Пластическое течение при продольной низкотемпературной прокатке

Автор: Нагорнов Валерий Сергеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.15, 2015 года.
Бесплатный доступ
Экспериментально исследована технология производства фасонных профилей высокой точности посредством продольной низкотемпературной прокатки (Тдеф ≤ 0,1Тплав) разных материалов, таких как сталь, титан, латунь и нейзильбер из исходной круглой заготовки. Прокатка осуществлена за один или несколько проходов без промежуточных термообработок на гладкой бочке и в калибрах, образованных двумя, тремя и четырьмя валками, оси которых расположены в одной плоскости. Изучалось пластическое течение по всему контуру поперечного сечения профиля, включая поверхность контактную с деформирующем инструментом - прокатными валками, и по всей длине очага деформации. Измерения геометрических размеров выполнены на инструментальном микроскопе, оптическом проекторе и контрольно-измерительной машине. При продольной низкотемпературной прокатке круглой заготовки за один или несколько проходов без промежуточных термообработок независимо от вида материала и типа очага деформации экспериментально установлена нестабильность и неоднородность пластического течения металла в очаге деформации по контуру поперечного сечения деформируемого профиля. Обнаружена волновая природа пластической деформации в сочетании с локализованным скачкообразным изменением, в том числе на поверхности контактной с деформирующим инструментом. Закономерности взаимодействия металлов с деформирующим инструментом неоднозначно связаны с такими показателями как условия прокатки, обжатие, площадь контакта металла с деформирующим инструментом, число прокатных валков, образующих калибр. При многопроходной деформации все показатели пластического течения разрывные, где точка разрыва совпадает с началом деформации в последующем проходе. Результаты исследования использованы при разработке технологии и производстве опытно-промышленных партий фасонных профилей высокой точности прямоугольного, сегментного, треугольного и квадратного поперечных сечений.
Низкотемпературная прокатка, круглый профиль, гладкие валки, многопроходная прокатка, пластическое течение, неравномерность деформации, эксперимент, сталь, титан, латунь, нейзильбер
Короткий адрес: https://sciup.org/147156939
IDR: 147156939 | УДК: 621.771.01:539.381:669-422.1
Plastic flow during longitudinal low temperature rolling
The technology of production of pro-shaped profiles of high precision by means of longitudinal low-temperature pro-rollers (Т def ≤ 0.1Т melt) of different materials such as steel, titanium, brass and nickel silver from the initial round billet. was experimentally studied. Rolling was carried out in one or more passes without intermediate heat treatments on a smooth barrel and in gauges formed by two, three and four rolls, the axes of which are located in the same plane. The plastic flow was studied along the circuit cross-sectional profile, including the contact surface with deforming tools - rolling rolls, as well as along the entire length of the deformation zone. Measurements of geometric dimensions were made with the tool microscope, the optical projector and the test machine. Instability and heterogeneity of the plastic flow of metal in the deformation zone of the deformable cross-sectional profile was experimentally established at longitudinal low temperature rolling of the round billet in one or several passes without intermediate heat treatments, regardless of the type of the material and the type of the deformation zone. The wave nature of plastic deformation in combination with localized hopping was discovered including surface contact with the deforming tool. Patterns of metal interaction with the deforming tool are uniquely associated with such indicators as rolling conditions, compression, the contact area with the metal deforming tool, the number of rolls forming a gauge. At multipass deformation all indicators of the plastic flow are discontinuous, and the discontinuity point coincides with the beginning of deformation in a subsequent pass. Results of the study are used in the development of technology and production of pilot batches of high precision shapes of rectangular, segmental, triangular and square cross-sections.
Текст научной статьи Пластическое течение при продольной низкотемпературной прокатке
Постановка задачи
В работе исследована технология производства фасонных профилей высокой точности посредством продольной низкотемпературной прокатки ( Т деф ≤ 0,1 Т плав ) из исходной круглой заготовки. Характер низкотемпературной деформации по всему контуру поперечного сечения полосы определяется при следующих условиях:
-
- калибр образован поверхностями вращения (прокатными валками) с прямолинейными и криволинейными образующими;
-
- число прокатных валков, образующих калибр, от двух до четырех;
-
- многопроходная продольная прокатка выполняется без промежуточных термических обработок;
-
- контактирующие поверхности – результат взаимодействия поверхностей вращения со скрещивающимися осями. Оси деформирующих поверхностей вращения расположены в одной плоскости, а ось заготовки перпендикулярна плоскости осей прокатных валков;
-
- имеет место скольжение на контактирующих поверхностях;
-
- структура деформируемых материалов одно-и многофазная;
-
- при многопроходной прокатке начало деформации неизменно по отношению к образующей прокатных валков посредством совмещения торца переднего конца заготовки с одной и той же образующей деформирующего инструмента.
