеспечивает полное проплавление алюминиевых листов толщиной 0,18 0,5 мм без вытекания сварочной ванны. При сварке торцевых соединений из малоуглеродистой нержавеющей стали, меди, латуни, алюминия толщиной 0,06-0,2 мм с зазором, превышающим толщину изделия, в аргоне и азоте высокой чистоты обеспечивается формирование швов цилиндрическим и прямоугольным электродом при силе тока 2,5-9 А. На малых токах наблюдается блуждание активных пятен.
Сварка неплавящимся электродом, неплавящийся электрод, вольфрамовый электрод, сварка алюминия, сварка в защитном газе, сварочная дуга, азот, торцевые соединения, цилиндрический электрод, прямоугольный электрод
Короткий адрес: https://sciup.org/146114683
IDR: 146114683 | УДК: 621.791.755
Special features of welding by a low-ampere arc with tungsten electrodes
When the arc is powered by a single-phase rectifier with a condenser voltage multiplier using tungsten electrodes with a diameter of 1-2,5 mm, the arc ignites and burns in argon and nitrogen with a current of 4-10 A. Stable arc burning at a reverse polarity provides full penetration of aluminum sheets with a thickness of 0,18-0,5 mm without outflow of a molten pool. In welding of end connections made of low-carbon steel, stainless steel, copper, brass, aluminum with a thickness of 0,06-0,2 mm, with a gap larger than sheet thickness, in argon and nitrogen of high grade, the weld is formed by cylindrical and rectangular electrode at the current of 2,5-9 A. At these low currents Intensive wandering of the active spots are detected.
Текст научной статьи Особенности сварки малоамперной дугой стандартными вольфрамовыми электродами
В настоящее время нет четких критериев, оценивающих устойчивое горение дуги на малых токах неплавящимся электродом. По-видимому, к ним следует отнести надежное зажигание дуги, длительное горение без угасания, отсутствие блуждания активных пятен, разрывную длину дуги.
Считается, что дуга в аргоне со стандартным вольфрамовым электродом при силе тока ниже 10-15 А горит неустойчиво. Устойчивость горения дуги значительно повышается, если применить вольфрамовые электроды диаметром до 0,3 мм. Например, дуга с электродом диаметром 0,16 мм устойчива при токе 1 А [1]. Но при сварке ультратонкими электродами невозможно применять обычное цанговое крепление.
По мнению [2], возбуждение дуги с ультратонким электродом с помощью осциллятора оказалось неэффективным. При его включении искровой разряд, а затем малоамперная дуга возбуждаются между корпусом горелки и свариваемым металлом. Также осциллятор способ
Р.А. Мейстер, А.Р. Мейстер. Особенности сварки малоамперной дугой стандартными вольфрамовыми электродами ствует выходу из строя микропроцессорных устройств [3], и броски тока при зажигании дуги вызывают дефекты в шве [4]. Поэтому ультратонкими вольфрамовыми электродами дуга при силе тока 2,5–3 А возбуждается при касании анода электродом [2].
При сварке тонкого металла требования к точности сборки повышенные, и допустимые зазоры и превышение кромок не должны превышать 10-25 % толщины свариваемых листов [5], что выполнить чрезвычайно сложно.
При сварке торцевых соединений толщиной 0,24 мм ультратонкими электродами максимальный зазор составил 0,6 мм, а при сварке встык листов толщиной 0,47 мм – 0,3 мм [1].
Сведений о применении азота для сварки неплавящимся электродом мало. При использовании сверхчистого азота потери вольфрамового электрода в 2-3 раза меньше, чем при аргонодуговой сварке. Это объясняется тем, что размеры катодного пятна при сварке в азоте меньше, чем в аргоне, а также образованием нитридов лантана и вольфрама, уменьшающих потери электрода на испарение [6].
В работах [7, 8] показано, что при питании дуги от однофазного выпрямителя с конденсаторным умножителем напряжения и использованием вольфрамового элетрода диаметром 1-5 мм дуга хорошо зажигается с первого касания и устойчиво горит в аргоне, азоте и гелии при силе тока 1-3 А.
Методы исследования и обсуждение результатов
В работе оценивалась устойчивость горения дуги вольфрамовым электродом диаметром 1-2,5 мм в аргоне и азоте высокой чистоты при силе тока менее 10 А, также были выбраны режимы сварки, обеспечивающие полное проплавление металла толщиной 0,18-0,5 мм без вытекания ванны и формирование швов при сварке торцевых соединений толщиной более 0,06 мм с зазорами, превышаемыми рекомендованные [5].
Для питания дуги применяли однофазный выпрямитель с конденсаторным умножителем напряжения и напряжением холостого хода 75-100 В. Для обеспечения крутопадающей характеристики источника питания и регулирования тока менее 20 А использовали активные балластные сопротивления. Дуга зажигалась касанием изделия вольфрамовым электродом, сварочная горелка перемещалась относительно вручную и автоматически. Электрические параметры режимов сварки фиксировались цифровым осциллографом С 9-8, и осуществлялась видеосъемка дуги со скоростью 30 кад/с.
Для исключения влияния на результаты опытов качества сборки швы выполнялись на алюминиевых образцах толщиной 0,18, 0,5, 1 мм в аргоне вольфрамовым электродом диаметром 2,5 мм с углом заточки 60 град. Расстояние от конца электрода до детали составляло 0,5-1 мм, расход аргона 5-6 л/мин, образцы фиксировались на подложке из малоуглеродистой стали.
На рис. 1 показано катодное распыление на обратной полярности при толщине образца 0,5 мм при следующих режимах: Iд=7-8 А, Uд=17 В, Vсв=3,78 м/ч.
На прямой полярности катодное распыление отсутствует (рис. 2).
Проплавление образца толщиной 0,5 мм показано на рис. 3.
При толщине алюминиевого образца 0,18 мм и без плотного поджатия к подложке при силе тока 4 А и напряжении дуги 15 В обеспечивается проплавление по толщине без вытекание ванны (рис. 4).

