Перспективы применения плазменной закалки для упрочнения дисковых ножей

Автор: Нефедьев Сергей Павлович, Дма Роман Рафаэлевич, Котенко Дмитрий Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Сварка, родственные процессы и технологии
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Стойкость режущего инструмента для обработки материалов во многом определяет эффективность металлургических предприятий. В этой связи использование прогрессивных способов упрочнения режущего инструмента является важной производственной задачей. Основной причиной выхода дисковых ножей из строя является преждевременное замятие режущей кромки, а также выкрошка в режущей части. Для исключения образования подобных дефектов была проведена плазменная закалка режущей кромки ножей. Результаты показали, что выкрашивание и затупление режущей кромки прекратилось полностью. Дисковые ножи стали работать в режиме самозатачивания, что повысило качество реза и срок эксплуатации таких ножей. Это связано с повышенным количеством аустенита в закаленном слое и особенностями формирования структуры зоны термического воздействия.
Плазменная закалка, дисковые ножи, упрочнение, карбидная неоднородность
Короткий адрес: https://sciup.org/147156920
IDR: 147156920 | УДК: 621.791.927.55
Use of plasma hardening for circular knives
Durability of cutting tools for the processing of materials determines the effectiveness of metallurgical enterprises. In this regard, the use of advanced methods of cutting tool hardening is an important industrial challenge. The main cause of the circular knives failure are cutting edge jams and chipping in the cutting part. To prevent such defects plasma hardening of the cutting edge knives was made. The results showed that pitting and dulling of the cutting edge stopped completely. Circular blades began to work in the mode of self-sharpening that raised the cut quality and service life of the blades. This is due to the increased amount of austenite and the hardened layer forming characteristics of HAZ structure.
Текст научной статьи Перспективы применения плазменной закалки для упрочнения дисковых ножей
На ОАО «ММК-Метиз» для резки листового металлопроката применяют дисковые ножи собственного производства из стали 5ХВ2С. Ножи эксплуатируются в условиях высоких контактных нагрузок, наличия абразивных частиц и повышенной температуры в зоне резания при знакопеременном цикле нагружения. В процессе резания происходит затупление режущей кромки ножей, приводящее к снижению режущей способности и получению брака. Затупление режущей кромки обусловливается её износом. По механизму затупления режущей кромки условно выделяют следующие виды износа: макро- и микросколы, пластическая деформация и адгезионно-усталостный износ [1]. Из всех приведённых механизмов разрушения режущей кромки дисковых ножей холодной резки металла, наиболее часто они выходят из строя по причине выкрашивания и усталостного износа.
Чертёж наиболее часто применяющегося типоразмера ножа приведён на рис. 1.
Основной и наиболее ответственной операцией термической обработки ножей является закалка. Вместе с отпуском она определяет стойкость инструмента в эксплуатации и обеспечивает заданную твёрдость, износостойкость, теплостойкость и прочность режущей части инструмента.
Традиционная технология термической обработки ножей заключается в следующем: нагрев до закалочных температур 900…920 °С проводят в электрической камерной печи типа СНО с выдержкой при этой температуре 50…70 мин, закалку проводят в масле. Охлаждение при закалке должно обеспечивать получение структуры мартенсита по всему сечению ножей и не должно вызывать закалочных дефектов: трещин, деформаций, коробления и высоких растягивающих остаточных напряжений в поверхностных слоях.
Рис. 1. Дисковый нож агрегата продольной резки СКМЗ
а)
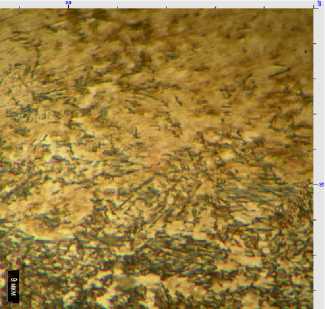
Рис. 2. Микроструктура плазменно-упрочнённого слоя:
а - поверхностный слой; б - переходный слой, х 1000
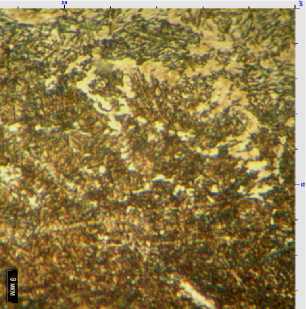
б)
Низкотемпературный отпуск проводят при нагреве до температуры 250…260 °С в селитровой ванне состава 50 % KNO 3 , 50 % NaNO 2 . При этом снижаются закалочные макронапряжения, мартенсит закалки переходит в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твёрдости.