Материал и методика исследования
Исследование пластического течения на поверхностях, контактных с прокатными валками, выполнено посредством зеркально-оптического метода. В качестве базового элемента принят отпечаток прокатного валка на полосе. Измерения геометрических размеров исходной заготовки и прокатных полос, включая недокаты и темплеты поперечного сечения, выполнены в соответствии с ГОСТ Р.563–96 с помощью оптического проектора, измерительного микроскопа и рычажных скоб. Соответственно, погрешности измерительных средств составляли 0,003; 0,0065 и 0,004 мм.
Погрешности линейных размеров прокатных валков не более 0,002 мм, угловых – 3 ′ . Шероховатость рабочей поверхности не хуже R α 0,32 . Направление микронеровностей продольное. Твердость поверхности 56…60 HRC э .
Исходной заготовкой служили отожженные прутки по ГОСТ 7417–75 и ГОСТ 14955–77 из ма- териалов различного типа, структурного строения, механических и технологических свойств. Исследованы такие материалы, как стали различного химического состава и назначения, медь, титан и его сплавы, латунь, нейзильбер, алюминий и т. д. В настоящей статье представлены результаты исследования прокатки некоторых материалов.
Массив данных измерения геометрических размеров обработан и получены статистические характеристики и параметры рассеяния экспериментальных данных. Статистические характеристики использованы для определения расчетных теоретических показателей, например, размеров исходной заготовки, и проверки соответствия экспериментальных данных различным методам и средствам измерения. Во всех случаях измерения равновеликие.
Результаты исследования в графическом виде включают базовый показатель деформации полосы и показатели пластического течения по контуру поперечного сечения. За базовый показатель деформации исходной заготовки принято отношение S z / S о , где S s - сумма площадей материала, смещенного в направлении, перпендикулярном осям прокатных валков, и S 0 - площадь поперечного сечения исходной заготовки [ 1 ] . Например, для прокатки на гладкой бочке S s = S iv + S in . Эти площади определялись при средневзвешенной величине диаметра для деформации в первом проходе и средневзвешенных размерах полосы в последующих проходах. Во всех случаях базовый показатель отложен на оси абсцисс. На оси ординат расположены относительные показатели пластического течения, включающие течение материала в направлении ширины по размеру калибра A B , течение материала на поверхностях, контактных с прокатными валками Am , асимметрию течения по ширине полосы в разъеме калибра и на поверхностях, контактных с прокатными валками A к , интегральное относительное уширение S р p^ S 0 ( S р p - площадь материала, смещенного в направлении ширины по размеру калибра); и S р p^S s . Асимметрию деформации в направлении, перпендикулярном осям валков, характеризуют показатели h i / h s и S i / S s , где h i - величина обжатия, приходящегося на один прокатный валок, h Е - суммарная величина обжатия, Si - площадь материала, смещенного одним из валков в направлении, перпендикулярном его оси.
Относительные значения показателей AB, Am и Ak определяются отношением вида AX = (Xe - Xt)/Xt , где Xe - средневзвешенное экспериментальное значение показателя; Xt -теоретическое значение показателя как результата пересечения контуров поперечного сечения ис- ходной заготовки с образующей поверхности прокатного валка при экспериментальном значении обжатия hi .
Результаты исследования
Экспериментальные данные пластического течения при продольной прокатке в калибрах и на гладкой бочке в зависимости от относительного обжатия по высоте полосы S e / S 0 представлены на рис. 1–5. Из приведенных графиков видно, что независимо от вида материала, структурного строения, механических и технологических свойств, характера нагружения, формы калибра и количества прокатных валков, пластическое течение по контуру поперечного сечения в очаге деформации характеризуется существенной неустойчивостью и неоднородностью. Экспериментальные зависимости представляют собой кусочно-гладкие функции, имеющие участки волнового характера локализованного скачкообразного и макроскопического монотонного изменения. Свободная поверхность деформируемой полосы по разъемам калибра представляет собой сложную криволинейную поверхность. По результатам измерений поперечных сечений прокатных полос установлено, что их можно аппроксимировать однорадиусной кривой.
