Плазмотрон для нанесения покрытий из тугоплавких дисперсных материалов

Автор: Михеев А.Е., Гирн А.В., Раводина Д.В., Якубович И.О.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 т.19, 2018 года.
Бесплатный доступ
Одним из наиболее производительных, технологичных и эффективных способов получения защитных по- крытий на элементах аэрокосмической техники от воздействия значительных динамических нагрузок, агрес- сивных сред, высоких температур, нейтронных потоков и т. п. является плазменное напыление. Основным элементом, обеспечивающим необходимые характеристики напыляемым частицам, является плазмотрон. В мире разработано большое количество плазмотронов различных конструкций, каждая из которых имеет как свои преимущества, так и недостатки. В основном напыляемый материал подается в плазменную струю радиально через канал, находящийся на срезе сопла, что отрицательно сказывается на качестве покрытия и коэффициенте использования материала, так как происходит неравномерный прогрев напыляемых тугоплав- ких дисперсных материалов (оксидов, карбидов, нитридов и т. д.). Для обеспечения нагрева напыляемого ма- териала повышают мощность плазмотрона, что уменьшает ресурс его работы. Существует схема подачи транспортирующего газа с порошком спутно плазменному потоку, позволяющая обеспечить более эффектив- ный и равномерный прогрев напыляемого материала, а также предусматривающая дополнительную стабили- зацию дугового разряда, но в промышленном масштабе такие плазмотроны не выпускаются, так как техноло- гически сложны в изготовлении. Был разработан и изготовлен плазмотрон по такой схеме. Проведены срав- нительные экспериментальные исследования по напылению тугоплавких материалов импортным плазмотро- ном F4 (Switzerland) и разработанным ПМ-1. Для сравнительного анализа плазмотронов в качестве материала образцов выбрали сталь 45, материал для напыления - оксид Al2O3, который используется в основном в качестве теплозащитного покрытия. Напыление Al2O3 на сталь производили через подслой кермета (40 % Al2O3 +60 % NiCr по объёму) для сглаживания коэффициентов термического расширения. Выявили, что покрытия, нанесенные модернизированным плазмотроном ПМ-1, имеют более высокую прочность сцепления и большую толщину (примерно на 20 %), а пористость ниже на 13 %, чем у покрытий, полученных плазмотро- ном F4 (Switzerland).
Плазмотрон, плазменное напыление, тугоплавкие материалы, прочность сцепления, толщина покрытия, пористость
Короткий адрес: https://sciup.org/148321848
IDR: 148321848 | УДК: 621.793 | DOI: 10.31772/2587-6066-2018-19-2-365-372
Plasmotron for coatings application from fuel-dispersed materials
One of the most productive, technological and effective methods of obtaining protective coatings on aerospace de- vices from the impact of significant dynamic loads, corrosive media, high temperatures, neutron fluxes, and the like is plasma spraying. The main element that provides the necessary characteristics for the particles to be sprayed is a plasma torch. The world has developed a large number of plasma torches of various designs, each of them has its own advantages and disadvantages. In general, the sputtered material is fed into the plasma jet radially through the channel located on the nozzle cut, which adversely affects the quality of the coating and the utilization of the material, since uneven heating of the sputtered refractory dispersed materials (oxides, carbides, nitrides, etc.) occurs. To ensure heat- ing of the sprayed material, the power of the plasma torch is increased, which reduces the service life of the plasma torch. There is a scheme for supplying a transport gas with a powder in a plasma flow, allowing more efficient and uni- form heating of the deposited material, and also providing for additional stabilization of the arc discharge, but on an industrial scale such plasmatrons are not produced, since they are technologically difficult to produce. A plasma torch was developed and manufactured in this way. Comparative experimental studies on the deposition of refractory materi- als by the imported plasma torch F4 (Switzerland) and the developed PM-1 have been carried out. For the comparative analysis of plasmatrons, the material of the samples was chosen as steel 45, a material for deposition of the oxide Al2O3, which is used mainly as a heat-shielding coating. Sputtering Al2O3 on steel was produced through a cermet sublayer (40 % Al2O3 + 60 % NiCr by volume) to smooth the coefficients of thermal expansion. It was found that the coatings applied by the modernized plasmatron PM-1 have a higher bond strength and a greater thickness (about 20 %), and porosity is lower by 13 % than that of plasmatron-coated coatings F4 (Switzerland).