Рис. 1. Катодное распыление в аргоне
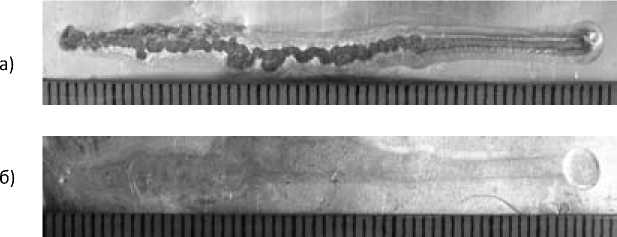
Рис. 2. Iд=11 А, Uд=16.5 В, Vсв=3.78 м/ч: а – вид сверху, б – обратная сторона


Рис. 3. Iд=10-11 А, Uд=16,5 В, Vсв=3,78 м/ч, а – вид сверху, б – вид снизу
а)
б)

Рис. 4. а – вид сверху, б – вид снизу
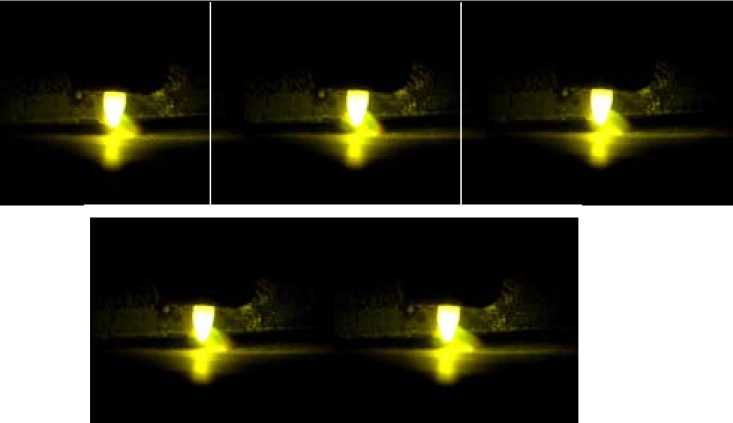
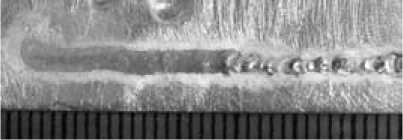
Рис. 5 . Iд=11 А, Uд=16.5 В, полярность обратная
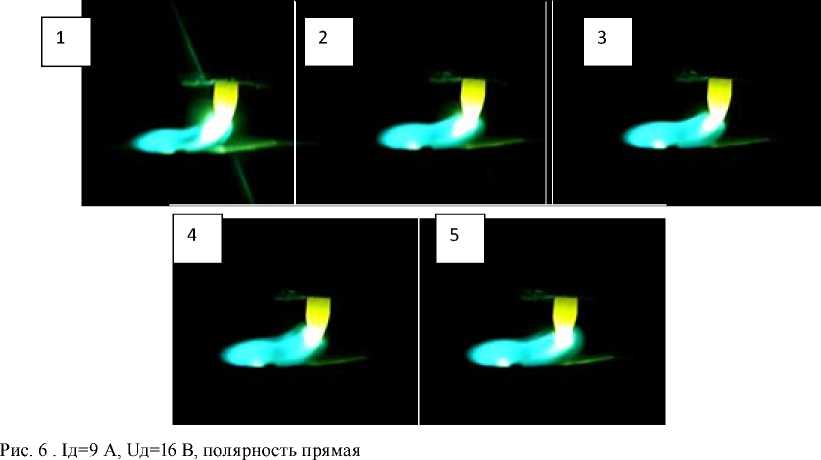
Кинограммы горения дуги в аргоне между вольфрамовым электродом и алюминием показаны на рис. 5 и 6.
Осциллограмма процесса горения дуги, соостветствующая кинограммам рис. 6, показана на рис. 7.
На прямой и обратной полярности наблюдается блуждание активных пятен.
Вопросу блуждания активных пятен и искривлению столба дуги посвящено много работ [9–11]. Но до настоящего времени блуждание катодного пятна объясняется на уровне гипотез [9, 12].
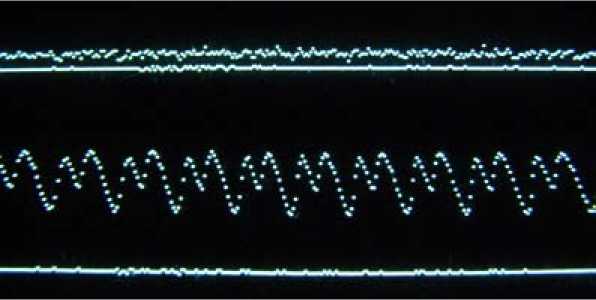
Рис. 7. Осциллограмма горения дуги на прямой полярности
Производились эксперименты по сварке вольфрамовым электродом диаметром 1 мм образцов из малоуглеродистой стали Х18Н9Т, меди, латуни, алюминия. Расход газа составлял 5 л/мин, поддерживалась длина дуги 0,5-1 мм.
Перед сваркой у алюминиевых образцов окисная пленка удалялась мелкой наждачной шкуркой и все образцы обезжиривались. При недостаточной скорости сварки увеличиваются наплывы по свариваемым кромкам и наблюдается пилообразность шва, но в связи с устойчивым горением дуги обеспечивается сплавление кромок. При автоматической сварке горелка для сварки неплавящимся электродом крепилась к мундштуку головки АБС.
