Подготовка производства блочно - модульных фрез с использованием 3D - прототипирования

Автор: Попок Н.Н., Портянко С.А.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (40), 2021 года.
Бесплатный доступ
Объект исследования - подготовка производства блочно - модульных фрез с использованием 3D - прототипирования. Целью работы является выработка рекомендаций по подготовке производства с использованием 3D - прототипирования; изготовлению экспериментальных образцов БМФ. Рассматриваются основные конструктивные элементы и схема формирования блочно - модульных фрез, проанализированы формы корпусных модулей и стружкоотводящих канавок, а также методы изготовления фрез, приведены технологический маршрут 3D - печати блоков резцовых и корпусных модулей и технологическая схема сборки фрез, дана оценка соответствия параметров точности размеров макетов фрез заданным на чертеже и приведены рекомендации по использованию марок пластиковых материалов для изготовления макетов фрез.
Моделирование, подготовка производства, производство, блочно-модульная фреза, технологический маршрут, 3d-прототипирование, макет
Короткий адрес: https://sciup.org/142231211
IDR: 142231211 | УДК: 621.914.02 | DOI: 10.24412/2079-7958-2021-1-94-106
Preparation of production of block-modular milling cutters using 3D prototyping
The article describes the main structural elements and the scheme of forming block - modular milling cutters, analyzes the forms of body modules and chip - removing grooves, as well as the methods of manufacturing milling cutters. The technological route of 3D printing of blocks of tool and body modules and the technological scheme of assembling milling cutters are presented. There is an assessment of the compliance of the parameters of the accuracy of the dimensions of the models of milling cutters specified in the drawing, and recommendations for the use of plastic materials for the production of models of milling cutters.
Текст научной статьи Подготовка производства блочно - модульных фрез с использованием 3D - прототипирования
Полоцкий государственный университет
В связи с диверсификацией и кастомизацией выпускаемой машиностроительными предприятиями продукции возрастают требования по сокращению временных и финансовых затрат на подготовку производства, поэтому выработка рекомендаций по подготовке производства с использованием 3D-прототипирования и изготовлению экспериментальных образцов является актуальной темой исследований. Предлагаются различные организационные формы технологических процессов – типовые, групповые, гибкие и мобильные [1], основанные на принципах унификации, модульности и автоматизации быстро-перестраиваемого оборудования и оснастки; учитываются изменения в методологии научных исследований процессов (научная подготовка), связанные с широким использованием элек- тронных средств, искусственного интеллекта и т. п. [2, 3, 4, 5, 6, 7]. Одним из перспективных направлений совершенствования конструкторской и технологической подготовки производства является применение 3D-моделей (макетов) экспериментальных образцов продукции, получаемых послойным синтезом (аддитивные технологии) [8, 9, 10, 11]. Рассмотрим некоторые особенности использования 3D-макетирования экспериментальных образцов на примере подготовки производства сборной технологической оснастки – блочно-модульных фрез.
Основная часть
Предлагаемые к производству конструкции сборных режущих инструментов включают блоки и модули, из которых формируются блочно-модульные фрезы (БМФ) различных типов по схеме на рисунке 1.
Формирование БМФ предусматривает выбор пластины режущей (ПР) исходя из формы обрабатываемой поверхности и конструктивного элемента детали, свойств материалов, режимов обработки и т.д. ПР устанавливается в блок резцовый (БР), отличительной особенностью которого является [12] технологичность присоединительных (базирующих) поверхностей державки – выполняются открытыми, для установки ПР и зажимного элемента в виде клиноприхвата. БР в свою очередь устанавливается в модуль корпусной МК по цилиндрическим (базирующим) поверхностям и зажимается или прихватным, или одно-двухклиновым механизмами. МК может быть снабжен модулем балансировочным (МБ), включающем или эксцентриковые втулки для установки блоков резцовых, или заглушки-грузики, устанавливаемые в корпусном модуле, или балансировочные кольца со спиральными пазами и шариками, а сам МК с помощью модуля присоединительного (МП) в виде державки, оправки, хвостовика и т. п. устанавливается в резцедержателе, шпинделе, палете, инструментальном магазине и т. п. станка. Преимущество предлагаемой системы сборных режущих инструментов по сравнению с аналогами состоит в использовании унифицированного БР, который может быть установлен в различные типы режущих инструментов (токарные, осевые, фрезерные, расточные и т. д.), что обеспечивает сокращение финансовых и временных затрат как на этапе изготовления, так и на этапе эксплуатации режущего инструмента.
Однако при внедрении в производство этой системы сборных режущих инструментов требуется тщательная отработка конструкций и тех-


Рисунок 1 – Схема формирования блочно-модульных фрез
нологий их изготовления. Поэтому предлагается включать в этапы конструкторской и технологической подготовки производства БМФ макетирование экспериментальных образцов на 3D-принтере. Причем на этих этапах могут быть изготовлены конструкции из различных материалов – пластиковых и металлических, а также их комбинации, применены при изготовлении традиционные, субтрактивные, аддитивные и «гибридные» технологии. Была поставлена задача спроектировать и изготовить державки БР и МК различных форм и из различных пластиковых материалов, провести анализ полученных экспериментальных образцов и оценить влияние на полученные размеры образцов усадки материала, и с учетом этого предложить новые конструкции БМФ.
