Особенности технологии высокоскоростной разливки стали на сортовых МНЛЗ ОАО «ЧМК»

Автор: Ботников Сергей Анатольевич, Михайлов Геннадий Георгиевич, Артюшов Вячеслав Николаевич, Васильев Евгений Николаевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 14 (147), 2009 года.
Бесплатный доступ
Рассмотрены особенности освоения двух высокоскоростных сортовых МНЛЗ и технология производства непрерывнолитых заготовок в кислородно-конвертерном цехе ОАО «ЧМК». К основным проблемам производства сортовых заготовок на высокоскоростных МНЛЗ относятся обеспечение безостановочной технологии «плавка на плавку», то есть без потерь ручьев и аварийных прерываний серийных плавок, а также получение качественной непрерывнолитой заготовки (НЛЗ) без дефектов. Показано, что для обеспечения высокой производительности и качества литой сортовой заготовки необходимо в пределах марочного производить корректировку химического состава стали.
Ысокоскоростная сортовая мнлз, прорывы корочки металла, соотношения [mn]:[si] и [mn]:[s], ромбичностъ заготовки, серийность
Короткий адрес: https://sciup.org/147156614
IDR: 147156614 | УДК: 621.746
Characteristics of high speed steel casting at billet CCM of ОАО CHMK
Characteristics of 2 high-speed CCMs for billets in oxygen-converter shops of ОАО ChMK have been considered. The main problems of billet production at high-speed CCMs are to ensure uninterruptible technology «heat to heat», i.e. without loss of strands and emergency stoppage of heat sequences, as well as to provide the quality of continuously cast billet without defects. It was shown that for provision of high productivity and quality of cast billets is necessary to carry out the correction of the steel chemical composition.
Текст научной статьи Особенности технологии высокоскоростной разливки стали на сортовых МНЛЗ ОАО «ЧМК»
Увеличение скорости разливки МНЛЗ на 20...30 % в последние пять лет, стало возможным, прежде всего, благодаря использованию профильных кристаллизаторов, у которых рабочая полость кристаллизатора (гильзы) выполнена с учетом усадки формирующейся оболочки. В начале XXI века в России высокоскоростных сортовых МНЛЗ было незначительное количество. В основном сталь разливали на слябовых и блюмовых машинах, а также производили разливку в изложницы.
За последнее десятилетие мировой объём разливаемой стали на сортовых машинах непрерывного литья заготовок (МНЛЗ) превысил 60 %. В России также, в связи с ростом потребности в мелкосортной продукции промышленного и гражданского строительства, увеличилось количество стали, разливаемой на сортовых МНЛЗ. Немаловажную роль сыграла потребность в товарной сортовой заготовке за рубежом. Растущий потребительский спрос на металлопродукцию строительного назначения не только гарантировал устойчивый сбыт, но и позволял рассчитывать на реализацию новых инвестиционных проектов. В связи с этим многие металлургические компании уже осуществляют и планируют крупные инвестиции в новое строительство и модернизацию существующих сортовых МНЛЗ.
В конвертерном цехе ОАО «ЧМК» непрерывная разливка стали освоена на двух высокоскоростных сортовых МНЛЗ № 3 (запущена в мае 2004 г.) и № 4 (запущена в декабре 2006 г.). На МНЛЗ № 3 разливка производится только открытой струей и только на заготовку сечением 100x100 мм, на МНЛЗ №4 - открытой и закрытой струей на 100x100 и 180x180 мм (круг 150 мм). Поставщиком оборудования сортовых машин являлась итальянская фирма «DANIELI». Основной сортамент разливаемой стали:
-
- низкоуглеродистая (в т.ч. с углеродом 0,10 и менее);
-
- углеродистая (стЗ, ст5, 20, S235JR и др.);
-
- арматурная и низколегированная (25Г2С, 35ГС, Grade60 и др.).
К основным проблемам производства сортовых заготовок относятся обеспечение безостановочной технологии «плавка на плавку», то есть без потерь ручьев и аварийных прерываний серийных плавок, а также получение качественной непрерывнолитой заготовки (НЛЗ) без дефектов. С данными проблемами сталкиваются без исключения все металлургические предприятия, запускающие современные сортовые МНЛЗ. Малое сечение заготовки и высокая скорость разливки до 6 м/мин -это основные факторы, которые определяют особенности высокоскоростной разливки.