Текст научной статьи Плазмотрон для нанесения покрытий из тугоплавких дисперсных материалов
Введение. С интенсивным развитием аэрокосмической техники и ужесточением условий ее эксплуатации повышаются требования по ее надежности, долговечности и безопасности эксплуатации. Элементы конструкций летательных аппаратов, работающих в экстремальных условиях (воздействие значительных динамических нагрузок, агрессивных сред, высоких температур и т. п.), невозможно использовать без применения специальных защитных покрытий. Одним из наиболее производительных, технологичных и эффективных способов получения таких покрытий является плазменное напыление [1–11]. Применение плазменных технологий, активно внедряющихся в последнее время в промышленность, даёт возможность решить многие проблемы производства с минимальными затратами. Объём использования плазменных покрытий в мире постоянно возрастает. Для получения стабильных покрытий высокого качества большое внимание уделяется средствам механизации процесса, которых недостаточно, так как в первую очередь необходимо добиться высоких значений и стабилизации термических и динамических показателей напыляемых частиц. Основным элементом, обеспечивающим необходимые характеристики напыляемым частицам, является плазмотрон. В мире разработано большое количество плазмотронов различных конструкций, каждая из которых имеет как свои преимущества, так и недостатки. У большинства плазмотронов, в том числе и импортных, например у плазмотрона F4 (Switzerland), напыляемый материал подается в плазменную струю радиально через канал, находящийся на срезе сопла, что отрицательно сказывается на качестве покрытия [12]. Часть материала отбрасывается плазменной струей, что приводит к уменьшению коэффициента использования материала (КИМ), неравномерному прогреву напыляемых тугоплавких дисперсных материалов (оксидов, карбидов, нитридов и т. д.), что отражается на качестве получаемых покрытий. Для обеспечения нагрева напыляемого материала повышают мощность плазмотрона, что уменьшает ресурс его работы.
Существует схема подачи транспортирующего газа с порошком спутно плазменному потоку, позволяющая обеспечить более эффективный и равномерный прогрев напыляемого материала, а также предусматривающая дополнительную стабилизацию дугового разряда [12–15]. Но в промышленном масштабе такие плазмотроны не выпускаются, так как технологически сложны в изготовлении. В данной работе представлены результаты сравнения характеристик покрытий, нанесенных плазмотроном F4 (Switzerland)
и разработанным и изготовленным по спутной схеме подачи напыляемого материала. По этой схеме газопорошковая смесь подводится к верхней части плазмотрона и закручивается посредством специальных выполненных пазов, далее, проходя по каналам плазмотрона, газопорошковая смесь попадает в высокотемпературную прикатодную область, что способствует ее равномерному нагреву до высоких температур.
Экспериментальная часть. Электродуговой плазмотрон содержит соосно и последовательно установленные охлаждаемые катодный узел с катодом, изолятор, анодный узел с соплом-анодом, систему ввода плазмообразующего газа и систему ввода обрабатываемого материала, обеспечивающие фокусирование последних в прикатодной области. Прикатодная область переходит в цилиндрическую полость сопла-анода. В плазмотроне конусообразный обтекатель снабжен шестью специальными каналами, выполненными под углом 600 к направлению движения газопорошковой смеси, выравнивающими плотность газопорошковой смеси и создающими вихревой поток по сечению канала.
Конический кожух, образующий каналы с коническими выходными участками для подачи плазмообразующего газа и транспортирующего газа с порошком в сопло плазмотрона, выполнен керамическим и установлен на корпусе катодного узла. Плазмотрон позволяет повысить качество наносимых покрытий, увеличить коэффициент использования материала и ресурс работы плазмотрона за счет равномерного прогрева напыляемого материала до температуры плавления, уменьшения газодинамического сопротивления при движении газопорошковой смеси по каналам и тангенциальной подачи плазмообразующего газа, стабилизирующей горение дуги.