Проведенный анализ конструкций резцовых блоков, картриджей, резцовых вставок и т.д. показал, что используется различная конфигурация корпусов. Присоединительные поверхности и конструктивные элементы блоков резцовых выполняются цилиндрическими, коническими, плоскими, с рифлениями и т. п.; в поперечном сечении могут иметь вид окружностей, некруглых и гранных элементов, овалов, прямоугольников, квадратов, трапеций и т. п.. Исходя из принципа технологичности конструкций резцового блока при его изготовлении и сборке были выбраны цилиндрические присоединительные поверхности державки для установки в модуль корпусной и открытые прямоугольные пазы для установки пластины режущей и модуля зажимного.
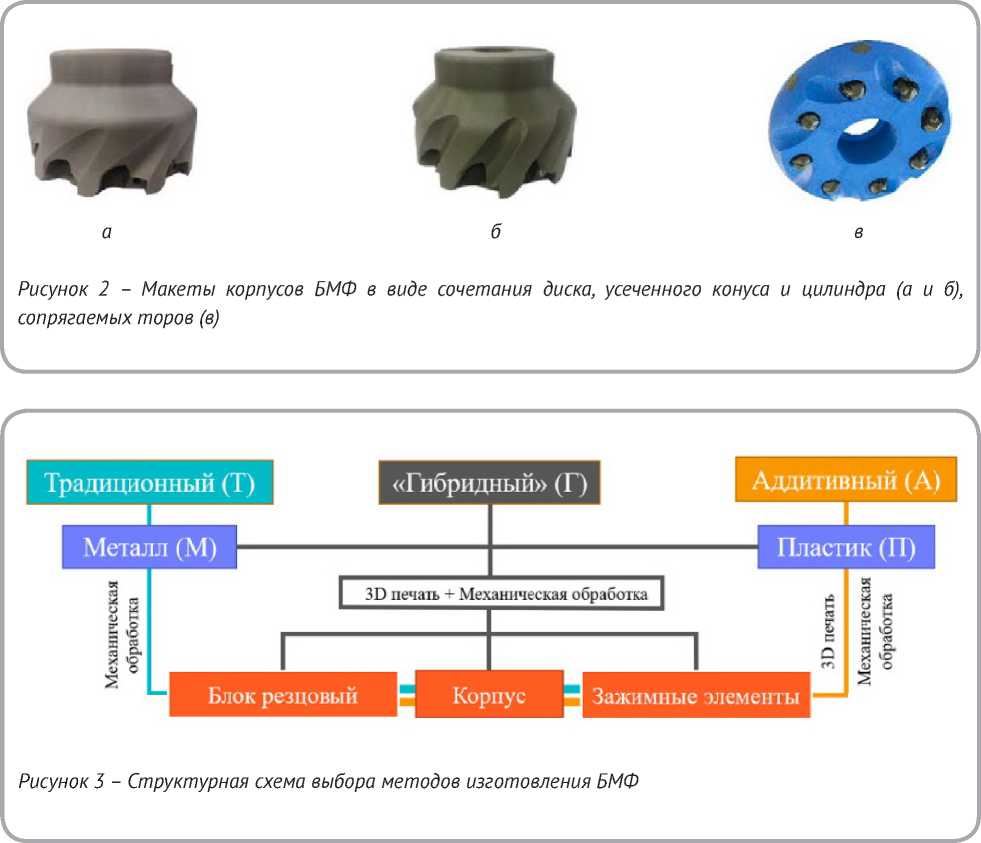
Возможные варианты конструкций модулей корпусных предложены в таблице 1 (столбец 2). Учтены формулы, описывающие формы МК (столбец 3), и направления потоков смазочно-охлаждающей технологической среды (СОТС) при вращении МК (столбец 4). Последовательно рассмотрены варианты исполнения МК от простых форм (№ п/п 1–6 – диск, цилиндр и т. д.), до их комбинации (№ п/п 7–14). При этом учитывались требования, с одной стороны, по функциональному назначению фрез – необходимость эффективного резания и размещения в МК таких конструктивных элементов, как БР, МЗ, МБ, МП, ограничения их габаритных размеров, и выполнения стружко-потокоотводящих канавок технологичными методами, а, с другой стороны, по максимальному обеспечению обтекаемости форы МК смазочно-охлаждающей технологической средой, учитывающей высокую частоту вращения фрез на современных станках с ЧПУ (порядка 10-40 тыс. мин1). На основании результатов моделирования работы фрез различных форм установлено, что наиболее предпочтительными формами обтекаемости являются формы в виде сочетания двух торовых поверхностей (№ п/п 14).
Для отработки конструкций фрез и технологий их изготовления были отпечатаны макеты корпусов в виде сочетания цилиндров, дисков, усеченных конусов и сопрягаемых торов (рисунок 2).
Исследования макетов БМФ на этапе научной подготовки производства позволяют оценить эргономические и аэродинамические свойства фрез; определить преимущества и недостатки технологии сборки; трудоемкость конструкторской и технологической подготовки производства традиционными, «гибридными» методами и с использованием 3D-печати. Структурная схема выбора методов изготовления БМФ представлена на рисунке 3.