В условиях ОАО «ЧМК» при освоении технологии разливки открытой струей сталей разных марок на мениске в кристаллизаторах образовывался твердый конгломерат, состоящий из продуктов раскисления и вторичного окисления металла, значительное увеличение объема которого приводит к так называемым шлаковым прорывам кристаллизующейся корочки металла под кристаллизатором. Установлено, что образование конгломерата зависит от степени раскисленности, то есть от содержания кислорода в металле (от активности кислорода в металле), а от соотношения [Мп]:[Si] зависит агрегатное состояние фазы (твердая или жидкая).
С использованием построенных поверхностей растворимости компонентов в жидком металле (ПРКМ) системы Fe-Mn-Si-O [1] была построена диаграмма расхода марганца и кремния (рис. 1).
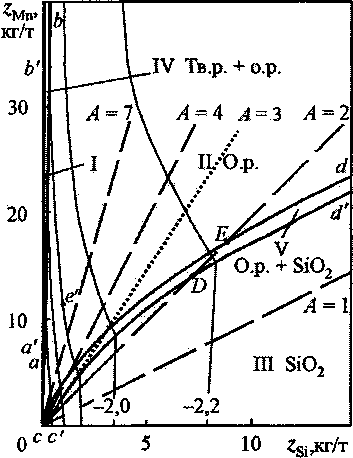
Рис. 1. Диаграмма расхода марганца и кремния при заданном [О]ИСх= 1000 ppm
Расчеты по программе ГИББС® [2] также позволили теоретически определить требуемое оптимальное соотношение [Мп]:[Si] для различного содержания в металле углерода с целью получения жидких включений, которые не оказывают влияния на процесс непрерывной разливки стали открытой струей. Полученные теоретические данные по соотношениям концентраций [Мп]:[Si] хорошо согласуются с практическими результатами разливки стали на сортовой МНЛЗ № 3 и 4 ОАО «Челябинский металлургический комбинат».
Построенный луч А=3, отвечающий соотношению [Мп]:[Si], соответствует разливаемой стали SAE1006, которая находится в критической зоне образования и не образования твердых включений. Таким образом, из этого следует, что при соотношениях марганца к кремнию в низкоуглеродистой стали SAE1006 менее 3 имеется вероятность образования твердых включений. Определены оптимальные соотношения [Мп]:[Si] для различных марок сталей (табл. 1).
Проведено исследование по влиянию соотношения [Mn]:[S] на образование прорывов в зоне вторичного охлаждения. Экспериментально было установлено, что при соотношении [Mn]:[S] менее 20 возможно образование на одной плавке нескольких прорывов на разных ручьях. Поэтому исходя из практики работ МНЛЗ и результатов исследований отношение [Mn]:[S] не должно быть меньше 22.
Провели исследование по изучению влияния на ромбичность литой заготовки сечением 100x100 мм химического состава разливаемой стали. С 1 июля 2005 г. по 28 февраля 2007 г. на б-ручьевой сортовой МНЛЗ № 3 разлито 13 067 плавок со средним весом 140 тонн. На каждой плавке и на каждом ручье в начале, в середине и в конце разливки производили измерения длины диагоналей. Было установлено, что на 5970 плавках (45,6 %) разность диагоналей была более 5 мм.
Содержание углерода в зависимости от марки разливаемой стали колебалось от 0,06 до 0,43 %. Скорость разливки изменялась в пределах от 3,8 до 6,0 м/мин (средняя скорость 5,1 м/мин). Все плавки с ромбичностью более 5 мм были поделены на 3 группы в зависимости от содержания в стали углерода: группа 1 - углерод менее 0,12 %; группа 2 - 0,12...0,28 %; группа 3 - 0,28...0,40 % (табл. 2).
