Подготовка и переработка древесного сырья для получения щепы энергетического назначения (биотоплива)
")
Автор: Шегельман Илья Романович, Кузнецов Алексей Владимирович, Баклагин Вячеслав Николаевич, Будник Павел Владимирович, Скрыпник Владимир Иванович
Журнал: Ученые записки Петрозаводского государственного университета @uchzap-petrsu
Рубрика: Технические науки
Статья в выпуске: 8 (113), 2010 года.
Бесплатный доступ
Дополнительное сырье, биотопливо, топливная щепа, валочно-трелевочно-процессорная машина, мобильная рубительная машина
Короткий адрес: https://sciup.org/14749821
IDR: 14749821
Текст статьи Подготовка и переработка древесного сырья для получения щепы энергетического назначения (биотоплива)
В настоящее время уделяется значительное внимание развитию альтернативной энергетики с использованием местных видов топлива, в том числе отходов лесозаготовок (лесосечных отходов). В России, и в частности в Республике Карелия, в связи с переходом на сортиментную технологию на лесозаготовках используют технологические процессы, которые не обеспечивают комплексного использования древесины, так как большая часть биомассы древесины (сучья, ветви, вершины и т. д.) остается на лесосеке в рассредоточенном виде, что осложняет ее дальнейшее использование. Поэтому остро стоит вопрос разработки новых решений, позволяющих вместе с производством основной лесозаготовительной продукции эффективно использовать древесную биомассу.
Для разработки технических и технологических решений проблем подготовки энергетиче- ского сырья к переработке нами был использован хорошо себя зарекомендовавший в области лесозаготовок функционально-технологический анализ (ФТА) [3]. В процессе ФТА рассматривались 62 технологические схемы заготовки сортиментов и топливной щепы как системы, состоящие из элементов. Элементами системы являлись машины, которые, в свою очередь, состояли из подсистем. Абстрактно были выделены следующие 9 подсистем элементов: валки, обрезки сучьев, раскряжевки, удержания объекта, измельчения, перемещения, погрузки, разгрузки и доставки. На аналитико-синтетической стадии ФТА была рассмотрена возможность переноса выявленных подсистем элементов во времени и в пространстве. Для обобщения альтернативных вариантов получаемых систем заготовки сортиментов и топливной щепы применялся морфологический анализ [2].
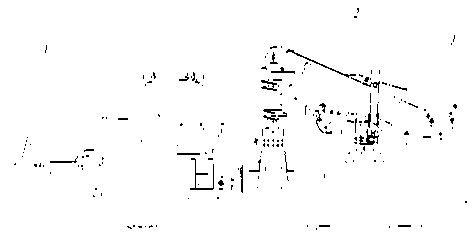
Рис. 1. Схема валочно-трелевочно-процессорной машины: 1 – базовая машина, 2 – харвестерная головка, 3 – манипулятор, 4 – зажимной коник
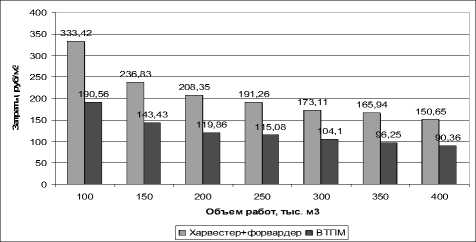
Рис. 2. Эксплуатационные затраты по технологиям
Оценка степени влияния факторных
|
признаков на результативный признак |
|||
|
Факторный признак |
Коэффициент парной корреляции |
Критическое значение коэффициента Стьюдента |
Расчетное значение коэффициента Стьюдента |
|
Объем пачки, Vпачк |
0,8590 |
1,9623 |
54,0450 |
|
Количество стволов в пачке, N Среднеквадратиче- |
0,2393 |
1,9623 |
19,64231 |
|
ское отклонение диаметров стволов в пачке, S откл |
0,5205 |
1,9623 |
7,9420 |
По результатам экспертной оценки была выбрана система, состоящая из валочно-трелевочно-процессорной машины (ВТПМ), мобильной руби-тельной машины, автопоезда с манипулятором и щеповоза.
Валочно-трелевочная машина имеет следующие основные элементы: базовую машину, манипулятор, харвестерную головку и зажимной коник. Схема ВТПМ на базе валочно-трелевочной машины ТЛК6-02 представлена на рис. 1. Машину рекомендуется выполнить на базе трактора мощностью 114–160 кВт со следующими параметрами: вылет манипулятора – 8,8–8,9 м; площадь коника – 1,1–2,2 м2.