Пластическое течение металла в направлении ширины по разъему калибра в двухвалковом очаге деформации принято характеризовать показателем относительного уширения как отношением разности величин габаритных размеров после и до деформации к первоначальному габаритному размеру исходной заготовки. В нашем случае A B = ( B e - d о)/ d 0, где B e - экспериментальная ширина полосы по разъему калибра; d 0 – диаметр исходной заготовки. Отсюда ясно, что по определению этот показатель имеет очевидные и существенные недостатки. Известные экспериментальные данные и аналитические решения трактуют относительное уширение как монотонную функцию постоянной кривизны и положительного знака, определяемую обжатием, геометрическими показателями очага деформации (диаметром валков, шириной полосы, длиной очага деформации), коэффициентом трения взаимодействующих поверхностей валков и полосы, натяжением концов полосы и формой калибра [ 2, 3 ] . Как видно из данных на рис. 1 и 2, вышеприведенная точка зрения соответствует характеру пластического течения на макроуровне для свободного уширения при однократной деформации на гладкой бочке (рис. 1). При прокатке в сегментном калибре наблюдается скачкообразный характер относительного уширения даже при однократной деформации (рис. 2). При многократной деформации в идентичных условиях с точки зрения материала, деформирующих элементов и начала деформации по отношению к
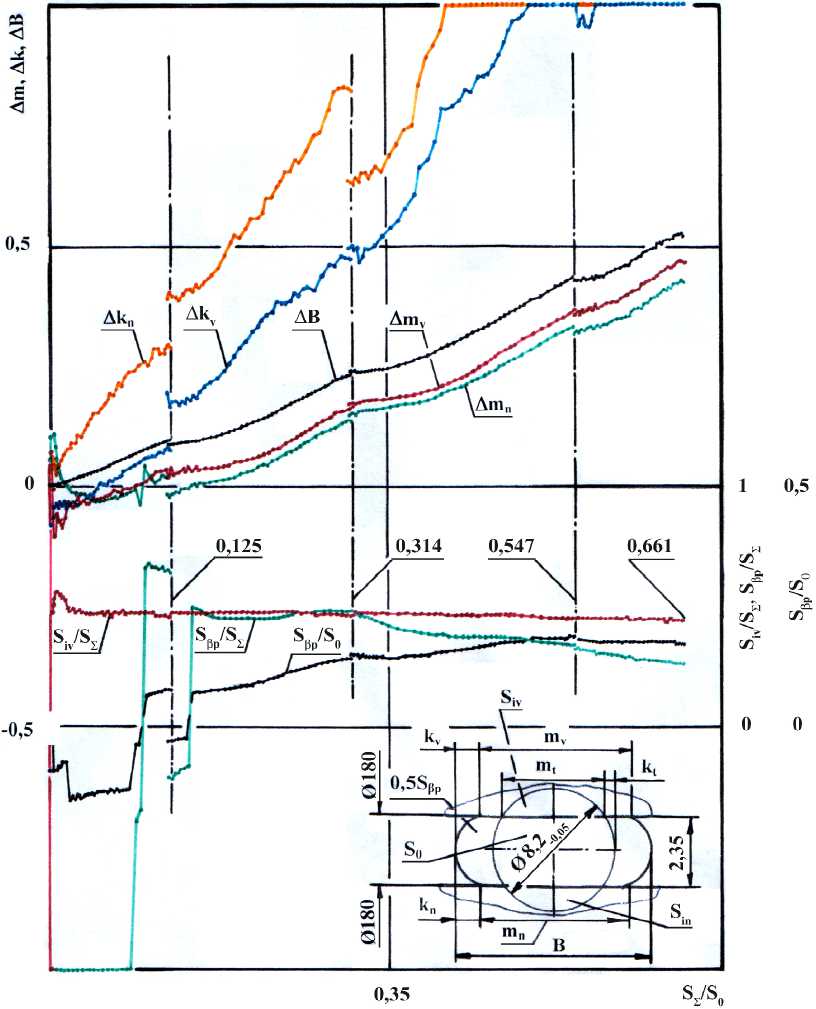
Рис. 1. Экспериментальные зависимости пластического течения и деформации при многопроходной прокатке стали АС14 на гладких валках
образующим прокатных валков, но без промежуточных термических обработок, зависимости относительного уширения характеризуются (рис. 1, 2):
-
- локализованным скачкообразным изменением на определенных участках очага деформации, в частности при малых частных деформациях ( S Σ / S 0 ≤ 0, 035 ). Наличие такого физического эффекта при деформации описано в известных работах [ 4–6 ] ;
-
- существенно переменной интенсивностью изменения величины относительно уширения по длине проекции очага деформации, в том числе свободного уширения;
-
- зависимость относительного уширения является разрывной функцией, точки разрыва которой совпадают с началом деформации в отдельном проходе. При этом величина функции может быть как больше, так и меньше предыдущего значения.