На рис. 1 представлен предлагаемый плазмотрон в разрезе. На рис. 2 представлен конусообразный обтекатель.
Плазмотрон состоит из системы ввода обрабатываемого материала и транспортирующего газа, включающая входной патрубок 1, цилиндрическая полость 2 которого переходит в коническую полость 3, образованную диффузором 4 и обтекателем 5, установленным на корпусе катодного узла 6. На обтекателе равномерно расположены шесть каналов, выполненных под углом 600 к направлению движения газопорошковой смеси, выравнивающие плотность газопорошковой смеси по сечению канала 7 и создающие вихревой поток. В корпусе катодного узла посредством вставки 8 закреплен катод 9. В нижней части кор- пуса катодного узла 6 посредством резьбы закреплен керамический кожух 10 конической формы. Поверхности керамического кожуха 10 и изолятора 11 образуют коническую транспортирующую полость 12, которая фокусируется в прикатодной полости 13, переходящей в цилиндрическую полость сопла-анода 14. Таким образом, полости 3, 7 и 12 образуют непрерывный транспортирующий канал с минимальным газодинамическим сопротивлением, связывающий цилиндрическую полость патрубка 1 с прикатодной областью 13. Сопло-анод 15 с вольфрамовой вставкой 32 фиксируется в корпусе анодного узла 16 прижимной гайкой 17.
Корпус анодного узла 16 имеет систему охлаждения, соединенную с патрубком 18 ввода охлаждающей жидкости. Патрубок 18 одновременно является клеммой соединения сопла-анода с плюсом «+» источника питания плазмотрона. В систему охлаждения анодного узла входят полость 19 и отверстие 20 , соединяющее ее с патрубком 18 ввода охлаждающей жидкости. Затем охлаждающая жидкость через отверстие 21 , патрубки 22 и соединительный шланг 23 поступает в корпус катодного узла. Система охлаждения катодного узла состоит из отверстий 24 , 26 , полости 25 и патрубка 27 для вывода охлаждающей жидкости.
Патрубок 27 одновременно является клеммой подвода минуса «–» источника питания плазмотрона к катоду. Система ввода плазмообразующего газа состоит из патрубка 28 , закрепленного на поверхности катодного узла и соединенного каналом 30 с конической полостью 31 , образованной поверхностью катода 9 и внутренней поверхности керамического кожуха 10 . Конструкция канала ввода обеспечивает тангенциальную подачу плазмообразующего газа, что способствует стабилизации горения дуги в прикатодной области.
Электродуговой плазмотрон работает следующим образом.
В патрубок 18 для охлаждения подается вода. В патрубок 28 подается плазмообразующий газ и между катодом 9 и соплом 15 возбуждают электрическую дугу. Плазмообразующий газ закручивается по часовой стрелке, что обеспечивается тангенциальной подачей газа через канал ввода. После выхода плазмотрона на рабочий режим в специальный патрубок подается газопорошковая смесь, у которой после соприкосновения с поверхностью конусообразного обтекателя 5 , имеющего каналы, происходит выравнивание ее плотности и закручивание смеси по сечению кольцевого канала в ту же сторону, что и плазмообразующий газ.