Эта схема включает выбор методов: традиционного (Т), заключающегося в механической обработке металла, аддитивного (А) – 3D-печа-ти из пластикового материала с последующей постобработкой. Сочетание (Т) и (А) методов обеспечивает изготовление фрез «гибридным» (Г) методом, при котором учитывается не только функциональное назначение конструкций фрез, но и возможность взаимозаменяемости материалов конструктивных элементов в различных комбинациях, например, пластиковый корпус и металлические блоки резцовые. Данная схема отражает вариативность принятия инженерных решений на этапах конструкторской и технологической подготовки производства. Использование традиционных методов в единичном и мелкосерийном производствах приводит к увеличению стоимости подготовки производства. Когда же изделия печатаются на 3D-принтере, практически нет разницы в стоимости его единицы – то есть не важно требуются 1–3 или 100 ед ., поскольку нет затрат на инструменты, приспособления и т. д.
Таблица 1 – Варианты форм корпусов и направлений потоков жидкостей и газов
|
№ п/п |
Форма корпуса |
Формула описания формы |
Направление потоков при вращении корпуса |
№ п/п |
Форма корпуса |
Формула описания формы |
Направление потоков при вращении корпуса |
|
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
|
1 |
1___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________1 |
22 X- + y- = 1 a 2 b 2 |
/и X |
2 |
22 X- + У- = 1 a 2 b 2 |
Уь X |
|
|
диск |
цилиндр |
||||||
|
3 |
x 2 y 2 z 2 —т +— т +— т = 0 a 2 b 2 c 2 |
Vv X |
4 + |
X- + y- + z- = r 2 |
У>1 X |
||
|
конус |
шар |
||||||
|
5 |
(___L_® |
(л:2 +y2 + z2 + + Л2+г2)2- ^^(У+У^О |
Ук X |
6 |
x 2 y 2 z 2 —г +— т +—г = 1 a 2 b 2 c 2 |
X |
|
|
тор |
эллипсоид |
||||||
|
7 |
22 X- + y- =1 a 2 b 2 |
4 1 i X |
8 |
—^-4--y4--5- — 0 a2 b1 c- a2 У |
У\х X |
||
|
диск + цилиндр |
конус + цилиндр |
||||||
|
9 |
x 2 y 2 z 2 -+ + + = 0 a 2 b 2 c 2 |
УК X |
10 |
( rv 1 |
222 xyz ”+ + TT + = 0 abc |
\ X |
|
|
два конуса |
три конуса |
||||||
|
11 |
у yw+ + f? + yf- -4л-2 lv v2^ 0 77'7Z^ 1 |
X |
12 |
ii+£+ii=o a? b1 c1 (У+.У2 +z2 + + Д2+г2)2- -4x2 (№ + /) = 0 |
X |
||
|
тор + цилиндр |
тор и конус |
||||||
|
13 |
-i2 У У а2 У |
1 X |
14 |
(л-2 + у1 +-z’-t- +В? + г2У- -4л:2(;1:2 + У) = 0 |
__J |
||
|
эллипсоид + цилиндр |
два тора |
Были отпечатаны макеты блоков резцовых из различных пластиковых материалов (рисунок 4), свойства которых изучались применительно к эксплуатации вращающихся режущих инструментов. 3D-печать блоков резцовых позволяет осуществить быстрый переход от экспериментальных к опытным образцам изделия.
Технологический маршрут изготовления БМФ может быть составлен в целом на изделие, его конструктивные элементы (сборочные единицы), на «гибридную» конструкцию, включающую или конструктивные элементы из различных материалов, или субтрконтрактивные и аддитивные операции изготовления отдельных конструктивных элементов, которые затем собираются традиционными технологическими методами.
Например, для единичного и мелкосерийного типов производства технологический маршрут на отдельные конструктивные элементы БМФ из пластиковых материалов включает операции: 1) подготовка к 3D-печати; 2) 3D-печать деталей; 3) постобработка.
Процесс подготовки к 3D-печати включает следующие этапы настройки программного продукта в Simplify 3D:
-
1) присваивается имя процесса, степень заполнения объекта и обновляется профиль настроек;
-
2) назначается диаметр сопла принтера, коэффициент величины экструзии, а также ее ширина; задается величина подъема сопла над печатающимся объектом;
-
3) в группе настроек «слой» задается высота слоя печати (как правило, величина, равная 1/2 диаметра сопла), количество внешних сплошных слоев и внешних параметров; выбирается при-

Рисунок 4 – Внешний вид державки блока резцового из различных марок пластиковых материалов: а – ABS-GF; б – ABS; в – PLA; г – SBS; д – Pet
вязка стартовых точек начала печати к вымышленной точке с координатами « X » и « Y »;
-
4) выбирается тип (форма) внутреннего заполнения модели (линии, треугольники, сетка, волны, сотовое заполнение); а также настройка материала поддержки, который помогает напечатать нависающие элементы модели;
-
5) настраивается температура печати, стола;
-
6) настраивается скорость и система охлаждения модели при печати;
-
7) расширенные настройки высоты начала и окончания процесса, настройки поведения слайсера при обработке моделей, содержащих ошибки, настройки печати тонких стенок.