В универсальных калибрах, образованных тремя валками, относительное уширение определяется двумя показателями. Первый показатель определяет пластическое течение в направлении разъема калибра как высоту профиля Δ H и второй как относительное изменение габаритного размера, параллельного стороне трехгранного профиля Δ B (рис. 3, 4). При однократной дефор-
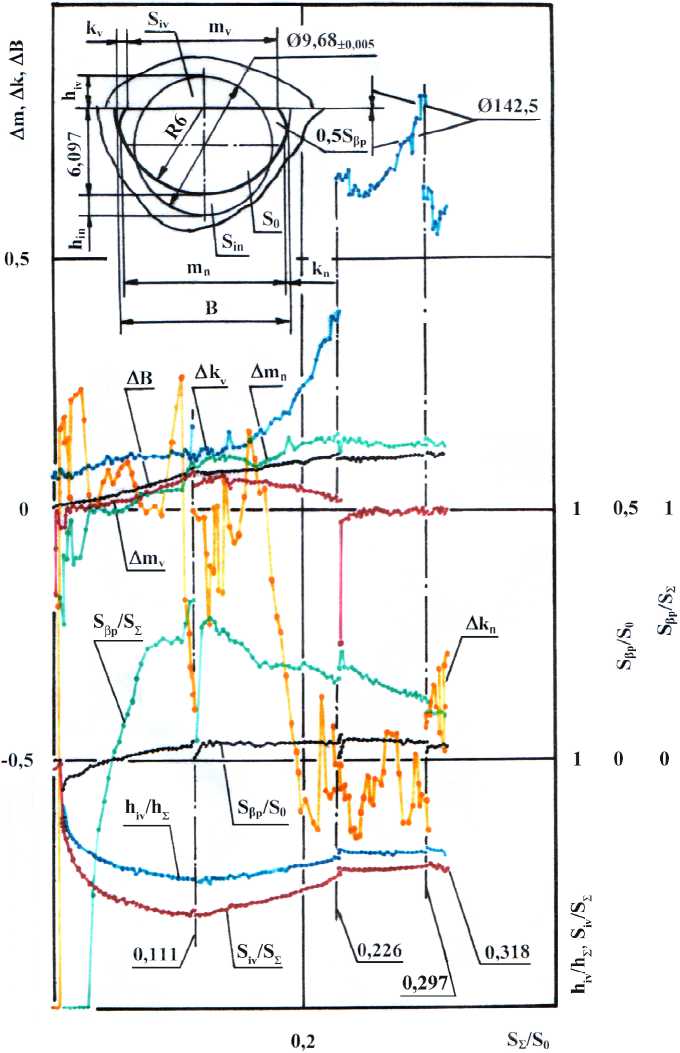
Рис. 2. Экспериментальные зависимости пластического течения и деформации при многопроходной прокатке титана ВТ5 в сегментном калибре
мации в трехвалковом калибре независимо от расположения осей прокатных валков под углом 90° (рис. 3) или 120° (рис. 4) характер относительного уширения и его величина достаточно близки. В обоих случаях имеет место локализованный скачкообразный характер изменения зависимостей, возрастание зависимостей АН и уменьшение показателей АB вплоть до отрицательных значений. Скачкообразный характер зависимостей АНп на валках с горизонтально расположенной осью наблюдается до суммарного относительного обжатия S2 /S0 = 0,084, а на боковых валках - на всей длине очага деформации. Показатели АB скачкообразно изменяются до суммарного относительного обжатия S2 /S0 = 0,053 только в трехвалковом калибре с расположением прокатных валков под углом 90°. При этом интенсивность увеличения показателей АН и уменьшения АB наибольшие для прокатных валков с горизонтально расположенной осью. При последующей деформации характер относительного изменения параллельно стороне трехгранного профиля АB и
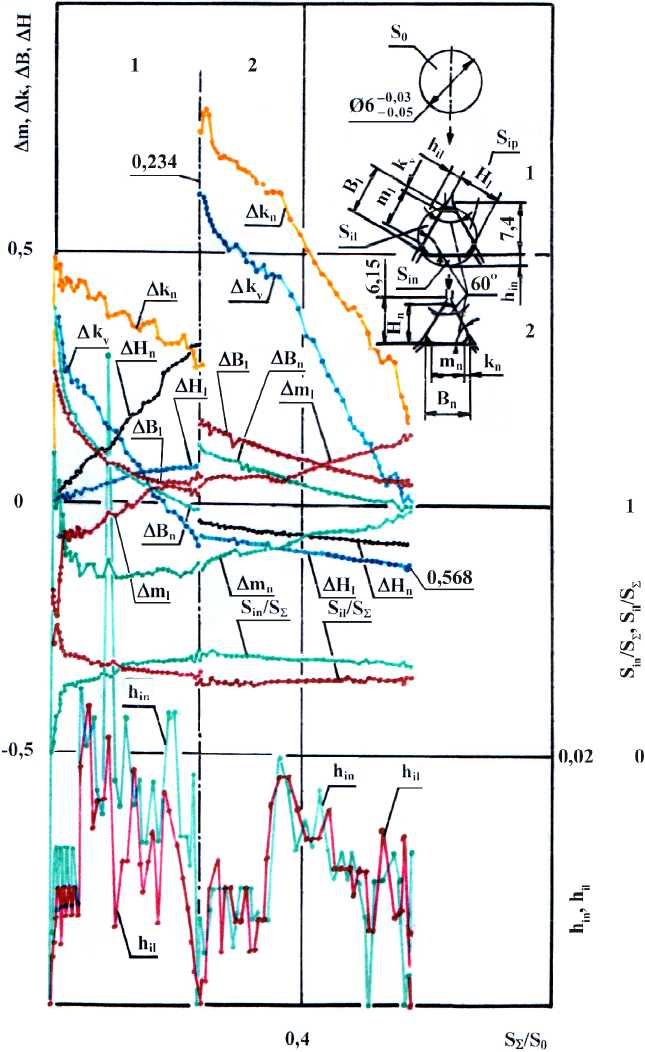
Рис. 3. Экспериментальные зависимости пластического течения и деформации при многопроходной прокатке латуни ЛС59-1 в универсальном трехвалковом калибре с валками под углом 90°
по высоте профиля А Н убывающий. Интенсивность убывания показателей АВ практически одинакова и её величина существенно меньше, чем в первом проходе. Относительные уширения по высоте профиля А Н лежат в отрицательной области значений и интенсивность их уменьшения по длине очага деформации меньше, чем у А В (рис. 3).