Подача парашка с транспортирувщип газом
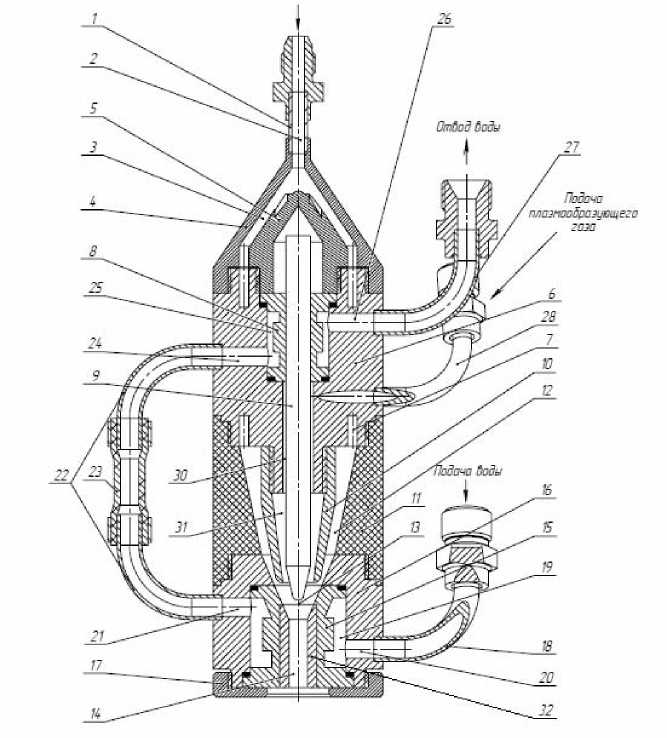
Рис. 1. Плазмотрон ПМ-1
-
Fig. 1. Plasmotron PM-1
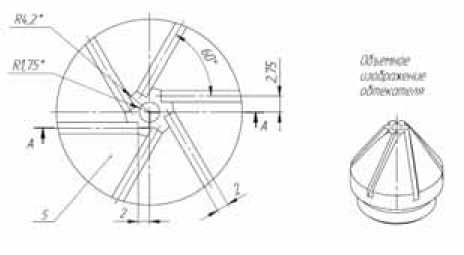
Рис. 2. Обтекатель
-
Fig. 2. Low-drag fairing
Таблица 1
Данные, полученные при разрыве образцов (плазмотрон ПМ-1)
|
№ Образца |
I , A |
Р отр , кН |
σ сц , МПа |
σ сц.ср , МПа |
|
1-28.11.17 |
150 |
5,544 |
11,294 |
11,568 |
|
2-28.11.17 |
150 |
5,758 |
11,731 |
|
|
3-28.11.17 |
150 |
5,733 |
11,68 |
|
|
4-28.11.17 |
200 |
6,169 |
12,567 |
12,862 |
|
5-28.11.17 |
200 |
6,239 |
12,71 |
|
|
6-28.11.17 |
200 |
6,534 |
13,31 |
|
|
7-28.11.17 |
250 |
6,449 |
13,137 |
13,463 |
|
8-28.11.17 |
250 |
6,848 |
13,95 |
|
|
9-28.11.18 |
250 |
6,529 |
13,301 |
|
|
10-28.11.18 |
300 |
7,29 |
14,851 |
14,045 |
|
11-28.11.18 |
300 |
6,6 |
13,445 |
|
|
12-28.11.18 |
300 |
6,794 |
13,84 |
Примечание : Р отр – сила, при которой произошёл отрыв покрытия от образца; σсц – адгезионная прочность покрытия; σсц.ср – среднее значение между тремя полученными значениями σсц при одной силе тока на одном плазмотроне.
Смесь поступает через коническую полость 12 , образованную керамическим кожухом 13 и изолятором 11 , а плазмообразующий газ – через канал 30 , образованный между катодом 9 и поверхностью отверстия в корпусе катодного узла 6 , и конический канал 31 между внутренней поверхностью кожуха 10 и катодом 9 в прикатодную область 13 . При этом обеспечивается равномерный прогрев напыляемого материала до температуры плавления, что приводит к повышению качества покрытия, уменьшению энергозатрат и к увеличению ресурса работы плазмотрона.
Для проведения испытаний на прочность сцепления покрытия наносились на стальные образцы, выполненные в виде грибков. Величину прочности сцепления покрытия с подложкой определяли методом отрыва (клеевая методика, клей ВК-9) согласно ГОСТ 209–75 при помощи универсальной испытательной машины Eurotest T50 . Полученные данные представлены в табл. 1 и 2. Расход напыляемого порошка в питателе был одинаковым для обоих плазмотронов. Прочность сцепления покрытия определяли по следующей формуле:
П с
D Р 4Р отр отр отр
Т " п d2 ’
где d = 0,025 м.
