Подход к оценке качества процессов формообразования на основании деформационной точности

Автор: Р. де Алваренга
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
Современные процессы формообразования требуют учёта особенностей упругопластического течения материала для обеспечения высокой точности изготавливаемых деталей. Традиционные методы оценки точности, основанные на измерении отклонений геометрии готовой детали от номинальной, отражают лишь конечный результат и не позволяют анализировать качество самого процесса деформирования. В работе предложен новый подход к оценке качества процессов формообразования, основанный на показателе деформационной точности, характеризующем степень совпадения реальных и идеальных траекторий движения материала в ходе деформирования. Для реализации подхода вводится модель идеальной деформации, определяющая эталонные траектории материальных точек с учётом специфики конкретного процесса. Представлена математическая формулировка показателя деформационной точности, основанная на расчёте среднего квадратичного значения отклонений реальных и идеальных траекторий движения точек, что обеспечивает чувствительность к локальным неравномерностям деформации. Эффективность предложенного подхода продемонстрирована на примере одномерного растяжения, показавшем его применимость для выявления внутренних различий между процессами при одинаковых конечных геометрических параметрах детали.
Формообразование, пластическая деформация, методология точности, деформационная точность, геометрическая точность, одномерное растяжение
Короткий адрес: https://sciup.org/148333251
IDR: 148333251 | УДК: 621.75.08 | DOI: 10.37313/1990-5378-2026-28-1-142-149
Approach to Assessing the Quality of Forming Processes Based on Deformational Precision
Modern forming processes require consideration of the elastic-plastic flow characteristics of materials to ensure high precision of manufactured parts. Traditional precision assessment methods, based on measuring deviations of the finished part’s geometry from the nominal one, reflect only the final result and do not allow for an analysis of the quality of the deformation process itself. This paper proposes a new approach to assessing the quality of forming processes, based on a deformational precision indicator, which characterizes the degree of coincidence of the real and ideal trajectories of material movement during deformation. To implement this approach, an ideal deformation model is introduced, defining reference trajectories of material points, taking into account the specifics of a particular process. A mathematical formulation of the deformational precision indicator is presented, based on calculating the root mean square of deviations between the real and ideal trajectories of point movement, which ensures sensitivity to local deformation inhomogeneities. The effectiveness of the proposed approach is demonstrated using unidimensional stretching, showing its applicability for identifying internal differences between processes with identical final geometric parameters of the part.
Текст научной статьи Подход к оценке качества процессов формообразования на основании деформационной точности
В различных отраслях промышленности – автомобильной, аэрокосмической и других – требуется обеспечения необходимой геометрической точности производимых деталей, что критично для последующей сборки и функционирования техники, работоспособность которой ограничена геометрической точностью деталей [1-2].
Традиционно точность в процессах производства деталей связана с геометрическими отклонениями изготовленной детали от ее чертежа. Эти отклонения определяются путём измерения размеров детали в определённых точках и сравнения полученных значений с целевыми. Иногда измерения проводятся в промежуточные моменты технологического процесса, что позволяет корректировать процесс [3]. Как правило, для определения погрешности выполняется последовательность измерений. В результате получается значение, характеризующее геометрическую точностьи позволяющее сравнивать детали, оборудование или процессы. Описанный подход остаётся основным для оценки точности процесса, не смотря на развитие математического моделирования процессов и применения искусственных нейронных сетей для повышения предсказуемости результатов [4].
Для некоторых процессов, таких как прокатка, прессование или штамповка, описанная практика считается удовлетворительной. Однако процессы, связанные с многочисленными последовательными операциями, такие как ротационная вытяжка или инкрементальное формообразование, характеризуются определенной динамикой, которая существенно влияет на геометрическую точность – геометрия изготовленной детали существенно отличается от целевой [5-7]. В таких процессах прогнозирование и управление поведением материала представляет собой сложную задачу из-за необходимости учета вызванных упругой разгрузкой остаточных напряжений, накапливающихся на протяжении всего процесса. Например, при инкрементном формообразовании это приводит к необходимости осуществлять процесс поэтапно [8-9] или использовать дополнительный инструмент (штампы или контрпуансоны) [10-11].
Более того полученные при традиционном подходе значения геометрической точности хотя и позволяют проводить сравнения конкретных процессов [12], что необходимо для развития технологий,
Роберто де Алваренга, магистр технических наук, инженер кафедры обработки металлов давлением.