Для универсального калибра, образованного четырьмя валками с осями, расположенными под углом 90° относительное уширение по разъемам калибра представляет собой изменение размеров диагоналей профиля квадратного поперечного сечения. В рамках настоящей работы не удалось определить относительное уширение по разъемам калибра из-за совпадения области изменения диагоналей полосы с колебаниями геометрических размеров исходной заготовки.
Зависимости пластического течения в направлении ширины по разъему калибра, определяемые интегральными показателями S р p[S 0 и S р p/S ^ существенно отличны от графиков показателя А В (рис. 1, 2). В зависимости от величины деформации
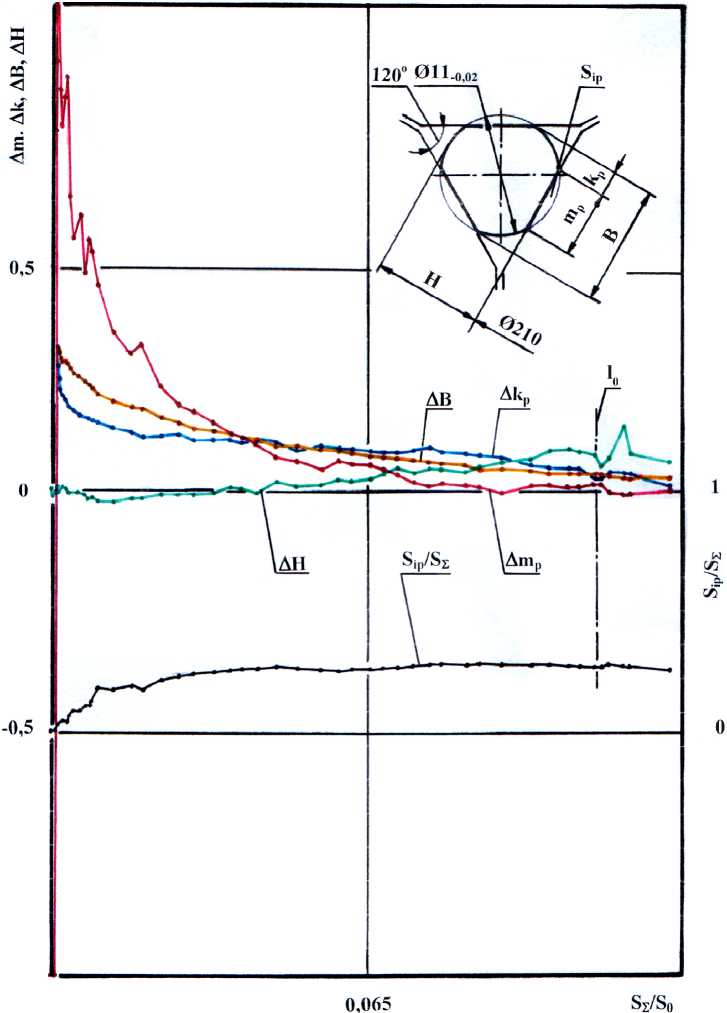
Рис. 4. Экспериментальные зависимости пластического течения и деформации при однопроходной прокатке стали АС14 в универсальном трехвалковом калибре с валками под углом 120°
SΣ /S0 и характера нагружения (однократного или многократного) величина интегрального относительного уширения Sβp IS0 может быть отрицательной, положительной и скачкообразной неустойчивой. В случае прокатки на гладкой бочке (рис. 1) показатель Sβp IS0 достигает положительных значений при суммарном обжатии SΣ / S0 , равном 0,095 в первом проходе, и 0,142 во втором. В последующих проходах Sβp /S0 имеет только положительное значение. Во всех проходах, кроме четвертого, рассматриваемый показатель имеет ряд экстремальных точек. Во втором и третьем проходах зависимость Sβp / S0 двойной кривизны. Во всех проходах, кроме четвертого, где Sβp / S0 – убывающая функция, она возрастает при увеличении обжатия SΣ /S0 . Скачкообразный неустойчивый характер функции Sβp /S0 совпадает по протяженности с точкой её перехода через нулевое значение. Колебания значений функции сохраняются и при дальнейшей прокатке в третьем и четвертом проходах, но средняя амплитуда колебаний существенно меньше, чем на первых этапах
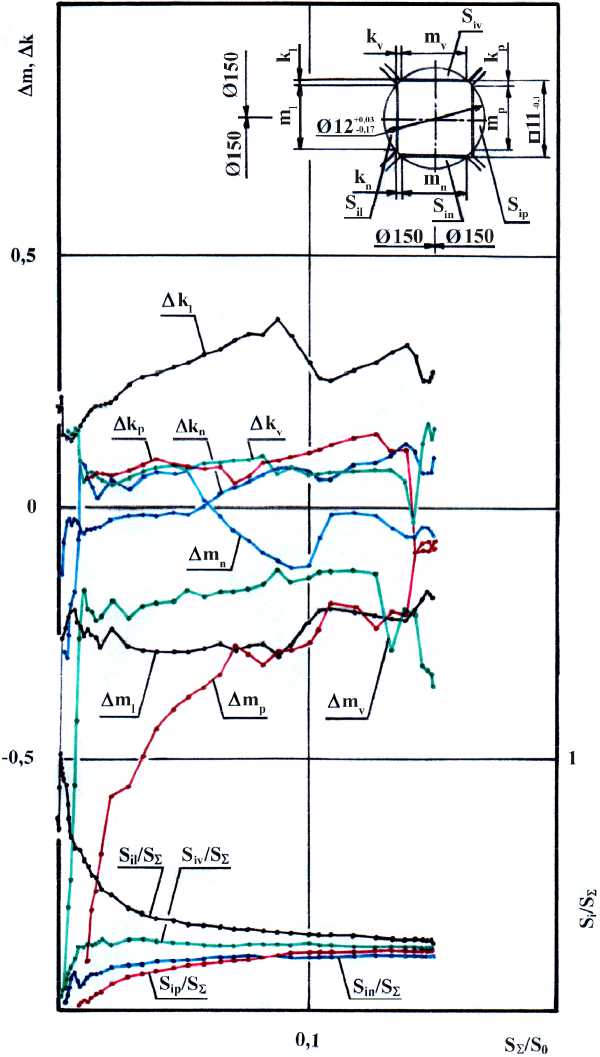
Рис. 5. Экспериментальные зависимости пластического течения и деформации при однопроходной прокатке сплава МНЦС16-29-1,8 в универсальном четырехвалковом калибре