На операции 3D-печати деталей осуществляется следующая последовательность переходов:
-
1) передать 3D-модель прототипа в формате STL в программное обеспечение 3D-принтера;
-
2) расположить модель в виртуальной рабочей зоне;
-
3) сгенерировать элементы вспомогательных конструкций (из специального материала поддержки);
-
4) произвести расчёт путей перемещения печатной головки;
-
5) произвести расчёт времени выращивания прототипа;
-
6) разогреть стол до температуры 60–120 градусов;
-
7) печатать изделие, выдерживая температуру экструдера 210–285 градусов, скорость перемещения сопла – 40 мм/с , согласно исходной 3D-модели;
-
8) убрать вспомогательные конструкции. Основные характеристики 3D-печати деталей БМФ представлены в таблице 2.
Как следует из таблицы 2, основное время печати всех элементов БМФ составляет 19 ч 22 мин (1153 мин); длина пластиковой нити – 149716,4 мм (149,7 м); количество материала печати – 452,61 г (0,45261 кг). Основные затраты печати пластиковых деталей БМФ при стоимости 1 г материалла ≈ 10 копеек составляет порядка ≈ 45,3 бел. руб.
Технологическая схема сборки напечатанных конструктивных элементов БМФ включает следующие операции (рисунок 5): 005 Комплектовочная; 010 Сборочная «Блока резцового»; 015 Сборочная «Зажимного модуля»; 020 Сборочная «БМФ».
Последовательность сборки БМФ: 1) процесс сборки БР начинается со сборки прихвата и штифта с образованием прихвата в сборе; в отверстии прихвата позиционируется штифт с предварительно установленной режущей пластиной, ограничивая перемещение штифта вдоль посадочной поверхности. Полученная сборочная единица устанавливается в пазу державки по посадке и закрепляется с помощью винта с шайбой, обеспечивая прижим основания и боковой поверхности пластины к установочной и направляющей поверхностям державки; 2) сборка БМФ начинается со вставки механизма зажима (сборочная единица: сухарь упорный и резьбовой с винтом) в соответствующие отверстия МК, с предварительно поджатым винтом. Затем последовательно вставляются БР в базирующие отверстия МК с ориентацией пластин, режущих на заданный угол наклона режущей кромки, осуществляется настройка радиального и торцового биения БР с помощью регулировочных винтов и поворота БР вокруг собственной оси, и окончательно закрепляется БР механизмом зажима; 3) заключительным этапом сборки является установка балансировочных заглушек.
|
Таблица 2 – Основные характеристики 3D-печати деталей БМФ |
|||||
|
Деталь |
Характеристики 3D-печати |
Деталь |
Характеристики 3D-печати |
Деталь |
Характеристики 3D-печати |
|
го ГО ГО * 0J С1 |
Время печати: 85 мин ; Длина нити: 5108 мм ; Количество материала: 15,4 г |
н -е- X н 3 |
Время печати: 4 мин ; Длина нити: 65,9 мм ; Количество материала: 0,2 г |
н го со X X 1= |
Время печати: 18 мин ; Длина нити: 1052,9 мм ; Количество материала: 3,7 г |
|
го ю >х го 3 |
Время печати: 1 мин ; Длина нити: 70 мм ; Количество материала: 0,21 г |
S 2 О О ей Ю О Н ХГ X СП х ГП О- |
Время печати: 11 мин ; Длина нити: 370,8 мм ; Количество материала: 1,1 г |
>х .0 О О. го ГО О X ^ и $ о. |
Время печати: 21 мин ; Длина нити: 1511 мм ; Количество материала: 4,6 г |
|
>х X о с о. го X |
Время печати: 17 мин ; Длина нити: 1052,2 мм ; Количество материала: 4 г |
о о I 1 го ^ н X X СП |
Время печати: 24 мин ; Длина нити: 1321,0 мм ; Количество материала: 4 г |
СК го X о го го о 3 О- >> X Е X го го го LD |
Время печати: 14 мин ; Длина нити: 788 мм ; Количество материала: 2,4 г |
|
U И |
Время печати: 958 мин ; Длина нити: 138377 мм ; Количество материала: 417 г |
||||
Этап сборки изделия обеспечивает выявление погрешностей изготовления отдельных конструктивных элементов, соответствия их точности и качества заданным параметрам на чертежах деталей. При этом такие особенности 3D-печати деталей, как, например, тепловая усадка материала, структура и шероховатость получаемых поверхностей позволяют отработать на экспериментальных образцах исполнение отдельных конструктивных элементов и скорректировать чертеж 3D-модели. Поэтому были проведены исследования точностных параметров экспериментальных образцов блоков резцовых и модулей корпусных БМФ.
Точность линейных размеров 3D-модели и соответствие их чертежу обеспечивается, в первую очередь, настройкой программного приложения Simplify 3D для последующей печати на 3D-принтере. Наиболее важные параметры настройки, как отмечено выше, относятся к экструдеру, формированию и заполнению слоев материала, температуре и охлаждению при печати.
