Перспективы развития оборотных циклов на предприятиях черной металлургии

Автор: Арканова Ирина Анатольевна, Доманцевич Николай Дмитриевич
Рубрика: Водоснабжение, канализация, строительные системы охраны водных ресурсов
Статья в выпуске: 1 т.21, 2021 года.
Бесплатный доступ
Интенсивное влияние на окружающую среду оказывают города и расположенные в них предприятия черной металлургии, являющиеся основой промышленной и экономической мощи страны. Особую актуальность для предприятий черной металлургии приобрели вопросы рационального использования природных ресурсов, поиски эффективных методов защиты окружающей среды, разработка совершенных систем подготовки и использования воды, очистки сточных вод. В данной статье разобраны недостатки метода расчета необходимого количества реагента для очистки кислых железосодержащих производственных стоков. Исследователем выявлена и задокументирована зависимость качества очистки стоков от количества используемого реагента с учетом всех факторов, способных оказать как положительное, так и отрицательное влияние на процесс очистки.
Кислые железосодержащие стоки, очистка стоков, обезжелезиваниеи нейтрализация, методы очистки стоков, сточные воды, черная металлургия
Короткий адрес: https://sciup.org/147233737
IDR: 147233737 | УДК: 628.12 | DOI: 10.14529/build210108
Prospects for the development of reverse cycles at ferrous metallurgy enterprises
Cities, and ferrous metallurgy enterprises located in them, which are the basis of the industrial and economic power of the country, provide an intense impact on the environment. The issues of rational use of natural resources, the search for effective methods of protecting the environment, the development of perfect systems for the preparation and use of water, and wastewater treatment have acquired particular relevance for ferrous metallurgy enterprises. This article discusses the disadvantages of the method for calculating the required amount of reagent for the purification of acidic iron-containing industrial wastewater. In the research, the dependence of the quality of wastewater treatment on the amount of reagent used, with consideration to all the factors that can have both a positive and a negative effect on the treatment process, has been identified and documented.
Текст научной статьи Перспективы развития оборотных циклов на предприятиях черной металлургии
Очистка стоков промышленных предприятий - серьезная тема в силу высокой потенциальной опасности возникновения экологических проблем. Сточные воды от промышленных предприятий специфичны и содержат в ряде случаев сложные многокомпонентные опасные для человека и окружающей среды смеси, для удаления которых необходимо разрабатывать комплексные очистные системы. При попадании железосодержащих кислых стоков в водоемы находящийся в стоках гидрат закиси железа поглощает растворенный в воде кислород и окисляясь постепенно переходит в гидроокись железа, выпадающую на дно и берега водоемов, образуя большое количество осадка ржаво-рыжего цвета. В небольших водоемах такие стоки могут полностью поглощать растворенный в воде кислород, что приводит к уничтожению органической жизни. Присутствие в воде гидрата закиси делает воду нестабильной: в сетях трубопроводов такая вода образует отложения, на предприятиях, использующих эту воду в производственном процессе, возможен брак продукции. Водоемы, загрязненные железосодержащими кислыми стоками, часто становятся совершенно непригодными в качестве источников хозяйственно-питьевого и технического водоснабжения. Не уделяя должного внимания вопросу очистки сточных вод, предприятие может нанести большой ущерб окружающей сре- де, а государственное регулирование в данной области с каждым годом становится все строже, поэтому водоотведение и очистка сточных вод должны занимать особое место в работе каждого промышленного предприятия [1, 2].
Одной из ведущих отраслей экономики Челябинской области является машиностроение и металлообработка. В машиностроительном комплексе сосредоточено 28 % промышленно-производственного персонала Челябинской области. Удельный вес в общем объеме продукции обрабатывающих производств составляет 11,3 %.
Машиностроительный комплекс представлен автомобильной промышленностью (25,3 %), тракторным и сельскохозяйственным (14,1 %) машиностроением, станкостроением, приборостроением, металлургическим, строительно -дорожным и коммунальным, электротехниче ским, горношахтным и горнорудным машиностроением, а также производством металлических конструкций и изделий.