При толщине изделия 0,05-0,2 мм точное направление вольфрамового электрода вдоль линии сварного шва обеспечить сложно. Поэтому при автоматической сварке по отбортовке смещение электрода от оси шва колебалось и составляло 0,3-1 мм. При ручной дуговой сварке обеспечить длину дуги в пределах 0,5-1 мм и равномерное перемещение горелки еще сложнее.
Образец из стали Х18Н9Т толщиной 0,2 мм, сваренной вручную в чистом азоте, показан на рис. 8.
После сварки наблюдается «пилообразность шва», которая также проявляет себя при сварке меди толщиной 0,1 мм в аргоне и азоте (рис. 9).
На рис. 10 показан внешний вид шва в аргоне при сварке латуни Л 62 толщиной 0,06 мм.
При автоматической сварке малоуглеродистой стали толщиной 0,1 мм в аргоне и минимальной силе тока также наблюдается пилообразность шва (рис. 11).
При сварке алюминия толщиной 0,16 мм в аргоне на обратной полярности также наблюдается «пилообразность» шва (рис. 12).
При сварке по отбортовке образцов толщиной 0,06-0,3 мм цилиндрическим электродом диаметром 1 мм, заточенным на иглу, на существующем оборудовании (горелка подвешивалась к автомату АБС) трудно обеспечить точное позиционирование электрода относительно шва. Проблему позиционирования возможно решить благодаря использованию плоского электрода при его расположении перпендикулярно свариваемому стыку.
Имеются сведения о повышении стойкости прямоугольных электродов в сравнении с цилиндрическими [13], но отсутствуют сведения о сварке плоскими вольфрамовыми электродами изделий толщиной 0,1-0,5 мм.