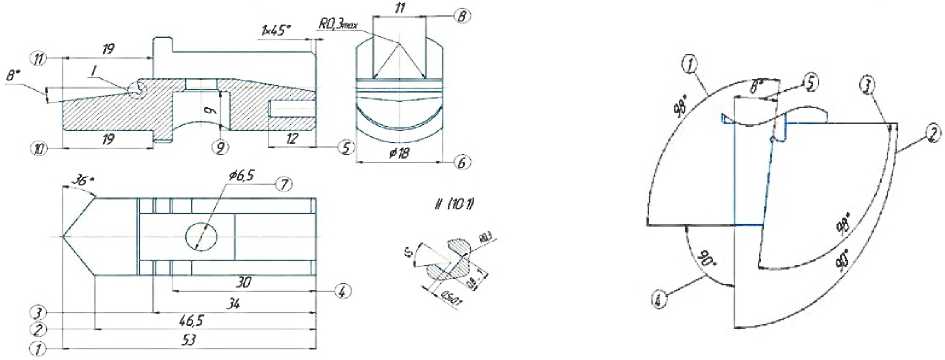
Оценка соответствия параметров точности размеров макетов БМФ заданным на чертеже размерам осуществлялась с использованием видеоизмерительного микроскопа модели NVM-4030D фирмы NORGAU на примере 10 державок блока резцового и 2 корпусных модуля из различных пластиковых материалов. На рисунке 6 представлены эскизы державки и корпуса с обозначением позиций линейных и угловых размеров.
Указанные на чертеже позиции от 1 до 11 соответствуют последовательности измерения линейных размеров модели «Державка» блока резцового из разных пластиковых материалов. Полученные результаты измерений линейных размеров представлены в таблице 3.
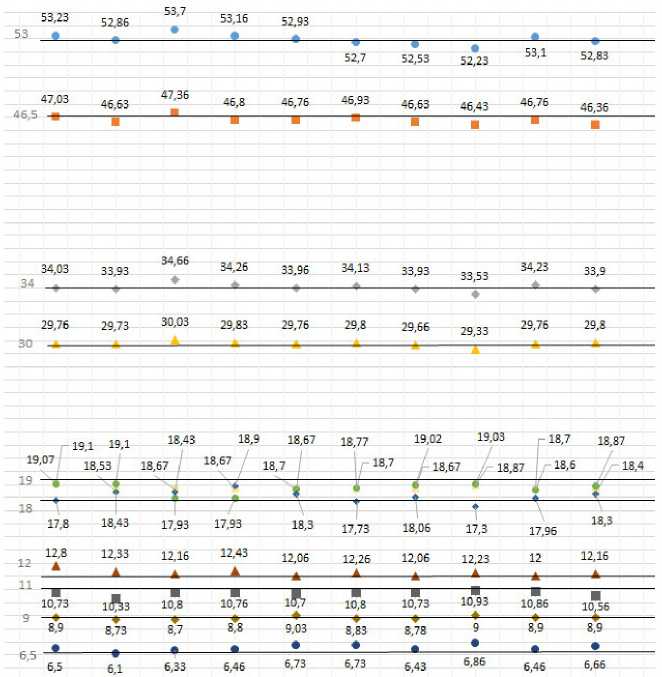
Анализ полученных результатов, фрагменты которых представлены в виде графиков отклонений линейных размеров от номинальных для различных материалов, показаны на рисунке 7, позволяет сделать выводы о том, что степень усадки минимальна для пластикового материала марки SBS – отклонение линейных и угловых размеров не превышают соответственно 0,64 и 0,15 %, максимальные отклонения установлены для пластика марки ABS-GF.
