Параметры валков и привода возвратно-поступательного перемещения осей их поворота для шаговой прокатки прямым и обратным ходом

Автор: Коваль Григорий Иванович, Гасленко Михаил Игоревич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 36 (253), 2011 года.
Бесплатный доступ
Приведена методика расчета параметров рабочей поверхности взаимно перпендикулярных валков, деформирующих металл шаговой прокаткой прямым и обратным ходом, а также привода их возвратно-поступательного перемещения, обеспечивающего периодическую подачу заготовки.
Шаговая прокатка, параметры валков, привод перемещения осей поворота валков
Короткий адрес: https://sciup.org/147156694
IDR: 147156694 | УДК: 621.771
Parameters of rolls and drive for reciprocating moving of their pivots for step-by-step rolling in straight and reverse motion
The paper describes a procedure for calculating parameters of working surface of mutually perpendicular rolls deforming metal by step-by-step rolling in straight and reverse motion, as well as a drive for their reciprocating moving, providing periodic feed of work piece.
Текст научной статьи Параметры валков и привода возвратно-поступательного перемещения осей их поворота для шаговой прокатки прямым и обратным ходом
Проектирование технологии и оборудования прокатного производства невозможно без знания параметров валков, клетей и их привода. Рассмотрим методику расчета этих параметров для условий шаговой прокатки прямым и обратным ходом двумя парами взаимно перпендикулярных валков переменного по длине их рабочей поверхности радиуса. Особенности этого процесса прокатки и основные требования к его осуществлению изложены в работах [1, 2].
Рабочие поверхности пар прокатных валков (рис. 1, 2) включают несколько характерных участков, ограниченных центральными углами. Калибрующие участки, ограниченные углами 8кал 1, 8кал 2, имеют постоянные радиусы RкалЛ, Rкал.2, выполненные из осей 01, О2 поворота валков. Обжимные участки, ограниченные углами 8обж 1 = 8отр 1 - ^кал!,
5™,
8обж 2 = 8отр 2--, выполнены постоянными радиусами р1, р2, проведенными из центров О 11, 012, расположенных эксцентрично осей О 1, О2 поворота валков с величинами эксцентриситетов е 1, е2.
Холостые участки ограничены углами:
8 Х олЛ = 360 °-8 отрЛ-^ -^ 11 -^ ; (1)
8 хол.2 = 360 °-8 отрЛ —у1 -Ф 12 -Ф 22 - (2)
Исходными данными для расчета являются высота, ширина соответственно исходной и получаемой заготовок Н 0, В 0 и Н 1 , В 1 , расстояния между осями пар валков Д01 и Д02, величина подачи m , а также следующие параметры:
фп , ф 12 - углы, характеризующие положения валков соответственно в начале и в конце обжатия обратным ходом (рис. 1);
ф 22, ф 21 - углы, характеризующие положе -ния валков соответственно в начале и в конце обжатия прямым ходом (рис. 2).
Радиусы валков на калибрующих участках R кал.1 , R кал.2 , углы 8 кал.1 , 8 кал.2 определяются по формулам:
у _ Д01 - Н 1 .
R кал.1 = 2 ;
у _ Д02 - В 1 .
R кал.2 = 2 ;
к m Х
8кал.1 = „ ;
R кал.1
хк
8кал.2 = ~----,
R кал.2
где к - коэффициент перекалибровки; к - вытяжка.