но игнорируют всё, что происходит в материале на всём протяжении деформирования. Как следствие, невозможно проводить прямое сравнение значений геометрической точности, полученных в различных исследованиях, что препятствует разработке и совершенствованию решений, направленных на устранение проблем геометрической точности. В рассмотренных исследованиях, посвященных геометрической точности, не были выявлены общепринятая практика измерения геометрической точности или предложения более надежных универсальных методов ее анализа. Это послужило мотивом для разработки нового подхода к оценке качества процессов формообразования.
ОБЩИЕ ПОЛОЖЕНИЯ ПОДХОДА
Отправной точкой предлагаемого подхода является концепция идеальной деформации, сформулированная Р. Хиллом [13]. В рамках этой концепции процесс деформирования рассматривается как идеализированное течение материала, при котором каждая материальная точка перемещается по строго определённой траектории без нарушения условия непрерывности. Р. Хилл показал, что такие идеальные характеристики потока могут служить эталоном для анализа реальных процессов формообразования.
Развивая эту идею, в настоящей работе процесс формообразования предлагается рассматривать как геометрическое преобразование, т.е. преобразование геометрии заготовки в геометрию детали. При этом основное внимание уделяется не только конечной форме, но и траекториям движения материальных точек в ходе деформирования. Такой подход позволяет выделить геометрическую составляющую процесса и оценивать не отклонение геометрии детали от целевой геометрии, а отклонение всего процесса деформирования от его идеализированного протекания.
Для описания эталонного течения деформирования вводится понятие модели идеальной деформации (МИД) – расчётной модели, определяющей идеальные траектории перемещения материальных точек от исходной геометрии заготовки к геометрии детали. МИД отражает характерные особенности конкретного процесса формообразования (схему нагружения, контактные условия, симметрию и т.д.) и служит основой для последующей оценки деформационной точности.
Деформационная точность (ДТ) характеризует степень отклонения реального процесса формообразования от идеальной деформации. Она определяется на основании сравнения реальных траекторий движения ключевых материальных точек (КМТ) – выбранных характерных точек в объёме или на поверхности заготовки, отражающих общее поведение материала при деформировании, – с их идеальными положениями, рассчитанными по МИД. Таким образом, ДТ отражает качество самого процесса, в отличие от традиционной геометрической точности, связанной с отклонениями готового изделия.
Алгоритм применения предлагаемого подхода включает шесть основных шагов:
-
1) анализ процесса формообразования;
-
2) разработка МИД – построение математической модели, задающей идеальные траектории движения материальных точек от исходного состояния к целевому;
-
3) выбор КМТ – выделение ограниченного числа точек в объёме или на поверхности заготовки, по которым будет проводиться анализ;
-
4) расчёт последовательности координат каждой КМТ по МИД на всех этапах деформирования;
-
5) определение реальных координат – получение координат тех же КМТ в реальном процессе (экспериментально или численно);
-
6) вычисление ДТ – расчёт погрешности реальных траекторий по предложенным далее формулам.
Предложенный подход позволяет перейти от апостериорной оценки готовой детали к процессно-ориентированной оценке точности, основанной на анализе поведения материала в ходе деформирования. Это создаёт основу для сопоставления различных процессов формообразования и выбора оптимальных технологий по критерию деформационной точности.
МАТЕМАТИЧЕСКАЯ ФОРМУЛИРОВКА ПОДХОДА
Как было сказано выше, разработанный подход основан на сравнении реальных и идеальных траекторий движения КМТ в ходе формообразования. Пусть для какого-либо процесса анализируется совокупность из N КМТ, обозначаемая как КМТ = [P1, P2, P3, ... , PN] . Каждая точка Pᵢ рассматривается в последовательные этапы t ∈ [0; T] , соответствующие времени процесса деформирования.
Для каждой точки определяются две траектории:
-
– идеальная траектория rᵢ(t) , вычисляемая по МИД и описывающая перемещение точки от начального положения Pi0 до конечного PiT ;
-
– реальная траектория r′ᵢ(t) , получаемая в ходе эксперимента или моделирования, отражающая фактическое перемещение точки от P′i0 (где P′i0 = Pi0 ) до P′iT .
В декартовой системе координат координаты каждой точки задаются тремя компонентами Pit = [Pxit, Pyit, Pzit] для идеальной траектории и P′it = [Px′it, Py′it, Pz′it] для реальной. Разности этих координат определяют отклонения точек по осям:
Ax = Px' i - Px i , Ay t = Py' i - Py i , Az i = Pz' i - pz ‘ .