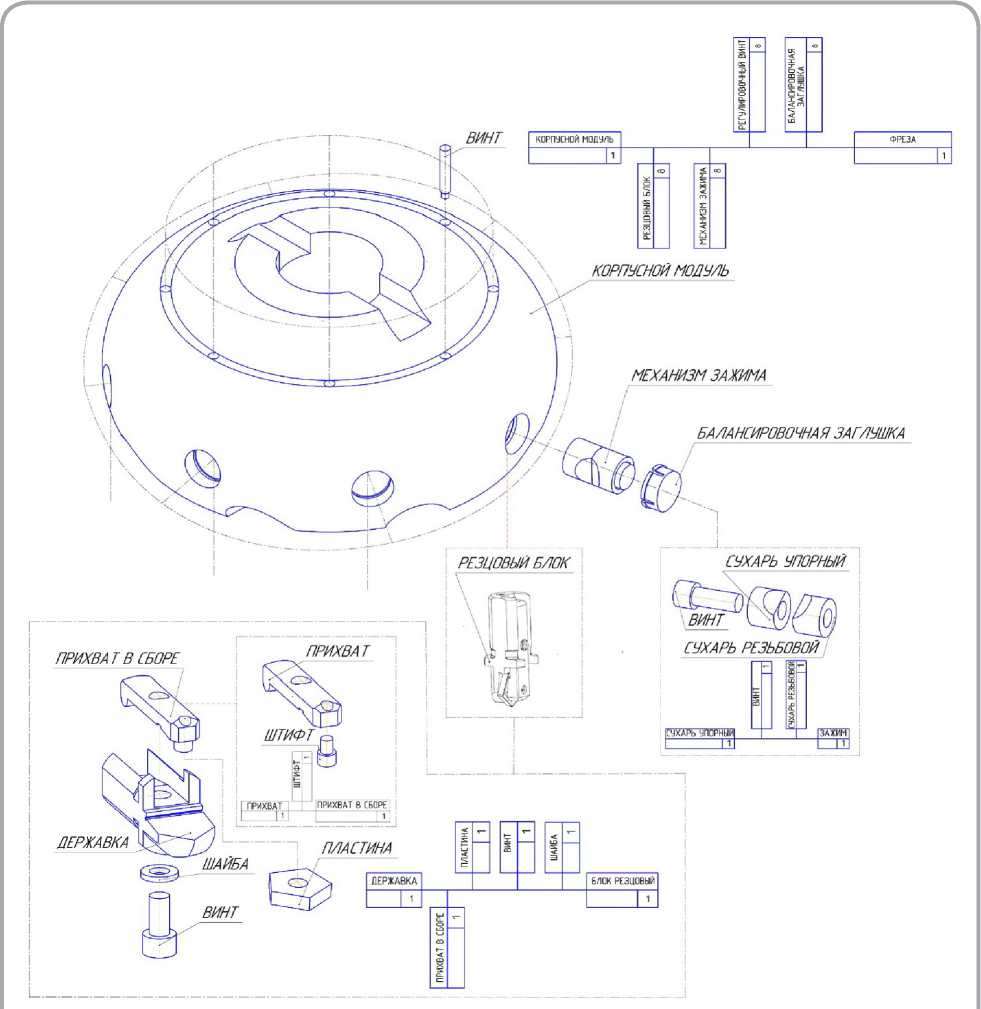
Рисунок 5 – Технологическая схема сборки БМФ
Значения погрешностей линейных размеров для каждой марки материалов представлены в таблице 4.
Исходя из полученных результатов измерений значений угловых и линейных размеров напечатанных моделей «Державка» блока резцового и модуля корпусного, следует, что наилучшими для изготовления модели являются пластиковые материалы марок SBS и PLA, обеспечивающие наименьшее искажение размеров.
Наблюдается увеличение размера 5 и уменьшение размеров 10 и 11, что связано с влиянием материала поддержки на печать буртика и резьбового отверстия державки. Наружные нависающие элементы трехмерной модели «Державка» блока резцового в виде «буртиков» (позиция из-
а
б
Рисунок 6 – Эскиз измерения линейных (а) и угловых (б) размеров державки
- 191 191 18'43 18'9 18167
12,33 12,16 12.43 12,06 12.26 12,06 12,23 12 12,16
6,1 6,33 6,46 6.73 6-73 6,43 686 6,46 6,66
29,76 29,73 30-03 29,83 29.76 29,8 29,66 29 33 29176 2918
зо -----------------------------------------------------------------------------;--------------
52,7 52,53 52,23 53,1 52183
47103 46,63 47_36 46.8 46 76 46 93 45 53 ^ 46 76 46 36
34,03 33,93 34,66 34,26 33,95 34,13 33 93 53 34,23 33,9
34 --------------------------------------------------------------------------------------
53,23 52,ю 53,7 53,16 52,93
53 е _______*_______•_______•__________
19,02 19,03 р 18,7 18 87
хДз ад 1076 1К ад адЗ Ю73 1036 1(^6
—♦------▼------♦------♦------♦------♦------*------♦------♦—
8,73 8,7 8,8 9,03 8,83 8,78 9 8,9 8,9
12,8
12 д
11 ■
10,73
9 —♦—
8,9
6,5 -*—
6,5
Рисунок 7 – График отклонений линейных размеров изделия от номинальных значений (сплошная линия) для различных пластиковых материалов
|
19,07 |
18,53 |
18,67 |
18,67 |
18,7 |
18,7 |
г 18.67 |
18.87 18,6 |
18,4 |
|
8 |
• |
|||||||
|
18 |
♦ |
|||||||
17,8 18,43 17,93 17.93 18,3 1773 18,06 17,3 17,96
Таблица 3 – Линейные размеры модели «Державка» блока резцового
Материал
|
О c |
PA-GF |
PLA |
FLEX |
PET |
PETG |
PC |
ABC |
TPU-GF |
SBS |
ABS-GF |
|||||||||||
|
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||||||||||||
|
1 |
1 |
53,2 |
pq |
52,8 |
53,7 |
o |
53,2 |
S |
52,9 |
52,8 |
о |
52,5 |
Ln |
52,3 |
53,1 |
о |
52,8 |
||||
|
2 |
53,2 |
52,9 |
53,6 |
53,2 |
53,0 |
52,7 |
52,5 |
52,1 |
53,1 |
52,9 |
|||||||||||
|
3 |
53,3 |
52,9 |
53,8 |
53,1 |
52,9 |
52,6 |
52,6 |
52,3 |
53,1 |
52,8 |
|||||||||||
|
2 |
1 |
47,1 |
о |
46,6 |
47,4 |
m |
46,9 |
s |
46,7 |
46,6 |
46,6 |
46,6 |
46,8 |
s |
46,4 |
||||||
|
2 |
47,0 |
46,6 |
47,4 |
46,8 |
46,8 |
46,6 |
46,6 |
46,5 |
46,8 |
46,3 |
|||||||||||
|
3 |
47,0 |
47,6 |
47,3 |
46,7 |
46,8 |
46,7 |
46,7 |
46,4 |
46,7 |
46,4 |
|||||||||||
|
3 |
1 |
34,1 |
S. |
33,9 |
S\ |
34,6 |
S |
34,3 |
34,0 |
34,0 |
34,0 |
n |
Ln |
34,3 |
33,9 |
О |
|||||
|
2 |
34,0 |
33,9 |
34,7 |
34,1 |
34,1 |
33,9 |
33,9 |
33,6 |
34,2 |
33,9 |
|||||||||||