Параметры валков на обжимных участках определяются по следующим формулам [3]:
|
R δ 1 = ρ 12 - e 12 sin 2 δ 1 + e 1 cos δ 1 ; |
(7) |
|
= D 01 - H 0 - 2 ρ 1 1 ; 2cos δ отр.1 |
(8) |
|
R δ 2 = ρ 22 - e 22 sin 2 δ 2 + e 2 cos δ 2 ; |
(9) |
|
e = D 02 - В 0 - 2 ρ 2 2 2cos δ отр.2 . |
(10) |
Параметры валков е 1 , е 2 , ρ 1 , ρ 2 , δ отр.1 , δ отр.2 ,
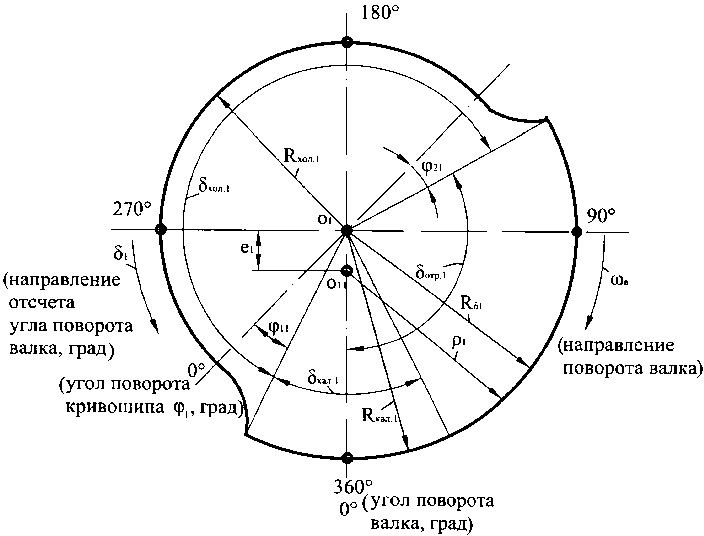
Рис. 1. Валок, деформирующий обратным ходом
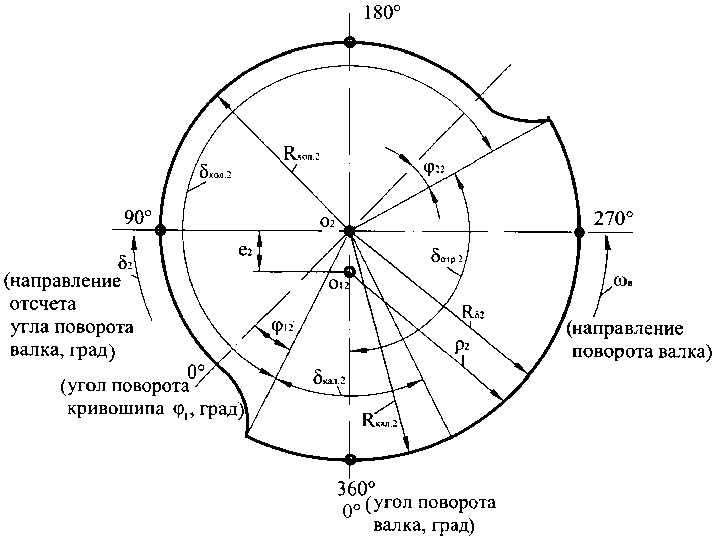
Рис. 2. Валок, деформирующий прямым ходом
входящие в зависимости (15)–(18), определяются с привлечением условий (см. рис. 1, 2), связываю- щих угловые положения на их деформирующих участках:
ϕ 11 +ϕ 12 + δ к2ал.1 + δ отр.1 =π ; (11)
δ
ϕ 21 +ϕ 22 + ка2л.2 + δ отр.2 =π (12)
и значения радиусов валков на границах их калибрующих и об жимных участков :
R кал.1 = ρ 1 2 - e 12sin2 δ к2ал.1 + e 1 cos δ к 2 ал.1 ; (13)
R кал.2 =ρ 2 2 - e 2 2sin2 δ ка 2 л.2 + e 2 cos δ ка 2 л.2 . (14)
Коваль Г.И., Гасленко М.И.
Параметры валков и привода возвратно-поступательного перемещения осей их поворота для шаговой прокатки…
Значения углов ф 11 , ф12 задаются из условий «разгона» и «торможения» осей поворота валков, обеспечивая выравнивание окружной скорости валков и скорости поступательного перемещения осей их поворота в начале и в конце деформации обратным ходом, и принимаются из опытных данных равными 10^15 град. Значения углов ф 22,
ф 2 1 определяются из условия осуществления заданной величины подачи. Зависимости для определения этих углов приведены ниже.