Территориально предприятия по области размещены неравномерно. Наибольшее их число -в Челябинске: АО «ЧТЗ» - крупнейшее в России предприятие по производству тракторной техники, заводы по производству дорожных машин (завод им. Колющенко), станков («Станко-маш»», кузнечно-прессовый завод), радиотехники, часов и т. д. Транспортное машиностроение представлено производством большегрузных автомобилей (г. Миасс), вагоностроением (г. Усть-Катав) [3].
Челябинская область является лидером среди российских регионов в области черной металлургии. Металлургические предприятия Челябинской области производят 26 % всероссийского выпуска металлопроката, 27 % стали и 15 % - стальных труб. Черная металлургия представлена 28 крупными и средними предприятиями. Наиболее существенную роль среди них играют:
-
• ОАО «Магнитогорский металлургический комбинат» - крупнейшее предприятие в стране -(57,2 % металлургической продукции в области);
-
• ОАО «Мечел» (16,9 %), специализирующийся на выпуске легированных сталей;
-
• ОАО «Челябинский электрометаллургический комбинат»;
-
• металлургические заводы в горнозаводской зоне Урала (ОАО «Златоустовский металлургический комбинат», ОАО «Ашинский металлургический завод», ОАО «Комбинат «Магнезит» (г. Сатка), ОАО «Саткинский чугунно-плавильный завод»);
-
• заводы по производству труб, метизов (ОАО «Челябинский трубопрокатный завод», ОАО «Магнитогорский метизно-металлургический завод», ЗАО «Миньярский метизно-металлургический завод»).
Черная металлургия представлена группой старых заводов горнозаводской зоны: Ашинским, Уфалейским, Саткинским и Златоустовским, методы очистки и использования сточных вод которых в настоящее время технически и морально устарели. На большинстве металлургических предприятий вопрос с переработкой и повторным использованием сложных сточных («кислых» железосодержащих) вод не решен. Известны и апробированы методы нейтрализации таких вод известковым «молоком» с последующим отстаиванием и сбросом ихв производственно-дождевую канализацию. Осадок направляют в шламонакопители [4].
Поскольку способ очистки металлической поверхности путем травления в кислотах (обычно в серной и соляной) остается основным, потребление кислот на эти цели увеличивается с каждым годом. Соответственно, и возрастают объемы кислых железосодержащих сточных вод и их осадков, размещаемых в накопителях отходов. Это влечет за собой потенциальную угрозу экологической безопасности, а также нерациональное использо- вание водных ресурсов, ведущее к дополнительным экономическим потерям.
Согласно стратегии развития черной металлургии России до 2030 года внутренний спрос на готовый прокат к 2030 г. может вырасти с 38 млн т в 2013 г. до 67,2 млн т. Производство же увеличится до 90 млн т. Челябинская область является лидером черной металлургии по России, на ее долю приходится треть от общего объема производства стали и металлопроката. Тенденция экономического развития области предусматривает дальнейшее наращивание производственных мощностей [5].
В создавшихся экономических условиях необходимо провести структурную перестройку предприятий, повысить эффективность производства металлопродукции путем внедрения и развития замкнутых систем водопользования, а также избежать катастрофического загрязнения природных водных объектов промышленными сточными водами вследствие значительного роста производства промышленной продукции.
Сегодня внедрение замкнутых систем водопользования является единственным рациональным решением проблемы использования воды в черной металлургической промышленности.
В черной металлургии после использования воды образуются сточные воды: отработанные травильные растворы, промывные воды от промывки металла после травления, маслосодержащие сточные воды, сточные воды, загрязненные преимущественно механическими примесями, низкоконцентрированные кислые железосодержащие воды, высококонцентрированные кислые железосодержащие отработанные растворы, кислые сточные воды, не содержащие ионов тяжелых металлов, смешанные кислотно-щелочные воды, обычно содержащие соли натрия, сточные воды, содержащие соли синильной, двухромовой кислот [6, 7].
Главной задачей утилизации сточной воды является ее нейтрализация, подготовка до требуемого в производственном процессе качества и подача на производство [8].