Рис. 8 . Iд=3 А, Uд=28 В
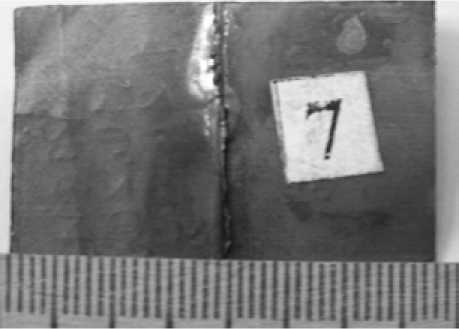
Рис. 10 . Iд=5 А
б)
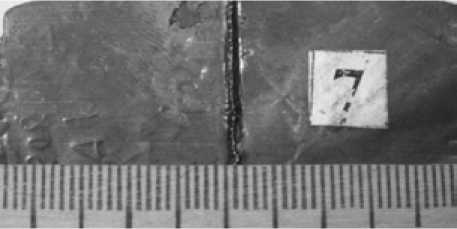
Рис. 9 . а – аргон, Iд=5 А; б – азот, Iд=3.8 А
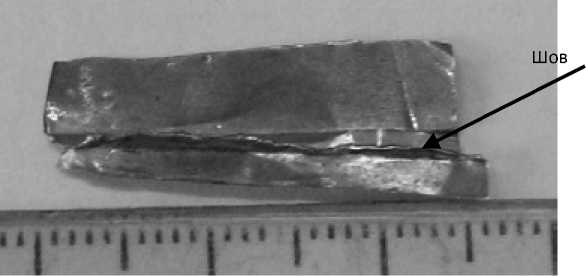
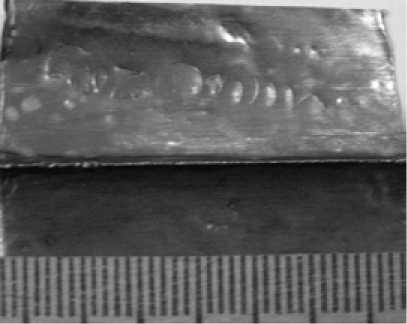
Рис. 11. Iд=4.5 А, Uд=29 В
а)

б)

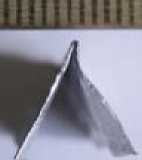

Рис. 13. Образец, сваренный в подбортовку: а) вид сверху, б) вид сбоку
Рис. 12. Образец, сваренный в подбортовку: а – вид сверху, б – вид сбоку. IД = 4,5 A, UД = 15 В, толщина образца 0,2 мм

Таблица 1
|
Материал |
Толщина, мм |
Сила тока, А |
Защитный газ |
|
Малоуглеродистая |
0,1 |
2,5 |
Аргон |
|
сталь |
0,2 |
5,2 |
Аргон |
|
Сталь Х18Н9Т |
0,2 |
5 |
Аргон |
|
0,2 |
3 |
Азот |
|
|
Медь |
0,1 |
7,5 |
Аргон |
|
0,1 |
4,5 |
Азот |
|
|
0,05 |
3,5 |
Азот |
|
|
Латунь |
0,06 |
5 |
Аргон |
|
Алюминий |
0,16 |
9,4 |
Аргон |
Плоским электродом (4х0,7 мм) из вольфраммолибденового сплава сваривалась латунь толщиной 0,06 мм по отбортовке в аргоне.
Режимы сварки: полярность прямая, расстояние от электрода до стыка 0,5 мм, Iд=3 А, Uд=18 В, скорость сварки 7,7 м/ч.
Внешний вид образца показан на рис. 13.
«Пилообразности» швов при сварке торцевых соединений избежать невозможно, и нет строгой теории, объясняющей ее возникновение [14, 15].
По результатам экспериментов рекомендуемые режимы сварки торцевых соединений приведены в табл. 1.
Выводы
-
1. При использовании стандартых вольфрамовых электродов диаметром 1–2,5 мм обеспечивается устойчивое горение дуги при силе тока менее 10 А.
-
2. Подобраны режимы сварки, обеспечивающие проплавление алюминиевых листов толщиной 0,18 – 0,5 мм.
-
3. Формируются швы при сварке различных металлов по отбортовке толщиной 0,06– 0,2 мм в аргоне и азоте с зазорами и превышением кромок более толщины изделия.
-
4. Обеспечивается формирование швов при сварке электродом прямоугольного сечения.
-
5. При сварке на малых токах наблюдается блуждание катодного пятна.