деформации. Доля материала, смещенного в направлении ширины по разъему калибра от смещенной площади по высоте полосы S β p / S Σ , как и вышерассмотренная зависимость S β p /S 0 неустойчивая скачкообразная как отрицательного, так и положительного знака в первом и втором проходах. В области положительных значений функция S β p IS Σ всегда убывающая, практически монотонная в первом и четвертом проходах и двойной кривизны во втором и первом проходах.
При прокатке в сегментном калибре (рис. 2) характер изменения показателей S β p [ S 0 и S β p / S Σ как совпадает с рассмотренной выше прокаткой на гладкой бочке, так имеет и отличия. Совпадение состоит в том, что эти показатели могут иметь отрицательные и положительные значения и они скачкообразные и неустойчивые. Отличия показателя S β p /S 0 состоят:
-
- в плавном переходе функции через нулевое значение;
-
- наличии скачков показателей во всех проходах в начале деформации;
-
- практически постоянной величине функции во втором проходе и её убывании в третьем и четвертом проходах;
-
- положительной величине во всех проходах, кроме первого;
-
- большей амплитуде колебаний по длине очага деформации.
Показатель S р p/S £ в сегментном калибре, в отличие от прокатки на гладкой бочке, возрастающая функция в первом проходе при наличии существенных скачков в начале деформации во всех проходах кроме четвертого.
Распределение деформации между прокатными валками характеризуется показателями h iv/ h £ , S iv/ S S , S in IS S , S il IS S и S ip IS S , где величина обжатия или смещенной площади приходящихся на данный прокатный валок обозначена соответствующим индексом. Во всех приведенных случаях величина таких показателей непропорциональна количеству прокатных валков, участвующих в деформации. Например, при прокатке в двухвалковых калибрах hiv/h S и Siv/S £ не равны 0,5. Характер изменения показателей hiv/h S и Siv/S £ , как видно из рис. 2, идентичен. Это утверждение верно и для всех остальных случаев. В этой связи показатели hiv/h £ на остальных рисунках не приводятся. Зависимости hiv/h £ и Siv/S £ могут быть возрастающими (рис. 2–5), убывающими (рис. 2, 3, 5) и практически постоянными после определенного обжатия по высоте (рис. 1–5). В частности, при многопроходной прокатке в идентичных условиях стабилизация значений Si/S £ и h iv/ h £ имеет место при суммарной деформации по высоте полосы S £ / S 0 равной 0,125 при прокатке на гладкой бочке (рис. 1), 0,226 при прокатке в сегментном калибре (рис. 2) и 0,234 при прокатке в трехвалковом калибре (рис. 3).