По данным табл. 1, 2 построены графики зависимости адгезионной прочности покрытий, нанесенных разными плазмотронами, от величины силы тока (рис. 3). Прочность сцепления покрытий, нанесенных экспериментальным плазмотроном ПМ-1, примерно на 20 % выше, чем при нанесении импортным F4. Полученные результаты подтверждают, что плазмотрон ПМ-1 обеспечивает равномерный прогрев напыляемого порошка до температуры плавления, что приводит к повышению прочности сцепления покрытия с подложкой при одинаковых расходах газов и подводимой мощности.
Толщина покрытия оказывает немаловажное влияние на износо- и коррозионную стойкость. Толщину покрытия, сформированного плазменным напылением, определяли с помощью микрометра. Замеры на каждой пластинке производили в 5 произвольно взятых точках. Результаты занесены в табл. 3, 4.
По данным табл. 3. и 4 построен график зависимости толщины покрытия от силы тока (рис. 4).
Толщина покрытий также оказалась больше примерно на 15–18 %. Это значит, что коэффициент использования материала выше за счет равномерного прогрева напыляемого порошка. Изучение микроструктуры и пористости обработанных образцов проводили с помощью металлографического микроскопа Neophot 32. Увеличение микроскопа составляет от 10 до 2000 раз. Полученные данные по пористости покрытий представлены в табл. 5 и 6.
Таблица 2
|
№ Образца |
I , A |
Р отр , кН |
σ сц , МПа |
σ сц.ср , МПа |
|
25-8.12.17 |
250 |
5,323 |
10,843 |
10,586 |
|
26-8.12.17 |
250 |
5,073 |
10,334 |
|
|
27-8.12.17 |
250 |
5,193 |
10,58 |
|
|
28-8.12.17 |
300 |
5,317 |
10,832 |
11,302 |
|
29-8.12.17 |
300 |
5,824 |
11,865 |
|
|
30-8.12.17 |
300 |
5,503 |
11,21 |
|
|
31-8.12.17 |
350 |
5,559 |
11,324 |
11,651 |
|
32-8.12.17 |
350 |
5,846 |
11,91 |
|
|
33-8.12.17 |
350 |
5,753 |
11,72 |
-
Fig. 3. Dependence of coating adhesion strength from current rate
Таблица 3
Толщина покрытия (плазмотрон ПМ-1)
|
№ образца |
I , А |
hi , мкм |
h ср, мкм |
Среднее h ср, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
||||
|
13-28.11.17 |
150 |
110 |
131 |
112 |
130 |
112 |
119 |
125,9 |
|
14-28.11.17 |
150 |
125 |
131 |
130 |
146 |
139 |
134,2 |
|
|
15-28.11.17 |
150 |
110 |
139 |
111 |
131 |
131 |
124,4 |
|
|
16-28.11.17 |
200 |
121 |
126 |
112 |
132 |
129 |
124 |
132,5 |
|
17-28.11.17 |
200 |
148 |
131 |
132 |
140 |
151 |
140,4 |
|
|
18-28.11.17 |
200 |
127 |
120 |
144 |
136 |
138 |
133 |
|
|
19-28.11.17 |
250 |
124 |
118 |
143 |
151 |
129 |
133 |
137,1 |
|
20-28.11.17 |
250 |
159 |
131 |
128 |
152 |
135 |
141 |
|
|
21-28.11.18 |
250 |
131 |
120 |
152 |
136 |
147 |
137,2 |
|
|
22-28.11.18 |
300 |
144 |
126 |
127 |
141 |
122 |
132 |
139,7 |
|
23-28.11.18 |
300 |
135 |
143 |
161 |
150 |
141 |
146 |
|
|
24-28.11.18 |
300 |
153 |
131 |
130 |
149 |
142 |
141 |
|
Примечание : I – значение силы тока (А), при котором проводилось напыление; hi – толщина покрытия в точке замера; h ср – среднее арифметическое всех значений толщины в точках замера.