На механизм образования ромбичности существенное влияние оказывают особенности формирования заготовок в зависимости от химического состава разливаемой стали - температура ликвидуса, температурный интервал кристаллизации, толщина формирующейся корочки, величина объемной и линейной усадки. Установили, что на дефект ромбичности заготовок помимо общеизвест-
Таблица 1
Рекомендуемые оптимальные соотношения [Mn]:[Si]
|
Марка стали |
Среднее содержание углерода в металле, % |
Рекомендованное соотношение [Мп]:[Si] с целью снижения вероятности шлакового прорыва для разливки открытой струей |
|
SAE1008, SAE1006 |
0,08 |
Не менее 3,0 |
|
25Г2С |
0,27 |
Не менее 2,5 |
|
35ГС |
0,35 |
Не менее 2,0 |
Таблица 2
Величина средней и максимальной ромбичности в зависимости от содержания углерода в готовой стали
На рис. 3 представлен график снижения удельного числа прорывов за 27 месяцев работы сортовой МНЛЗ. Всего за контрольный период произошло:
-
- прорывов подвисания 327 случаев (33,75 %);
-
- прорывов охлаждения, а также не соблюдения температурно-скоростного режима разливки 311 случаев (32,09 %);
-
- стартовых или пусковых прорывов 114 случаев (11,76 %);
-
- шлаковых прорывов 43 случая (4,44 %).
Была установлена зависимость удельного числа прорывов от марки стали, а точнее от содержания в металле углерода, который определяет процесс кристаллизации и температуры ликвидус и солидус. Наибольшее удельное число прорывов было зафиксировано на низкоуглеродистых сталях марок СвО8А, SAE1008 и SAE1006 - 0,00100.. .0,00750 шт./т и на сталях перитектического класса (СтЗсп, А500С, S235JR) - около 0,00100 шт./т. Наименьшее количество прорывов имело место при разливке на среднеуглеродистых сталях (35ГС, 25Г2С, Grade60, SAE1040 и др.) - менее 0,00090 шт./т.
Для низкоуглеродистых сталей характерен узкий температурный интервал кристаллизации и её начало при температурах, близких к температуре затвердевания чистого железа (7^=1525... 1530 °C). Это способствует резкому снижению скорости кристаллизации после образования тонкой корочки, которая подвергается повышенному ферроста-тическому давлению жидкого металла, приводящему либо к её прорыву, либо к вздутию.
Для стали перитектического класса и среднеуглеродистой стали интервал кристаллизации больше, а температура ликвидус меньше в сравнении с низкоуглеродистым металлом, поэтому толщина корочки в этих сталях больше, что объясняет более низкое удельное количество прорывов. Од-
Z
а: зг х ю
■^ о CL is О х
5 X о
ф is «
-»Ш плавок (для [С] менее 0,12 %)
■ 3381 плавок (для [С] более 0,28)
. в2492 плавок (для углеродного интервала 6,12-0,28%)
о менее 0,005 0,065-6,615 более 0,015
Содержание в металле серы, мае. %
Рис. 2. Влияние серы и углерода на величину максимальной ромбичности квадратной заготовки 100 мм
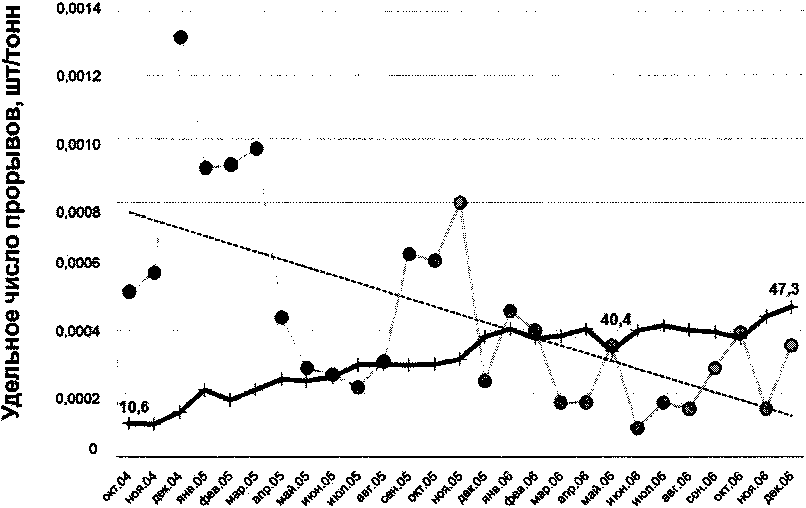
Рис. 3. Изменения среднего удельного числа прорывов (пунктирная линия) и увеличение средней серийности в плавках (сплошная линия) на сортовой МНЛЗ ОАО «ЧМК»
нако на заготовках из стали Зсп и А500С в результате перитектического превращения, приводящего к снижению пластичности, в процессе кристаллизации возникают трещины, которые увеличивают количество прорывов в сравнении со сталями 35ГС, SAE1040 и Grade 60.