Технология работы этой машины основана на технологии работы валочно-трелевочной машины [4] и заключается в следующем. При разработке каждой пасеки машина задним ходом заходит вглубь лесосек и разрабатывает волок (технологический коридор), укладывая деревья по краям и освобождая проезд. Двигаясь в обратном направлении, машина подбирает и укладывает в коник деревья, находящиеся в пределах доступности с обеих ее сторон. После набора пачки деревьев она трелюется на погрузочную площадку, на которой производит обрезку сучьев, раскряжевку деревьев, штабелевку сортиментов.
К основным преимуществам предложенной системы можно отнести следующие:
-
1. Лесосечные отходы и дровяная древесина концентрируются на погрузочной площадке, что делает их переработку более эффективной, чем при традиционных технологиях, когда для сбора лесосечных отходов необходимо содержать дополнительную технику.
-
2. Проведенные нами расчеты показали, что при равных природно-производственных условиях себестоимость заготовки сортиментов с использованием ВТПМ в среднем меньше до 41 %, чем с использованием комплекса машин харвестер – форвардер (рис. 2).
При решении проблем повышения эффективности переработки древесного сырья в щепу энергетического назначения были проведены экспериментальные исследования передвижной рубительной машины УРП-600. Были сделаны замеры времени измельчения пачек дровяных стволов и лесосечных отходов, а также замеры параметров пачек, таких как количество дровяных стволов в пачке, диаметры стволов, рассчитаны объемы и среднеквадратические отклонения от среднего каждой пачки.
На основе экспериментальных исследований измельчения дровяных стволов передвижной руби-тельной машиной сделана оценка степени влияния различных факторных признаков на результативный признак (время измельчения пачки T руб ). Значимость влияния каждого признака подтверждает критерий Стьюдента (критическое значение меньше расчетного). Результаты приведены в таблице.
Анализ показал, что на процесс измельчения наиболее сильное влияние оказывает объем формируемой пачки. Связь между результативным и факторным признаками характеризуется как прямая и сильная. Помимо этого, среднеквадратическое отклонение диаметров стволов в пачке S откл оказывает существенное влияние на время измельчения пачки дровяных стволов; связь характеризуется как прямая и средняя по тесноте, что нельзя не учитывать в производственном процессе выработки щепы энергетического назначения.
Для каждой из групп экспериментальных данных методом наименьших квадратов было выведено регрессионное уравнение (зависимости времени измельчения пачки от объема пачки и от среднеквадратического отклонения диаметров стволов пачки), система уравнений представляет собой математическую модель измельчения дровяных стволов в рубительном модуле:
Т , руб
V пачк
V2 S пачк откл
Оптимальный объем пачки в первом случае (минимизация потерь времени при совместной работе двух рабочих органов рубительной машины) с учетом математической модели (1) определяется из равенства времени измельчения пачки и суммарного времени всех операций манипулятора Т руб = У Т олман и после решения квадратного уравнения имеет вид:
где
у пачк
|
f A ' |
'- 0,3958 |
3,1262 |
- 7,0269 |
16,9468 3 |
( N 3 3 |
||
|
B |
3,0087 |
- 22, 0983 |
48, 5056 |
30,3962 |
N 2 |
||
|
C |
= |
- 2,7547 |
20,5425 |
- 43,9115 |
47, 2974 |
X |
N |
|
D |
- 0,1335 |
0,8856 |
- 1,6577 |
0,9056 |
1 |
||
|
. F ) |
V 0,0086 |
- 0,0639 |
0,1865 |
- 0,1313 ) |
V 1 ) |
||
jB 2 - 4 C ■ ( A + DS + FS 2 - У Т оперман ) - B 2 С
. (2)
Часовая производительность передвижной рубительной машины с учетом [4] будет определяться как
при N е { 1,2,3,4 } ; A, B, C, D, F - коэффициенты при переменных регрессионных уравнениях
П час
V B 2 - 4 C ■ ( A + DS + FS 2 - У Т п .а ) - B 3600--- f /ох
_____________________2С__________________ ,(3)
УТ -к / , опер . мн
|
f - 0,3958 |
3,1262 |
- 7,0269 |
16,9468 3 |
где f 1 - коэффициент использования рабочего |
|
3,0087 |
- 22,0983 |
48,5056 |
30,3962 |
времени; k - коэффициент, учитывающий удлинения производственного цикла работы манипу- |
|
- 2,7547 |
20,5425 |
- 43,9115 |
47,2974 |
_ лятора передвижной рубительной машины. |
|
Оптимальный объем пачки во втором случае |
||||
|
- 0,1335 |
0,8856 |
- 1,6577 |
0,9056 |
(достижение максимальной часовой производи |
|
V 0,0086 |
- 0,0639 |
0,1865 |
- 0,1313 ) |
тельности) определяется из уравнения |
3600 ■ V
матрица коэффициентов регрессии, полученных в результате регрессионного анализа экспериментальных данных.