Таблица 4
Толщина покрытия (плазмотрон F4)
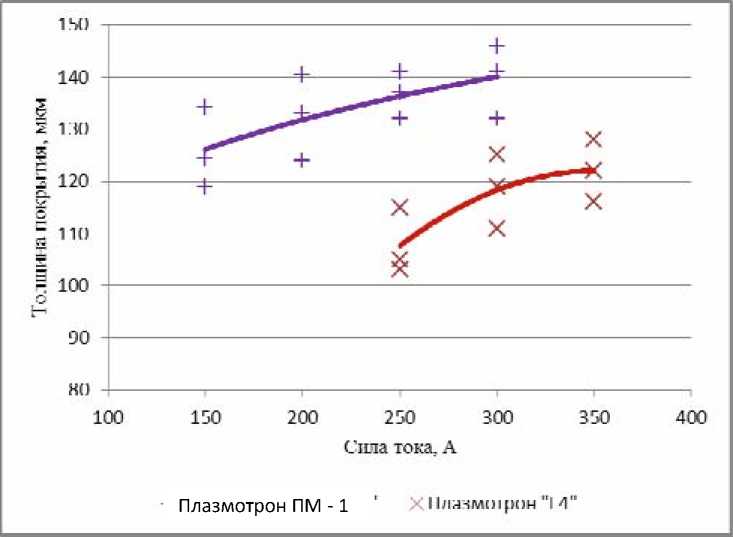
Рис. 4. Зависимость толщины покрытия от силы тока
|
№ образца |
I , А |
hi , мкм |
h ср, мкм |
Среднее h ср, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
||||
|
34-8.12.17 |
250 |
112 |
83 |
91 |
121 |
108 |
103 |
107,7 |
|
35-8.12.17 |
250 |
93 |
109 |
124 |
94 |
105 |
105 |
|
|
36-8.12.17 |
250 |
101 |
141 |
99 |
104 |
130 |
115 |
|
|
37-8.12.17 |
300 |
133 |
136 |
91 |
102 |
93 |
111 |
118,3 |
|
38-8.12.17 |
300 |
104 |
139 |
98 |
129 |
125 |
119 |
|
|
39-8.12.17 |
300 |
141 |
103 |
100 |
152 |
129 |
125 |
|
|
40-8.12.17 |
350 |
109 |
121 |
130 |
96 |
124 |
116 |
122,0 |
|
41-8.12.17 |
350 |
132 |
101 |
106 |
142 |
129 |
122 |
|
|
42-8.12.17 |
350 |
103 |
145 |
141 |
112 |
139 |
128 |
|
Данные, полученные при разрыве образцов (плазмотрон F4)
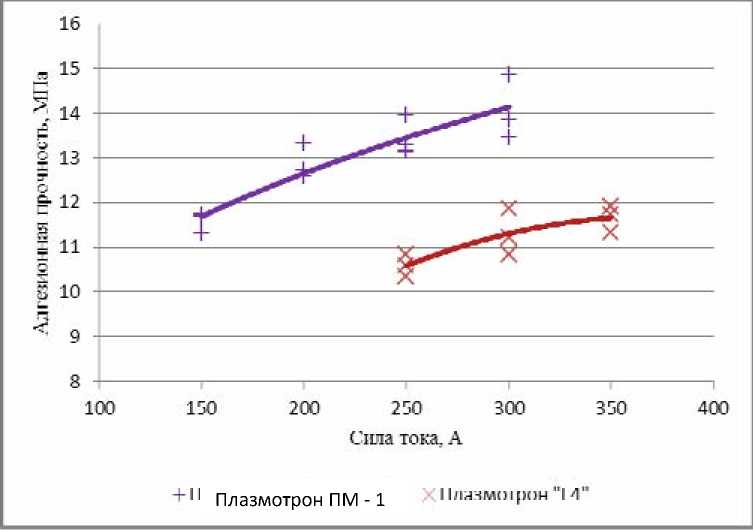
Рис. 3. Зависимость адгезионной прочности покрытия от силы тока
-
Fig. 4. Dependence of coating thickness from current rate
Значения пористости покрытий (плазмотрон ПМ-1)
Таблица 5
|
№ образца |
I , А |
П, % |
П ср , % |
|
13-28.11.17 |
150 |
20 |
23 |
|
14-28.11.17 |
150 |
23 |
|
|
15-28.11.17 |
150 |
26 |
|
|
16-28.11.17 |
200 |
19 |
21,3 |
|
17-28.11.17 |
200 |
20 |
|
|
18-28.11.17 |
200 |
25 |
|
|
19-28.11.17 |
250 |
17 |
18,8 |
|
20-28.11.17 |
250 |
19 |
|
|
21-28.11.18 |
250 |
20,5 |
|
|
22-28.11.18 |
300 |
13 |
14,7 |
|
23-28.11.18 |
300 |
15 |
|
|
24-28.11.18 |
300 |
16 |
Примечание : I – величина силы тока, при которой проводилось напыление (А); П – пористость покрытия (%); Пср – среднее значение пористости для образцов с напылением на одном режиме.