С целью повышения твёрдости поверхностных слоёв дисковых ножей они были подвергнуты плазменно-дуговой закалке по рабочим кромкам. Плазменное упрочнение без оплавления поверхности привело к формированию в упрочнённой зоне сильно неоднородной структуры. Вследствие незавершённости процессов аустенитизации в упрочнённом слое образовался мартенсит + нераство-рённый цементит + остаточный аустенит (рис. 2). После плазменной закалки образуется большое количество остаточного аустенита, но твердость при этом значительно выше, чем при традиционной термической обработке [2].
Срок службы их на большинстве металлургических заводов в настоящее время крайне низок. Износ режущей кромки дисковых ножей происходит не по причине низкой ударной вязкости стали 5ХВ2С в целом, а по причине местного локального охрупчивания металла, происходящего при эксплуатации. Таким образом, в ножевых сталях концентраторами напряжений являются не микротрещины, а твёрдые и хрупкие составляющие их микроструктуры – карбиды, а точнее, локальные скопления карбидов. Повысить стойкость ножей возможно плазменной закалкой за счет образования значительного количества остаточного аустенита в микроструктуре плазменно-закалённых слоёв, действующего как демпфер при распространении микротрещин и напряжений.
Эксплуатационные свойства дисковых ножей могут повыситься за счёт использования плазменной закалки. Это обусловлено, прежде всего, образованием в поверхностном слое высокодисперсной метастабильной структуры с намного более высо- кой плотностью дислокаций [3]. Повышение комплекса эксплуатационных свойств стали 5ХВ2С при плазменной закалке, по сравнению с традиционной термической обработкой, осуществляется за счет более высокой степени растворения карбидной фазы, насыщения твердого раствора углеродом и легирующими элементами, измельчения зерна, повышения плотности дефектов кристаллического строения.
После проведения плазменной закалки трещин на ножах не наблюдалось. После того, как нож обработал 200 т металла на агрегате резки, он подвергся плановой перешлифовке. При перешли-фовке вскрылись трещины, что не позволило проводить их дальнейшую эксплуатацию, но это, однако, не привело к разрушению ножа. Очевидно, что наблюдающиеся трещины являются холодными, и распространяются только по упрочнённому слою и тормозятся в переходном слое.
Можно предположить, что причиной образования трещин является наличие значительных напряжений на поверхности ножей, вызывающих трещинообразование при температурном силовом воздействии, оказываемом на них шлифовальным кругом.
Выводы
-
1. Плазменная закалка позволяет повысить твердость с 80 до 82,1 HRA и износостойкость с 0,408 до 2,48.
-
2. После испытаний на отпускоустойчивость твердость плазменно-закаленного слоя составляет 77 HRA, а при традиционной термической обработке 75 HRA. Также значение износостойкости повысилось с 0,45 до 0,46.
-
3. Плазменная закалка может быть вписана в технологическую цепочку термической обработки ножей, но при этом требуется корректировка режима термической обработки, что бы избежать трещинообразования.
Сварка, родственные процессы и технологии
Список литературы Перспективы применения плазменной закалки для упрочнения дисковых ножей
- Материаловедение и технология металлов/Г.П. Фетисов, М.Г. Карпман, В.М. Матюнин и др. -М.: Высш. шк., 2001. -638 с.
- Нефедьев, С.П. Особенности структуры и свойства поверхностных слоёв углеродистых сталей с плазменным упрочением и наплавкой комплексно-легированным белым чугуном: дис. … канд. техн. наук/С.П. Нефедьев. -Магнитогорск, 2012. -136 с.
- Emelyushin, A.N. Investigation of the Structure and Impact-Abrasive Wear Resistance of Coatings of the Fe-C-Cr-Mn-Si System, Additionally Alloyed with Nitrogen/A.N. Emelyushin, E.V. Petrochenko, S.P. Nefed'ev//Welding International. -2013. -Т. 27, no. 2. -С. 150-153.