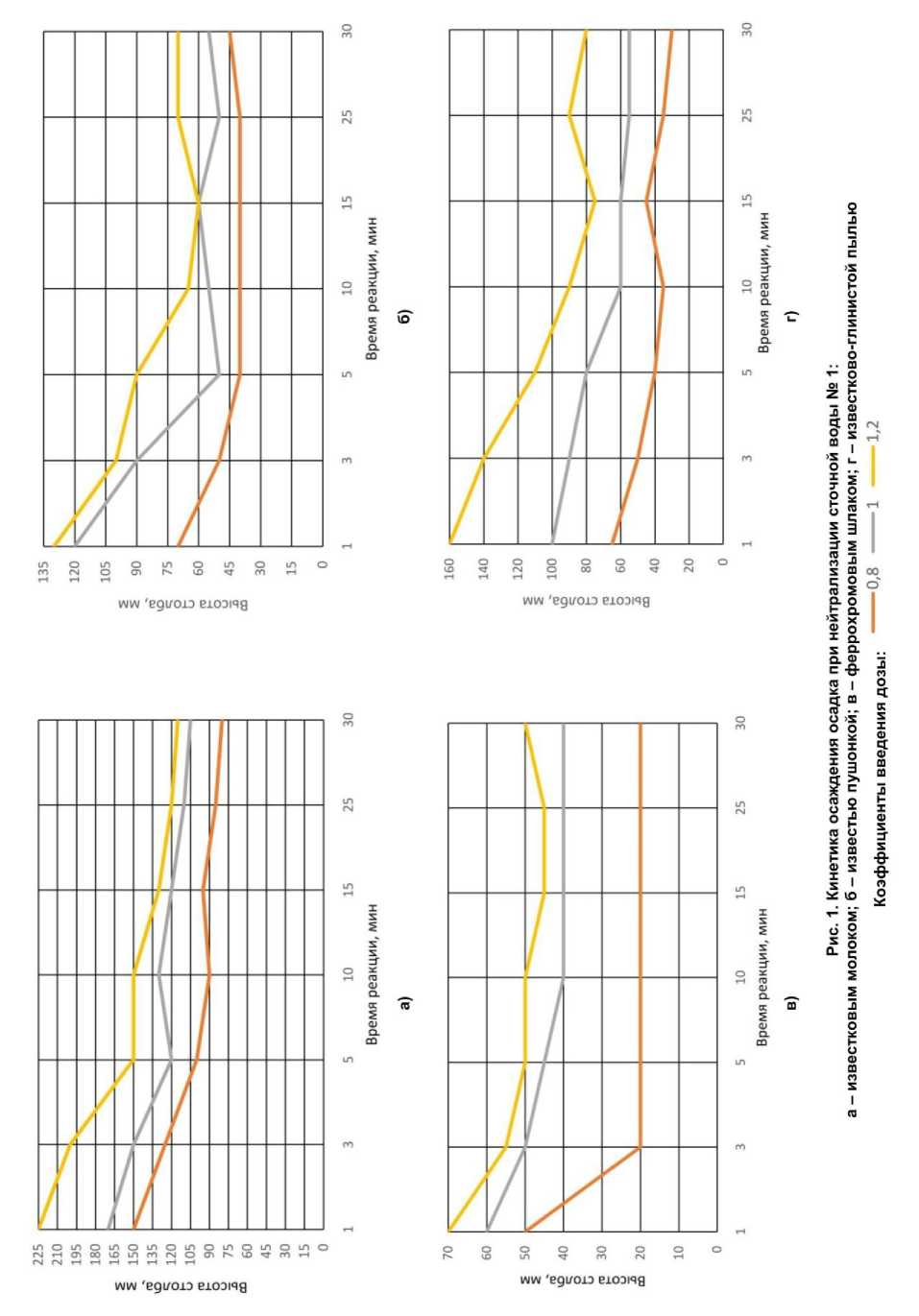
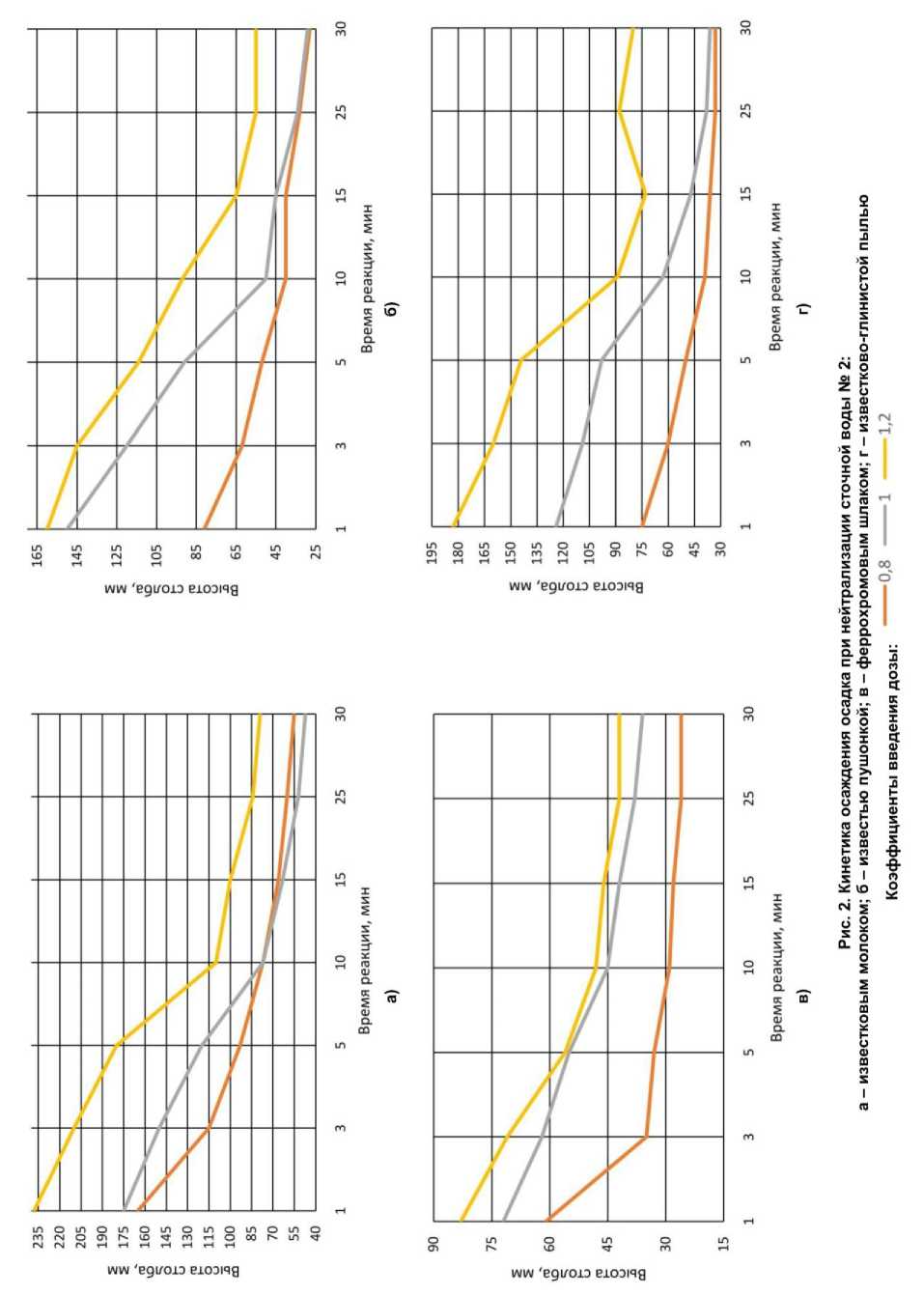
Нейтрализация кислых железосодержащих сточных вод осуществляется с помощью известкового молока, извести пушонки, а также отходов производства, содержащих соединения кальция и магния (феррохромовый шлак, глинистая пыль).
Основной целью данной работы является определение исходных данных для разработки технологии обезвреживания кислых железосодержащих сточных вод с целью совершенствования водоснабжения и водоотведения черной металлургии. Для этого в лаборатории ГИСиС проведены исследования по определению требуемых доз перечисленных выше реагентов и эффективности обезвреживания. Результаты исследований сведены в таблицы и отражены графически.