Изменение относительной ширины площади контакта деформируемой полосы с прокатными валками, далее относительной ширины площади контакта Am, носит иной характер по сравнению с относительным уширением в направлении ширины по разъёму калибра AВ . Она определяется выражением Am = ( me - mt)/mt, где me - экспериментальная ширина площади контакта, а mt - теоретическая ширина площади контакта, т. е. расстояние между линиями пересечения полосы и прокатных валков как идеально гладких поверхностей. В общем случае показатель Am включает участки колебательного, скачкообразного и макроскопически монотонного характера (рис. 1–5). При прокатке на гладкой бочке относительная ширина площади контакта Am имеет колебательный ха- рактер, который вырождается по мере увеличения обжатия по высоте S£ /S0 , а величина скачков наименьшая из всех случаев (рис. 1). Во всех остальных случаях, особенно при прокатке в трех- и четырехвалковых калибрах, такого явления не наблюдается при наличии существенно значимого скачкообразного изменения (рис. 2–5). Скачкообразный характер пластического течения для поверхности, не взаимодействующей с деформирующим инструментом для случая осадки, описан в работе [4], а волновой характер при растяжении -в работе [6]. В момент начала деформации показатель Am может быть положительным (рис. 1, 3) или отрицательным. Изменение относительной ширины площади контакта по длине очага деформации зависит от её первоначального знака, условий нагружения и величины деформации по высоте полосы S£ /S0 . При первоначально положительных значениях величина показателя Am может сначала уменьшаться вплоть до отрицательных величин и далее возрастать до положительных значений (рис. 1, 2) увеличиваться в положительной области значений (рис. 1, 3), уменьшаться до отрицательных величин (рис. 3) и уменьшаться в положительной области значений (рис. 2, 4). При первоначально отрицательных значениях показатель Am может увеличиваться вплоть до положительных значений (рис. 1–3), увеличиваться в отрицательной области значений (рис. 3, 5) и иметь нестабильный характер (рис. 5, Amn).
Сочетание знаков показателя Am на прокатных валках различно. Положительные значения Am наблюдаются при прокатке в двухвалковом очаге деформации, начиная со второго прохода для прокатки на гладкой бочке (рис. 1) и во втором проходе в сегментном калибре (рис. 2). Отрицательные значения Am на всех прокатных валках имеют место при прокатке в четырехвалковом калибре (рис. 5). В остальных случаях на одном из валков относительная ширина площади контакта положительна, а на другом – отрицательна. Величины показателей Am и их изменение при однократной деформации характеризуются существенной нестабильностью и зависимости для различных прокатных валков могут иметь несколько точек пересечения (рис. 1–3, 5). Точке перехода показателя Am через нулевое значение в положительную область для исследованных материалов и условий деформации соответствовало обжатие полосы S£ /S0 = 0,06...0,247 . Интенсивность изменения показателей Am по длине очага деформации по сравнению с аналогичным изменением относительного уширения по разъему калибра AВ различна. Так, при прокатке на гладкой бочке она по крайней мере не меньше интенсивности изменения AB на выходе из очага деформации (рис. 1, 3), а прокатке в сегментном калибре больше на ниж- нем прокатном валке начиная со второго прохода на всей длине очага деформации (рис. 2).
Началу вырождения затухающих колебаний Am соответствовала величина обжатия полосы в интервале от 0,02 до 0,4. На представленных графиках величины S 2 / S 0 составляли 0,087 и 0,1 при прокатке на гладкой бочке (рис. 1), 0,028…0,054 при прокатке в сегментном калибре (рис. 2), 0,234…0,36 при прокатке в трехвалковом калибре (рис. 3) и 0,024…0,15 при прокатке в четырехвалковом калибре (рис. 5).
Влияние обжатия полосы S 2 / S 0 на изменение и величину показателей A m и Si /S 2 неоднозначно. Увеличению обжатия полосы S 2 / S 0 в ряде случаев соответствует как увеличение показателей S i /S 2 , так и уменьшение. При прокатке в сегментном калибре (рис. 2) зависимости S 2 / S 0 и S iv/ S 2 прямо пропорциональны во втором проходе и обратно пропорциональны в первом. Особенно четко это проявляется при прокатке в универсальных калибрах (рис. 3, 5). Также неоднозначна связь показателей A m и Si/S s . При прокатке на гладкой бочке и в сегментном калибре в первом проходе S iv/ S 2 < 0,5, а A m v >A m n практически на всей длине очага деформации. Аналогично при прокатке в трехвалковом калибре S il /S 2 < S in /S 2 , а A m l > A m n . Из данных рис. 5 следует, что по всей длине очага деформации большая доля деформации приходится на левый валок, но величина A ml не является максимальной. Причинами такого характера изменения показателей деформации, в частности A m и Si/S 2 , и их взаимной связи является неоднородность деформируемых материалов и физические эффекты взаимодействия шероховатых поверхностей. Соответственно, они приводят к тому, что деформация существенно неравномерна и локальна как по высоте, так и ширине полосы. При взаимодействии шероховатых поверхностей наблюдается скачкообразное периодическое изменение приращений не только частных обжатий h i (рис. 3) и суммарных обжатий h 2 (рис. 2), но и интегральных показателей Si/S 2 . В отличие от частных показателей деформации по мере увеличения обжатия S 2 /S 0 периодичность и амплитуда скачков уменьшаются для интегральных показателей деформации.
Показатель асимметрии пластического течения по ширине полосы в разъеме калибра и на поверхностях, контактных с прокатными валками, определяется отношением Ak = ( ke - kt )[kt, где ke - экспериментальная величина, равная разности значений координат габаритного размера полосы по размеру калибра и координат прилежащих точек пересечения полосы с валком, мм; kt - ве- личина разности значений координаты габаритных размеров исходной заготовки ( d0 ) и координаты линии пересечения идеально гладких поверхностей исходной заготовки с прокатными валками при экспериментальных значениях обжатий со стороны каждого валка (рис. 1). Помимо асимметрии пластического течения по ширине полосы в разъеме калибра и на поверхностях, контактных с прокатными валками, показатель Ak характеризует изменение проекции длины периметра свободной поверхности полосы в разъеме калибра.