Таблица 6
Значения пористости покрытий (плазмотрон F4)
|
№ образца |
I , А |
П, % |
П ср , % |
|
34-8.12.17 |
250 |
32 |
30 |
|
35-8.12.17 |
250 |
31 |
|
|
36-8.12.17 |
250 |
27 |
|
|
37-8.12.17 |
300 |
27 |
28 |
|
38-8.12.17 |
300 |
28 |
|
|
39-8.12.17 |
300 |
30 |
|
|
40-8.12.17 |
350 |
25,5 |
26 |
|
41-8.12.17 |
350 |
24 |
|
|
42-8.12.17 |
350 |
28,2 |
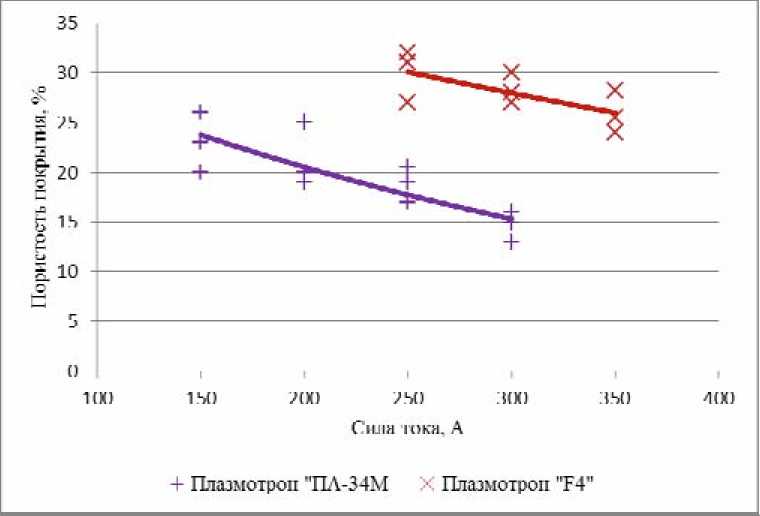
Рис. 5. Зависимость пористости покрытий от силы тока
-
Fig. 5. Dependence of coating porosity from current rate
По данным табл. 5, 6 построен график зависимости пористости покрытия от величины силы тока для двух плазмотронов (рис. 5). Полученные результаты показывают, что пористость покрытий, полученных на плазмотроне ПМ-1, меньше примерно на 13 %, что также происходит за счет равномерного прогрева напыляемого порошка.
Заключение. Результаты данной работы показывают, что характеристики покрытий, напыленных плазмотроном ПМ-1, выше полученных на промышленном плазмотроне F4 (Switzerland). Повысились прочность сцепления на 20 %, толщина покрытий и коэффициент использования материала – примерно на 15–18 %, а пористость снизилась на 13 %.
Список литературы Плазмотрон для нанесения покрытий из тугоплавких дисперсных материалов
- Хасуй А. Техника напыления. М.: Машино- строение, 1975. 288 с.
- Кудинов В. В. Плазменные покрытия. М.: Наука, 1977. 270 с.
- Кудинов В. В., Иванов В. М. Нанесение плазмой тугоплавких покрытий. М.: Машиностроение, 1981. 212 с.
- Газотермические покрытия из порошковых материалов: справочник / Ю. А. Харламов [и др.]. Киев: Наукова думка, 1987. 544 с.
- Копылов В. И., Шатинский В. Ф. Исследование процессов в контактной зоне при плазменном напылении и оценка их параметров // Неорганические и органосиликатные покрытия. Л.: Наука, 1975. С. 96- 106.