|
3 |
34,0 |
34,0 |
34,7 |
34,4 |
33,8 |
33,9 |
33,9 |
33,5 |
34,2 |
33,9 |
|||||||||||
|
4 |
1 |
29,7 |
S |
29,7 |
я" |
30,0 |
29,9 |
29,8 |
S |
29,6 |
s |
29,6 |
S |
29,4 |
29,7 |
s |
29,8 |
s |
|||
|
2 |
29,8 |
29,7 |
30,1 |
29,7 |
29,8 |
29,7 |
29,7 |
29,3 |
29,8 |
29,9 |
|||||||||||
|
3 |
29,8 |
29,8 |
30,0 |
29,9 |
29,7 |
29,7 |
29,7 |
29,3 |
29,8 |
29,7 |
|||||||||||
|
5 |
1 |
12,9 |
S |
12,4 |
12,1 |
S |
12,5 |
12,0 |
12,0 |
r§ |
12,0 |
n |
12,2 |
12,1 |
о |
12,1 |
S |
||||
|
2 |
12,7 |
12,3 |
12,3 |
12,4 |
12,1 |
12,1 |
12,1 |
12,4 |
12,0 |
12,2 |
|||||||||||
|
3 |
12,8 |
12,3 |
12,1 |
12,4 |
12,1 |
12,1 |
12,1 |
12,1 |
11,9 |
12,2 |
|||||||||||
|
6 |
1 |
17,8 |
s |
18,4 |
18,4 |
s' |
18,0 |
о |
18,3 |
s' |
18,1 |
18,1 |
s' |
17,4 |
о |
17,9 |
m |
18,3 |
s' |
||
|
2 |
17,7 |
18,5 |
18,5 |
17,8 |
18,2 |
18,0 |
18,0 |
17,2 |
18,0 |
18,4 |
|||||||||||
|
3 |
17,9 |
18,4 |
18,4 |
17,9 |
18,4 |
18,1 |
18,1 |
17,3 |
18,0 |
18,2 |
|||||||||||
|
7 |
1 |
6,4 |
о |
6,2 |
xO |
6,3 |
xO |
6,5 |
xO |
6,8 |
xO" |
6,4 |
xO" |
6,4 |
xO" |
6,8 |
s |
6,5 |
xO |
6,6 |
s |
|
2 |
6,7 |
6,0 |
6,4 |
6,5 |
6,6 |
6,5 |
6,5 |
6,9 |
6,4 |
6,7 |
|||||||||||
|
3 |
6,4 |
6,1 |
6,3 |
6,4 |
6,8 |
6,4 |
6,4 |
6,9 |
6,5 |
6,7 |
|||||||||||
|
8 |
1 |
10,7 |
о" |
10,4 |
о |
10,7 |
10,7 |
О |
10,7 |
o |
10,8 |
10,8 |
о |
10,9 |
о |
10,8 |
10,5 |
о |
|||
|
2 |
10,8 |
10,3 |
10,8 |
10,8 |
10,7 |
10,8 |
10,8 |
10,9 |
10,9 |
10,7 |
|||||||||||
|
3 |
10,7 |
10,3 |
10,9 |
10,8 |
10,7 |
10,6 |
10,6 |
11,0 |
10,9 |
10,5 |
|||||||||||
|
9 |
1 |
8,8 |
co" |
8,7 |
co" |
8,5 |
co" |
8,8 |
9,4 |
s |
8,8 |
co" |
8,8 |
S |
8,9 |
о |
9,1 |
co" |
9,1 |
co" |
|
|
2 |
9,0 |
8,8 |
8,8 |
8,8 |
8,7 |
8,7 |
8,7 |
9,1 |
8,8 |
8,8 |
|||||||||||
|
3 |
8,9 |
8,7 |
8,8 |
8,8 |
9,0 |
9,0 |
9,0 |
9,0 |
8,8 |
8,8 |
|||||||||||
|
10 |
1 |
19,2 |
О, |
18,4 |
s' |
18,8 |
s' |
18,8 |
s' |
18,6 |
s' |
18,7 |
s' |
18,7 |
s' |
19,0 |
s' |
18,7 |
s' |
18,5 |
s' |
|
2 |
18,9 |
18,6 |
18,6 |
18,6 |
18,8 |
18,6 |
18,6 |
18,8 |
18,8 |
18,3 |
|||||||||||
|
3 |
19,1 |
18,6 |
18,6 |
18,6 |
18,7 |
18,7 |
18,7 |
18,8 |
18,6 |
18,4 |
|||||||||||
|
11 |
1 |
19,1 |
О |
19,4 |
18,1 |
18,1 |
18,8 |
s' |
19,1 |
s' |
19,1 |
s |
19,1 |
18,6 |
s' |
18,9 |
|||||
|
2 |
19,2 |
19,1 |
17,8 |
17,8 |
18,4 |
19,2 |
19,2 |
18,9 |
18,7 |
18,7 |
|||||||||||
|
3 |
19,0 |
18,8 |
17,9 |
17,9 |
18,8 |
18,9 |
18,9 |
19,1 |
18,5 |
19,0 |
|||||||||||
Заключение
-
1. Предложены структурные схемы формирования БМФ и выбора метода их изготовления,от-личительными особенностями которых является применение унифицированных конструкций блоков резцовых и корпусных модулей, субтрактивных, аддитивных и «гибридных» технологий, что обеспечивает использование рационального варианта исполнения сборного режущего инструмента, учитывающего условия обработки разнообразных поверхностей и конструктивных элементов деталей на станках с ЧПУ.
