Первичная обработка измерительной и управляющей информации автоматизированной системы контроля процесса отверждения полимерной матрицы

Автор: Качура Сергей Михайлович, Постнов Вячеслав Иванович, Бурхан Олег Леондович, Стрельников Сергей Васильевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-3 т.14, 2012 года.
Бесплатный доступ
Рассмотрена актуальная задача разработки автоматизированной системы для контроля процесса отверждения полимерной матрицы. Подробно описана структура микропроцессорного прибора, который имеет возможность работать в составе автоматизированной системе управления технологическим процессом. Описаны используемые методы технологического неразрушающего контроля.
Полимерные композиционные материалы (пкм), полимерная матрица, автоматизированная система неразрушающего контроля, микропроцессор, усилитель, аналого-цифровой преобразователь
Короткий адрес: https://sciup.org/148201291
IDR: 148201291 | УДК: 678.01:620.179
Preprocessing of the measurement and control information from automated system control of the curing process of polymer matrix
Analyse the actual task of developing an automated system for monitoring the curing process of the polymer matrix. Described in detail the structure of the microprocessor unit, which has the ability to work as part of automated control system of technology process. Described the used methods of nondestructive testing.
Текст научной статьи Первичная обработка измерительной и управляющей информации автоматизированной системы контроля процесса отверждения полимерной матрицы
Стрельников Сергей Васильевич, начальник лаборатории технологического контроля структуры и свойств материалов на всех основных стадиях изготовления деталей. Наиболее эффективный путь достижения этой цели заключается в создании специализированных микропроцессорных приборов с возможностью их включения в автоматизированную систему управления технологическим процессом (рис. 1).
Для мониторинга свойств ПКМ в данной автоматизированной системе были выбраны следующие методы неразрушающего контроля: ультразвуковой контроль с использованием ультразвуковых колебаний (УЗК) и контроль электрических параметров ПКМ (ёмкостной контроль и контроль проводимости).
Вычисление электрических параметров производится по нижеследующей методике. Тангенс угла диэлектрических потерь определяется по формуле:
tgS=q-, toC
где q – проводимость, которая определяется по формуле:
q = 1R; (2)
Rизм – измеренное сопротивление;
Сизм – измеренная ёмкость;
m=2nf - круговая частота.
Тангенс угла диэлектрических потерь и проводимость для эпоксидного связующего ЭДТ-69н представлены на рис. 2 и 3 соответственно.
Одной из наиболее важных частей автоматизированной системы для реализации вышеуказанных методов контроля является электронный блок, содержащий 32-разрядный микропроцессор, аналого-цифровые преобразователи (АЦП) для преобразования сигналов от датчи-
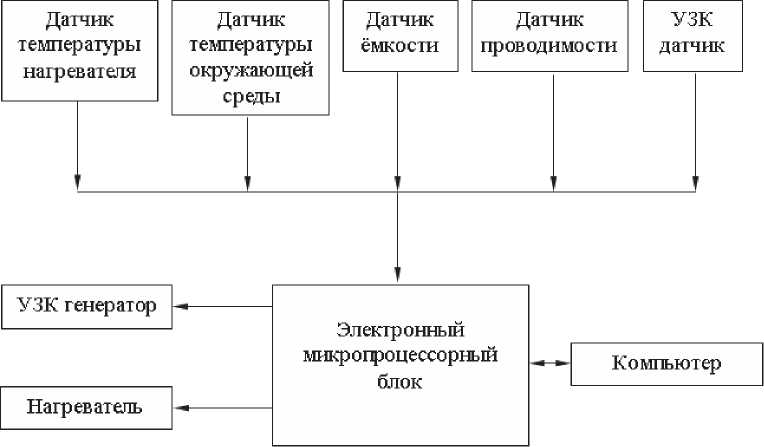
Рис. 1. Структурная схема автоматизированной системы управления технологическим процессом с контролем структуры и свойств ПКМ в формуемой детали
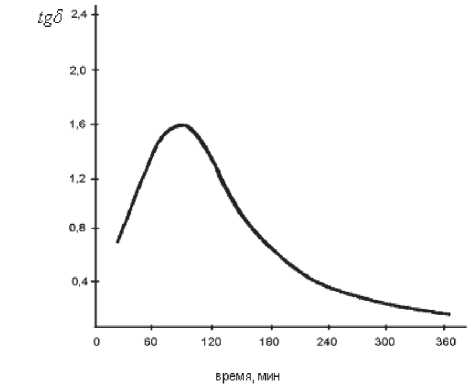
Рис. 2. Зависимость тангенса угла диэлектрических потерь эпоксидного связующего от времени отверждения связующего при Т = 145oС
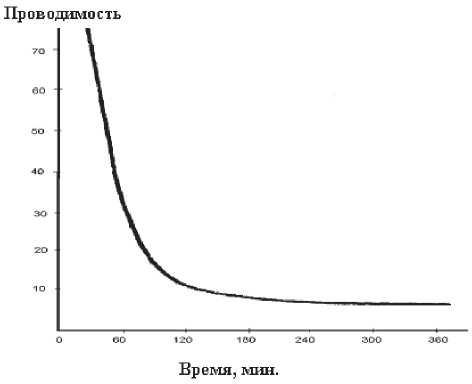
Рис. 3. Зависимость проводимости
эпоксидного связующего от времени отверждения при Т = 145oС
ков, а также обеспечивающий связь с компьютером. Структурная схема электронного блока показана на рис. 4.