Оптимизацию данной модели можно осуще-
dПчас пачк
кТ Цт ( Vna4K )
= 0.
ствить по критерию наименьших потерь времени при совместной работе двух рабочих органов рубительной машины - манипулятора и руби-тельного модуля. При таком режиме у передвижной рубительной машины нет простоев в работе, и все рабочие органы машины работают с оптимальной загрузкой.
Оптимизацию можно осуществить и по критерию максимальной часовой производительности. При этом рубительный модуль машины работает максимально эффективно. В обоих случаях варьируемым параметром является объем пачки.
После математических преобразований получаем:
V пачк
A + DSоmкл + FSоткл
С
При среднеквадратическом отклонении диаметров дровяных стволов в пачке от среднего, равном 1-10 см, оптимальный объем пачки, вычисленный по формуле (4), составляет 0,33-0,4 м3.
Максимальная часовая производительность определяется формулой:
П
час
П
час
3600J A + DS + FS 2
С
■ f
2 A + b J A + DS + FS 2 + 2 DS + 2 FS 2
при
B^ A + DC+ FS 2 + 2( A + DS + FS 2 ) > У Т опер .
С
JB 2 - 4 C ■ ( A + DS + FS 2 - У Топер . ман ) - B 2 C
у т опер. мн
при
B JA + DS + FS2 + 2( A + DS + fs 2 ) < £ т
\ / опер ..
Часовая производительность при оптимальном объеме пачки 0,33-0,44, вычисленная по формуле (5), составляет 66-69 м3/час, что на 25 % больше наблюдаемой нами при хронометражных замерах, при работе передвижной рубительной машины с объемами пачек 0,17-0,55.
Проведенные исследования показали, что при технологическом процессе с использованием ВТПМ лесосечные отходы и дровяная древесина концентрируются на погрузочной площадке, что позволяет повысить эффективность переработки вторичного сырья в сравнении с тради-
ционными технологиями, когда для сбора лесосечных отходов необходимо содержать дополнительную технику.
ВЫВОДЫ
-
1. На основании функционально-технологического анализа была выбрана система, состоящая из ВТПМ, мобильной рубительной машины, автопоезда с манипулятором и щеповоза для заготовки сортиментов с одновременной подготовкой дровяного древесного сырья для выработки щепы энергетического назначения (биотоплива).
-
2. Проведенные нами расчеты показали, что при равных природно-производственных условиях себестоимость заготовки сортиментов при использовании ВТПМ в среднем меньше до 41 %, чем при использовании комплекса машин харвестер – форвардер (рис. 2).
-
3. Для повышения производительности передвижной рубительной машины на 20–25 % необходимо учитывать рекомендуемый объем пачки, который описывается полученными зависимостями (4), (5). Наиболее опти-
- мальной пачкой дровяных стволов для руби-тельной машины УРП-600 будет та, объем которой равен 0,33–0,40 м3 (в зависимости от других ее параметров).
-
4. Получена математическая модель (1), описывающая зависимость времени рубки от основных параметров пачки – ее объема, количества дровяных стволов в пачке, а также среднеквадратического отклонения диаметров стволов в пачке от среднего.
-
5. Полученная математическая модель (1) позволяет планировать работу передвижных рубительных машин с целью создания технологических цепочек.
-
6. Для повышения производительности мобильной рубительной машины необходимо выполнять предварительную подсортировку штабеля дровяных стволов, поскольку степень влияния среднеквадратического отклонения диаметров дровяных стволов от среднего в пачке на время измельчения этой пачки значительна.
Результаты экспериментальных наблюдений показали, что сортировка штабеля на две размерные группы с диаметрами 8–29 и 30–50 см дает увеличение производительности на 7–8 %.
Список литературы Подготовка и переработка древесного сырья для получения щепы энергетического назначения (биотоплива)
- Карпачев С. П., Щербаков Е. Н., Слинченков А. Н. Биоэнергетика начинается на лесосеке: рубительные машины и энергетическое оборудование//Лесопромышленник. 2007. № 43. С. 3.
- Одрин В. М., Картавов С. С. Морфологический анализ систем. Построение морфологических таблиц. Киев: Наукова думка, 1977. 148 с.
- Шегельман И. Р. Функционально-технологический анализ: Методология и приложения. М.: ИПИ, 2000. 96 с.
- Шегельман И. Р., Скрыпник В. И., Галактионов О. Н. Техника и технология лесосечных работ: Учеб. пособие. Петрозаводск: Изд-во ПетрГУ, 2004. 228 с.