Независимо от условий деформации асимметрия пластического течения по ширине полосы и закономерность деформации на боковой поверхности полосы, не контактирующей с инструментом, являются нерегулярными скачкообразными функциями на всей длине очага деформации с асимметричной формой скачка. Характер изменения показателя A k по длине очага деформации в значительной мере определяют конфигурация и число прокатных валков, образующих калибр. При прокатке на гладкой бочке в двухвалковом очаге деформации в целом зависимости A k возрастающие (рис. 1, 2). В трехвалковом очаге деформации они убывающие (рис. 3, 4). При прокатке в двухвалковом калибре с криволинейной образующей прокатного валка (нижний валок) и четырехвалковом калибре (рис. 5) зависимости A k нестабильны по своему характеру, а амплитуда скачков существенно большая по сравнению с другими случаями прокатки.
При многопроходной прокатке без промежуточных термических обработок и кантовки полосы ни один показатель пластического течения последующего прохода не совпадает с предыдущим по величине и характеру. Причина - новые физикомеханические условия протекания деформации и её локальность с точки зрения времени начала и окончания деформации (рис. 1–3). В частности, несовпадение начала и окончания деформации свидетельствует о наличии внеконтактной деформации или, что то же, превышении длины физического очага деформации по сравнению с геометрическим. Например, на выходе полосы из прокатных валков, где l0 это проекция длины геометрического очага деформации (рис. 4). В приведенном случае отношение разности длин проекций физического и геометрического очага деформации к последнему составило 0,118. Причины локализации деформации многообразны. Для условий данной работы их можно разделить на три группы. Во-первых, это возмущения, связанные с взаимодействием деформирующего инструмента и полосы как шероховатых геометрических поверхностей. Во-вторых, характер и уровень пластической деформации. В-третьих – возмущения, задаваемые настройкой и работой оборудования. В настоящей работе возмущения первой и третьей группы бы- ли сведены к минимуму для случаев, приведенных на рис. 1–4. Так, для гладкой бочки (рис. 1) средневзвешенная величина размеров исходной заготовки составляла X = 8,174 мм и дисперсия □ n-1 = 0,003 для диаметра, перпендикулярного образующим прокатных валков, и X = 8,179 мм и □ n-1 = 0,009 для диаметра, параллельного тем же образующим при непрямолинейности не более 0,1 мм/пог. м. Тем не менее, угол между плоскостью входа полосы в очаг деформации и плоскостью, проходящей через оси прокатных валков, составил 1,151^1,834° (по высоте полосы) и 0,34^4,32° (по ширине полосы). Меньшие значения соответствуют первому проходу. Локальность деформации сильно зависит также от количества прокатных валков, образующих калибр. Она возрастает от двухвалкового очага деформации к многовалковому, что четко прослеживается в случае прокатки в четырехвалковом калибре.
Выводы
Экспериментально установлено, что независимо от вида исследованных материалов их структурного строения механических и технологических свойств при низкотемпературной продольной прокатке по контуру поперечного сечения полосы, пластическая деформация нестабильна и неоднородна при наличии затухающих колебаний и локализованного скачкообразного пластического течения особенно на поверхностях контактных с прокатными валками.
Закономерности взаимодействия материалов с прокатными валками неоднозначно связаны с такими показателями, как обжатие, площадь контакта металла с прокатными валками, форма калибра, число прокатных валков и условия прокатки.
При многопроходной прокатке все показатели пластического течения являются разрывными функциями. Точка разрыва совпадает с началом деформации в последующем проходе.
Список литературы Пластическое течение при продольной низкотемпературной прокатке
- Нагорнов, В.С. Оценка высотных критериев деформации применительно к плющению круглой заготовки/В.С. Нагорнов//Производство проката. -2006. -№ 2. -С. 2-8.
- Грудев, А.П. Теория прокатки: учеб. для вузов/А.П. Грудев. -М.: Металлургия, 1988. -240 с.
- Теория прокатки. Справочник/А.И. Целиков, А.Д. Томленов, В.И. Зюзин и др. -М.: Металлургия, 1982 -335 с.
- Бриджмен, П.У. Исследование больших пластических деформаций и разрыва: пер. с англ./П.У. Бриджмен. -М.: Изд-во иностран. лит., 1955. -444 c.
- Фридман, Я.Б. Механические свойства металлов/Я.Б. Фридман. -Изд. 3-е, перераб. и доп. В 2 ч. Ч. 1: Деформация и разрушение. -М.: Машиностроение, 1974. -472 с.
- Структурные уровни пластической деформации и разрушения/В.Е. Панин, Ю.В. Гриняев, В.И. Данилов и др. -Новосибирск: Наука. Сиб. отд-ние, 1990. -255 с.