На холостых участках, ограниченных углами 5 хол.1 и 5 хол.2 , радиусы валков R хол.1 и R хол.2 могут выполняться постоянными из условия свободного вращения без соприкосновения смежных прокатных валков. Соотношения для определения этих радиусов имеют вид:
п < Д01 - Вв2 ./1
R хол.1 - 2 ;
п < Д02 - В в1
Rхол.2 - 2 , где Вв1 и Вв 2 –максимальная ширина валков, деформирующих соответственно обратным и прямым ходом.
Радиус кривошипа привода возвратно-поступательного перемещения осей поворота валков r кр
Угловые положения валков, деформирующих обратным ходом, и кривошипов связаны соотношением
5 1 = 360 о-фи-^ + ф 1 . (21)
Длина шатуна определяется известным соотношением, применяемым при проектировании станов ХПТ,
L ш = ( 6 - 7 ) Г кр . (22)
При определении параметров пары валков, деформирующей прямым ходом, необходимо привлечь условие п-ф22 V,
[ VnLd 5 = 0, (23)
ю ф12
определяется из условия осуществления переме-
щения заготовки валками в сторону готового про- m ( X+ 1 )
филя на величину 2 [2] при деформации заготовки обратным ходом
m ( Z + 1 )
п-ф 21 т/
( V1 d 5 .
ю
Ф 11
В этом выражении скорость перемещения заготовки при ее деформации обратным ходом определяется по формуле
в которое входят значения углов ф 22, ф 21, определяющих заданную величину подачи заготовки.
В этом выражении скорость перемещения заготовки при ее деформации прямым ходом определяется по формуле
V n 2 = V кл – V 12 . (24) Скорость выхода металла из пары валков, деформирующей прямым ходом,
V 12 = ю R к2 , (25) где R к2 – катающий радиус пары валков, деформирующей прямым ходом.
С использованием приведенных зависимостей и уравнений могут быть рассчитаны параметры пар валков, одна из которых деформирует прямым, а вторая обратным ходом, а также параметры привода возвратно-поступательного перемещения осей их поворота. Эти параметры обеспечивают получение шаговой прокаткой сортового проката с высокой вытяжкой, с требуемыми геометрическими характеристиками при подаче заготовки прокатными валками в заданном режиме.
V n 1 = V 11 – V кл .
Скорость выхода металла из валков, деформирующих обратным ходом,
V 11 = ω R к1.
Скорость перемещения осей поворота валков
V кл
= ю r Kp sin ф
)
0,5 г кр sin ф 1 + d cos ф 1
L ш V 1 — ( d/ L ш ) 2 ?
. (20)
В формулах (17), (18), (20) обозначено: ю - угловая скорость валков и кривошипа; R к1 – катающий радиус валков, деформирующих обратным ходом; d – дезак-сиал кривошипно-шатунного механизма; ф 1 - угол поворота кривошипа привода возвратно-поступательного перемещения осей поворота валков.
Список литературы Параметры валков и привода возвратно-поступательного перемещения осей их поворота для шаговой прокатки прямым и обратным ходом
- Пат. № 2252830 Российская Федерация, МПК7 В 21 В 1/42. Способ шаговой прокатки/Г.И. Коваль, Т.Г. Каримова. -№ 2004110352/02; заявл. 05.04.2004; опубл. 27.052005, Бюл. № 5. -12 с.
- Коваль, Г.И. Основы нового способа шаговой прокатки/Г.И. Коваль//Вестник ЮУрГУ. Серия «Металлургия». -2005. -Вып. 6. -№ 10(50). -С. 72-76.
- Выдрин, В.Н. Геометрические параметры процесса прокатки-ковки широких полос/В.Н. Выдрин, Е.Н. Березин, Г.И. Коваль//Теория и технология прокатки: сб. науч. тр. -Челябинск: ЧПИ, 1979. -№ 230. -С. 82-96.