Принципиально новый подход, основанный на лабораторных исследованиях, позволяет выйти на новый уровень водоподготовки, а также повысить конкурентоспособность предприятий за счет снижения себестоимости продукции путем оптимизации расходов на очистку воды.
В сточных водах основным источником загрязнения является сульфат железа и серная кислота. Обезжелезивание является многофакторным процессом, зависящим от концентрации загрязнений, вида загрязнений, дисперсности примесей, механического воздействия (встряхивание, перемешивание), pH, щелочности, кислотности, действия электрических и магнитных полей и электромагнитного излучения. Определение оптимальной дозы реагентов и отходов для обезвреживания кислых железосодержащих сточных вод должно осуществляться путем проведения пробных экспериментов [9–11].
В результате проведения лабораторных исследований кислой железосодержащей сточной воды установлено, что для выделения растворенных соединений железа из этих вод требуется обработка щелочными реагентами с доведением pH до 8,5–9. Образующиеся хлопья железа в виде Fe(OH) 3 , которые появляются в результате контакта кислорода воздуха с Fe(OH)2, выпадают в осадок [12].
Для сравнения расчетных доз, определенных по известным методикам, с фактическими дозами, а также определения оптимального количества реагента расчетные дозы с учетом содержания CaO были увеличены или уменьшены на 15–20 % [13].
Лабораторные исследования проведены на сточных водах с различной концентрацией железа и серной кислоты.
Водородный показатель сточной воды № 1 pH = 3, концентрация железа C Fe = 418 мг/л, концентрация сульфата железа C FeSO = 398 мг/л, концентрация серной кислоты C H2SO4 = 398 мг/л. Расчетная доза извести Д = 496 мг/л.
Тогда дозу реагентов каждого вещества сведем в табл. 1. Данные о результатах осаждения приведены в табл. 2.
Определение оптимальной дозы реагента графически показано на рис. 1.
По результатам исследования установлено, что наилучший результат показывает феррохромо-вый шлак с расчетной дозой 80 %.
Водородный показатель сточной воды № 2 pH = 3,5, концентрация железа C Fe = 543,6 мг/л, концентрация сульфата железа C FeSO4= 1467,7 мг/л, концентрация серной кислоты C H2SO = 601,2 мг/л.
Расчетная доза извести Д изв = 598 мг/л.
Тогда дозу реагентов каждого вещества сведем в табл. 3. Данные о результатах осаждения приведены в табл. 4.
Определение оптимальной дозы реагента графически показано на рис. 2.
Результаты второй серии исследований показали, что перспективным реагентом для обезвреживания кислых железосодержащих сточных вод является также феррохромовый шлак с дозой 80 % от расчетной.
Таким образом, в ходе проведенных исследований установлено, что для обезвреживания «кислых» железосодержащих сточных вод, образующихся в черной металлургии, перспективным реагентом является отход производства самой черной металлургии – это феррохромовый шлак. Особо важным результатом можно считать, что по сравнению с расчетными дозами необходимая доза составляет всего 80 %. Использование отходов самого производства для очистки сточных вод прекрасно вписывается в современную тенденцию по созданию безотходного, экологичного производства, апогеем которого является комплексное использование отходов для их взаимной нейтрализации [13–16].
Результаты этих исследований рекомендуется использовать для проектирования комплексов очистных сооружений на основе ресурсосберегающих решений [17, 18].
При этом обезвреженный «кислый» железосодержащий сток можно использовать на производственные нужны черной металлургии, что позволяет совершенствовать систему водоснабжения и водоотведения данной отрасли. А осадок является вторичным сырьем для извлечения железа.