Для проведения корректирующих мероприятий по снижению удельного числа прорывов на высокоскоростной сортовой МНЛЗ помимо известных мероприятий было рекомендовано следующее:
-
- низкоуглеродистый металл глубоко раскислять алюминием на выпуске из печного агрегата (расход алюминия не менее 1,0 кг/т и зависит от марки стали и технологии выплавки);
-
- внепечную обработку на агрегате ковш-печь производить так, чтобы выдерживать оптимальные рекомендованные соотношения [Мп]:[Si] (с учетом содержания в металле углерода) и [Mn]:[S];
-
- улучшить десульфурацию в ковше за счет наведения рафинировочного шлака присадками извести с расходом не менее 12 кг/т и пшата - 0,3 кг/т, а также за счет раскисления рафинировочного шлака до белого цвета порциями карбида кремния или алюминиевой сечкой и кускового силикокальция;
-
- установить скорость разливки стали в соответствии с температурой перегрева выше температуры ликвидус металла в промежуточном ковше, то есть для перегрева более 45 °C заданную скорость разливки уменьшить на 10 %, а для перегрева менее 15 °C заданную скорость увеличить на 10 %.
Вывод сортовой МНЛЗ № 3 ОАО «ЧМК» на среднюю серийность 39 плавок был достигнут за счет следующий проведенных работ:
-
- обеспечения высокой скорости разливки без прорывов;
-
- выбора оптимального режима первичного охлаждения;
-
- снижения вероятности закупоривания стаканов-дозаторов тугоплавкими неметаллическими включениями;
-
- уменьшения эрозии огнеупорной футеровки промковша.
Выводы
При производстве сортовых заготовок на высокоскоростных МНЛЗ главным является обеспечение безостановочной разливки «плавка на плавку», то есть без потерь ручьев и аварийных прерываний серийных плавок, а также получение качественной непрерывнолитой заготовки (НЛЗ) без дефектов.
В условиях ОАО «ЧМК» освоена технология высокоскоростного литья сортовых заготовок на МНЛЗ № 3 и 4 с минимальным сечением заготовки 100x100 мм.
Прорывы при разливке стали открытой струей связаны с образованием твердого конгломерата на мениске металла в кристаллизаторе. Термодинамические расчеты и практика разливки металла показывают, что избежать образования твердого конгломерата на мениске металла можно, если отношение [Мп]:[Si] будет не ниже 3 для сталей с содержанием углерода менее 0,10 мае. %, и не ниже 2,5 для углерода в стали от 0,10 до 0,45 мае. %.
На дефект ромбичности заготовок помимо общеизвестных причин влияют содержание в металле углерода и серы. С увеличением содержания углерода в металле с 0,12 до 0,40 мае. % и серы с
0,005 до 0,020 мае. % максимальная величина ромбичности для заготовки сечением 100x100 мм увеличивается с 10 до 16 мм.
Для проведения корректирующих мероприятий по снижению удельного числа прорывов на высокоскоростной сортовой МНЛЗ помимо известных мероприятий было рекомендовано следующее: глубоко раскислять низкоуглеродистый металл, выдерживать оптимальные соотношения [Мп]:[Si] (с учетом содержания в металле углерода) и [Mn]:[S], улучшить процесс десульфурации на агрегате ковш-печь за счет раскисления шлака, соблюдать оптимальную скорость разливки в зависимости от температуры металла в промковше.
Выполненный комплекс работ по корректировке технологии непрерывной разливки стали позволил обеспечить стабильную работу МНЛЗ, удовлетворительное качество продукции и увеличение средней серийности до 39 плавок на один промежуточный ковш.
Список литературы Особенности технологии высокоскоростной разливки стали на сортовых МНЛЗ ОАО «ЧМК»
- Михайлов, Г.Г. Термодинамика раскисления стали/Г.Г. Михайлов, Д.Я. Поволоцкий. -М.: Металлургия, 1993. -144 с.
- Толстоуцкий, A.A. Анализ и оптимизация технологии выплавки и внепечного рафинирования стали с использованием обобщенной термодинамической модели сталеплавильных процессов: дис.... канд. техн. наук/A.A. Толстоуцкий. -М., 2004. -189 с.