-
2. Разработаны конструкции блоков резцовых, модулей корпусных и балансировочных, отличающиеся оригинальными механизмами закрепления пластин режущих и статической балансировки, обтекаемыми формами поверхностей конструктивных элементов, что обеспе-
- чивает повышение надежности и точности БМФ в процессе резания.
-
3. Разработаны технологические маршруты изготовления фрез, включающие подготовку к 3D-печати, 3D-печать и постобработку, подробное описание операции 3D-печати, а также технологическую схему сборки БМФ, что позволяет рекомендовать аддитивную технологию для получения экспериментальных образцов сборных режущих инструментов на этапе подготовки серийного производства.
-
4. Полученные результаты экспериментальных исследований влияния усадки пластиковых материалов различных марок на линейные и угловые размеры деталей БМФ, включающие оценку отклонений от номинальных значений и погрешностей относительно размеров, заданных на чертежах деталей, позволили рекомендовать для изготовления экспериментальных образцов БМФ пластиковые материалы марок SBS и PLA.
Список литературы Подготовка производства блочно - модульных фрез с использованием 3D - прототипирования
- Дальский, A. M., Косилова, А. Г., Мещеряков, Р. К., Суслов, А. Г. (2001), Справочник технолога-машиностроителя, Москва, Машиностроение-1, 912 с.
- Глазьев, С. Ю., Львов, Д. С., Фетисов, Г. Г. (1992), Эволюция технико-экономических систем: возможности и границы централизованного регулирования, Москва, Наука, 207 с.
- Русецкий, А. М., Витязь, П. А., Хейфец, М. Л., Данилов, В. А., Киселев, Р. А., Крутько, В. С., Попок, Н. Н., Клименко, С. А. (2014), Конструирование и оснащение технологических комплексов, Минск, Беларус. навука, 316 с.
- Пашкевич, В. М. (2007), Повышение точности механической обработки и сборки изделий машиностроительного производства на основе построения и использования компьютерных обучающих систем, автореф. дис.... д-ра техн. наук: 05.02.08, Минск, 2007, 46 с.
- Бобров, В. Ф. (1962), Влияние угла наклона главной режущей кромки инструмента на процесс резания металлов, Москва, Машгиз, 152 с.
- Хмельницкий, Р. С., Анисимов, В. С., Гвоздь, Г. И. (2018), Автоматизация станочного оборудования для высокоскоростной обработки резанием, Перспективные направления развития технологии машиностроения и металлообработки, Тезисы докладов международной научно-технической конференции, Минск, Бизнессофсет, 2018, С. 111–112.
- Попок, Н. Н. (2019), Методология исследования процесса резания материалов в современных условиях развития машиностроения, Вестник ПГУ, Серия В, Прикладные науки, 2019, № 10, С. 21–30.
- Белоцерковский, С. М., Ништ, М. И., Котовский, В. Н. (2000), Трехмерное отрывное обтекание тел произвольной формы, Москва, Центр. аэродинам. ин-т им. Н.Е. Жуковского, 260 с.
- Андронов, П. Р., Гувернюк, С. В., Дынникова, Г. Я. (2006), Вихревые методы расчета нестационарных гидродинамических нагрузок, Москва, Изд-во Моск. ун-та, 184 с.
- Грубый, С. В. (2010), Моделирование процесса резания твердосплавными и алмазными резцами, Москва, МГТУ им. Н.Э. Баумана, 107 с.
- Грубый, С. В. (2014), Оптимизация процесса механической обработки и управление режимными параметрами, Москва, МГТУ им. Н.Э. Баумана, 149 с.
- Попок, Н. Н., Портянко, С. А. (2020), Методология исследования работоспособности фрезерных и осевых режущих инструментов на основе 3D прототипирования, Вестник ПГУ, Серия В, Прикладные науки, 2020, № 11, С. 29–39.