Определение доз реагентов для сточной воды № 1
Таблица 1
|
№ цилиндра |
1 |
2 |
3 |
|
|
Коэффициент введения дозы |
1 |
0,8 |
1,2 |
|
|
Известковое молоко |
C CaO = 106,5 мг/мл |
2,33 |
1,86 |
2,79 |
|
Известь пушонка |
C CaO = 52 мг/мл |
4,77 |
3,82 |
5,72 |
|
Феррохромовый шлак |
C CaO = 45,5 мг/мл |
5,45 |
4,36 |
6,54 |
|
Глинистая пыль |
C CaO = 38 мг/мл |
6,53 |
5,22 |
7,83 |
Таблица 2
|
Время Количество реакции, используемого мин реагента |
1 |
3 |
5 |
10 |
15 |
25 |
30 |
|
|
Высота столба, мм |
||||||||
|
Известковое «молоко |
0,8 |
150 |
125 |
100 |
90 |
95 |
85 |
80 |
|
1 |
170 |
150 |
120 |
130 |
120 |
110 |
105 |
|
|
1,2 |
225 |
200 |
150 |
150 |
130 |
120 |
115 |
|
|
Известь пушонка |
0,8 |
70 |
50 |
40 |
40 |
40 |
40 |
45 |
|
1 |
120 |
90 |
50 |
55 |
60 |
50 |
55 |
|
|
1,2 |
130 |
100 |
90 |
65 |
60 |
70 |
70 |
|
|
Феррохромовый шлак |
0,8 |
50 |
20 |
20 |
20 |
20 |
20 |
20 |
|
1 |
60 |
50 |
45 |
40 |
40 |
40 |
40 |
|
|
1,2 |
70 |
55 |
50 |
50 |
45 |
45 |
50 |
|
|
Известковоглинистая пыль |
0,8 |
65 |
50 |
40 |
35 |
45 |
35 |
30 |
|
1 |
100 |
90 |
80 |
60 |
60 |
55 |
55 |
|
|
1,2 |
160 |
140 |
110 |
90 |
75 |
90 |
80 |
|
Определение доз реагентов для сточной воды № 2
Таблица 3
|
№ цилиндра |
1 |
2 |
3 |
|
|
Коэффициент введения дозы |
1 |
0,8 |
1,2 |
|
|
Известковое молоко |
C CaO = 106,5 мг/мл |
2,81 |
2,25 |
3,37 |
|
Известь пушонка |
C CaO = 52 мг/мл |
5,75 |
4,60 |
6,90 |
|
Феррохромовый шлак |
C CaO = 45,5 мг/мл |
6,57 |
5,26 |
7,89 |
|
Глинистая пыль |
C CaO = 38 мг/мл |
7,87 |
6,29 |
9,44 |
Таблица 4
|
Время Количество реакции, используемого мин реагента |
1 |
3 |
5 |
10 |
15 |
25 |
30 |
|
|
Высота столба, мм |
||||||||
|
Известковое молоко |
0,8 |
165 |
115 |
93 |
77 |
66 |
60 |
55 |
|
1 |
175 |
150 |
120 |
77 |
63 |
52 |
47 |
|
|
1,2 |
238 |
210 |
180 |
110 |
100 |
84 |
79 |
|
|
Известь пушонка |
0,8 |
81 |
62 |
52 |
40 |
40 |
33 |
28 |
|
1 |
150 |
120 |
91 |
50 |
45 |
34 |
29 |
|
|
1,2 |
160 |
145 |
114 |
92 |
65 |
55 |
55 |
|
|
Феррохромовый шлак |
0,8 |
61 |
35 |
33 |
29 |
28 |
26 |
26 |
|
1 |
72 |
62 |
55 |
45 |
42 |
38 |
36 |
|
|
1,2 |
83 |
71 |
56 |
48 |
46 |
42 |
42 |
|
|
Известковоглинистая пыль |
0,8 |
75 |
60 |
50 |
39 |
36 |
33 |
33 |
|
1 |
124 |
109 |
98 |
63 |
47 |
38 |
36 |
|
|
1,2 |
183 |
160 |
144 |
89 |
73 |
88 |
80 |
|
Список литературы Перспективы развития оборотных циклов на предприятиях черной металлургии
- Ульрих, Д.В. Обоснование проектных ресурсосберегающих решений в водохозяйственном комплексе промышленных предприятий. Ч. 1. Современные технологии и аппаратурное оформление в системе промышленного водоснабжения / Д.В. Ульрих, И.А. Арканова. - Челябинск: Издательский центр ЮУрГУ. 2016. - 119 с.