Сигнал с приёмного ультразвукового датчика поступает на два последовательно включённых малошумящих усилителя с изменяемым коэффициентом усиления (VGA), причём их коэффициенты могут устанавливаться с помощью 16-раз-рядных цифро-аналоговых преобразователей (ЦАП) независимо друг от друга, что позволяет достичь усиления до 80dB. Далее через фильтр нижних частот (ФНЧ) сигнал поступает на быстродействующий 10-разрядный АЦП, который оцифровывает сигнал со скоростью 100 МГц. Использование ФНЧ позволяет отсечь нежелательные гармоники и значительно повысить соотношение сигнал-шум АЦП. Полученные от быстродействующего АЦП данные сохраняются в оперативном запоминающем устройстве (ОЗУ) объёмом 128 Мбит и далее могут быть переданы в компьютер по USB или UART интерфейсу. Также предусмотрена возможность с помощью компаратора измерять время прохождения ультразвука через исследуемый материал с точностью в 20 раз большей, чем при использовании АЦП, т.е. до 500 пс. Для измерения температуры, ёмкости и проводимости предусмотрены три ДЕ аналогоцифровых преобразователя (ДЕ АЦП). Каждый ДЕ АЦП имеет встроенный усилитель с изменяемым коэффициентом усиления от 1 до 256 и 16 аналоговых входов (либо 8 аналоговых входов в дифференциальном режиме). Для предотвращения выхода из строя чувствительных аналоговых входов ДЕ АЦП от электростатического разряда, что особенно актуально при формовании стекло-и органопластиков, применены специальные
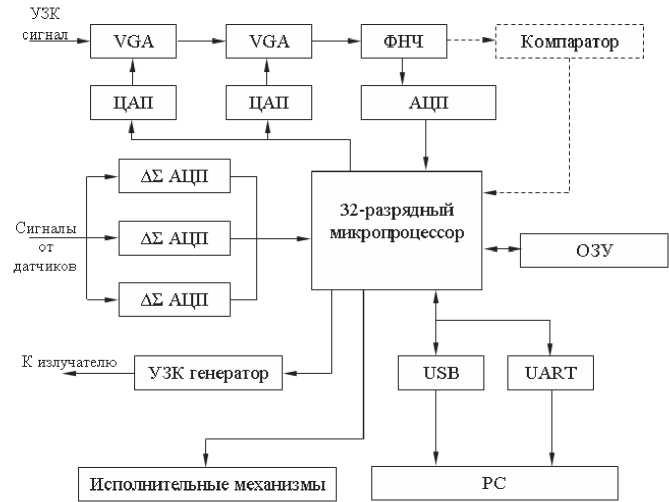
Рис. 4. Структурная схема электронного блока
меры защиты. 32-разрядный микропроцессор обеспечивает управление всеми АЦП, ЦАП, ультразвуковым генератором, производит нагрев оснастки по заданной программе, а также осуществляет взаимодействие с компьютером. Также электронный микропроцессорный блок имеет до 25 цифровых индивидуально настраиваемых дискретных входов/выходов для управления различными исполнительными механизмами, таких как, например, клапаны вакуумные и избыточного давления.
Внедрение в серийный процесс технологического контроля отверждения полимерной матрицы при формовании ПКМ обеспечивает снижение энергоемкости процесса, а также обеспечит получение авиационных деталей с высокой стабильностью свойств материалов, что позволит увеличить межремонтные сроки, уменьшить стоимость изделий на 10%, повысить прочностные характеристики ПКМ на 15% по сравнению с традиционной серийной технологией.
Список литературы Первичная обработка измерительной и управляющей информации автоматизированной системы контроля процесса отверждения полимерной матрицы
- Никитин К.Е., Постнов В.И., Бурхан О.Л., Качура С.М., Рахматуллин А.Э. Методы и средства диагностики технологических процессов изготовления конструкций из ПКМ//Известия Самарского научного центра РАН. Специальный выпуск “Четверть века изысканий и экспериментов по созданию уникальных технологий и материалов для авиаракетостроения УНТЦ-ФГУП ВИАМ”. 2008. Том 1. С. 38.
- Никитин К. Е., Бурхан О. Л., Постнов В. И., Петухов В. И. Лабораторная установка для исследования и отработки процессов формования ИПФ 2003 полимерных композиционных материалов ультразвуковым методом//Заводская лаборатория. Диагностика материалов. 2008. Том 74. №4. С. 38 -41