- Arkanova, I.A. Ecological Aspects of Condition of Ground Deposits in Shershnevsky Reservoir / I.A. Arkanova, S.E. Denisov, D.Y. Knutarev // IOP Conf. Ser.: Mater. Sci. Eng. - 2017. - No. 262. -012203.
- Арканова, И.А. Реконструкция береговой насосной станции, совмещенной с водозабором, без остановки работы ПАО «Челябинский металлургический комбинат» / И.А. Арканова, А.А. Носков // Вестник ЮУрГУ. Серия «Строительство и архитектура». - 2016. - Т. 16, № 4. - С. 52-57.
- Аксенов, В.И. Замкнутой системе водного хозяйства Верх-Исетского металлургического завода - 40 лет / В.И. Аксенов // Сталь. - 2014.-№ 8. - С. 104.
- Канализация населенных мест промышленных предприятий / Н.И. Лихачев, И.И. Ларин, С.А. Хаскин и др. - 4-е изд. перераб. и доп. - М.: Стройиздат. 2011. - 639 с.
- Смирнов, Д.Н. Очистка сточных вод в процессах обработки металлов. 5-е изд., перераб и доп. / Д.Н. Смирнов, В.Е. Генкин. - М.: Металлургия, 2012. - 225 с.
- Рябчиков, Б.Е. Современная водоподготовка /Б.Е. Рябчиков. - М.: ДеЛи плюс, 2013. - 680 с.
- Арканова, И.А. Очистка сточных вод грязелечебных комплексов с применением коагулянта / И.А. Арканова, П.А. Марков, Е.А. Маркова // Наукоемкие исследования как основа инновационного развития общества: сб. ст. Междунар. науч.-практ. конф. Самара, 11 июня 2019 г. -2019. - С. 48-52.
- Аксенов, В.И. Травильно-регенерационные комплексы /В.И. Аксенов, С.Е. Шеклеин, В.Л. Под-березный. -М.: Теплотехник, 2006. - 237 с.
- Dalan, JA. Things to know about zero liquid / J.A. Dalan, D.K. Duke // Chemical Engineering Progress. - 2000. - V. 96, is. 11. - P. 71-76.
- Сватовская, Л.Б. Новый строительный материал из осадка сточных вод / Л.Б. Сватовская // Экология и промышленность России. -2005. - № 10. - С. 20-21.
- Воскобойников, В.Г. Общая металлургия: учебник для вузов / В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев. - 6-е изд. - М.: ИКЦ «Академкнига», 2002. - 768 с.
- Леонов, Л.И. Отходы: Воздействие на окружающую среду и пути утилизации / Л.И. Леонов, Ю.С. Юсфин, П.И. Черноусов // Экология и промышленность России. - 2003. - № 3. - С. 32-35.
- Кляйн, С.Э. Экологические проблемы в металлургии. Сточные воды / С.Э. Кляйн, В.В. Воронов, В.И. Аксенов. - Екатеринбург: УГТУ-УПИ, 2005. - 441 с.
- Яковлев, С.В. Водоотведение и очистка сточных вод: учебник для вузов / С.В. Яковлев, Ю.В. Воронов. - М.: АСВ, 2004. - 704 с.
- Алиев, А.Ф. Безотходная технология обезжелезивания кислых вод /А.Ф. Алиев //Химия и технология воды. - 2007. - № 6.
- Ульрих, Д.В. Обоснование проектных ресурсосберегающих решений в водохозяйственном комплексе промышленных предприятий. Ч. 2. Современные технологии и аппаратурное оформление в системе промышленного водоотведения / Д.В. Ульрих, И.А. Арканова. - Челябинск: Издательский центр ЮУрГУ, 2016. - 132 с.
- Гладун, В.Д. Неорганические сорбенты из техногенных отходов для очистки сточных вод промышленных предприятий / В.Д. Гладун, H.H. Андреева // Экология и промышленность России. - 2000. - № 5. - С. 17-20.