На основе этих отклонений по осям вычисляется деформационное отклонение (ДО) dit , характеризующее расстояние в пространстве между положением точки на реальной и идеальной траекториях в данный момент процесса:
d ' = J ( Ax ' 'f + ( Ay ' f + ( Az ' ) ? . (2)
Интегральное ДО по всем траекториям КМТ в течение всего процесса рассчитаем используя среднее квадратическое значение:
Id =, ^ЦО^ = jfdHAXb^^ I . (3)
V N ■ T i= 1 t= 1 v N ' T i= 1 t= 1
Такой подход позволяет не только учитывать средний уровень расхождения между реальной и идеальной траекториями, но и придаёт больший вес КМТ и этапам с повышенными отклонениями. Это обеспечивает более корректную и чувствительную оценку точности формообразования, особенно при анализе процессов, где важен контроль локальных неравномерностей деформации. В отличие от расчёта по среднему арифметическому значению, который усредняет погрешности линейно и может сглаживать критические участки, использование среднего квадратического значения делает показатель деформационной точности более надёжным инструментом для анализа и совершенствования технологических процессов.
Однако полученная оценка зависит от абсолютных размеров детали и степени деформации, без учета которых её нельзя применять для сравнения различных процессов формообразования. В связи с этим проведем нормирование по длине траектории Lit , пройденной точкой по её идеальной траектории с начала процесса до этапа t :
l,= i (fa^i+j+jf . (4)
j=1
где Sx i , dy i , Sz i - расстояния по осям, на которые перемещается i-я КМТ за j-й этап от предыдущего этапа (j-1) :
Sx i = Px i - Px \j - 1 ) , Sy i = Py i - Py\ j - 1 ) , Sz i = Pz i - Pz ij - 1 ) . (5)
Далее определяется деформационная погрешность (ДП) eit , представляющая собой отношение текущего ДО dit к пройденной по идеальной траектории МИД длине Lit :
t ei
dit Lt i
.
Тогда интегральная ДП по всем траекториям КМТ в течение всего процесса запишется как:
NT
ii (A. (7)
N ■ T i= 1 =1 1
Для практических целей вместо показателя погрешности целесообразно использовать показатель точности, значение которого всегда находится в диапазоне от 0 до 1. Это преобразование сделано по формулу f(x) = 1/(1+αx β ) . При x = Ie коэффициенты α и β контролируют масштаб и линейность или нелинейность снижения значения точности с ростом ДП. Путем этого нормирования интегральной ДП получим значение ДТ:
PD =
1 +v ■
При этом PD = 1 соответствует идеальному процессу без отклонений, а PD = 0 – предельному случаю, когда суммарные отклонения реальных траекторий КМТ от идеальных бесконечно велики. При α = 1 и β = 1 промежуточная веха наступает, когда деформационные отклонения dit равны соответствующим пройденным длинам по идеальной траектории МИД Lit , в результате чего eit = 1 и значении PD = 0,5 .
Представленная основная математическая формулировка позволяет применять единый численный показатель для оценки качества различных процессов формообразования и проводить их сопоставление независимо от формы детали, степени деформации и способа формообразования.
ПРИМЕНЕНИЕ ПОДХОДА ДЛЯ ОДНОМЕРНОГО РАСТЯЖЕНИЯ
Для демонстрации применения разработанного подхода рассмотрен пример одномерного растяжения. Рассматривается заготовка бесконечно малой толщины и ширины, которая изменяет свою начальную длину lo = 1 условных единиц до l = 2 .
Для построения МИД введем одноосную систему координат, совмещённую с осью заготовки. Как показано на рисунке 1, начало координат расположено в точке А, которая считается неподвиж- ной, а растяжение заготовки реализуется перемещением точки В.
Рисунок 1 – Схема рассматриваемого процесса одномерного растяжения
В качестве условия протекания идеальной деформации примем равномерное распределение деформаций вдоль заготовки и равномерность деформаций по этапам. Введем два нормированных параметра: s ∈ [0; 1] – относительное положение точки по длине заготовки (s = 0 соответствует точке А, а s = 1 - точке B); t„ е [0; 1] - относительное время процесса (t„ = 0 со ответствует началу деформирования, а t„ = 1 - его завершение). Тогда положение каждой материальной точки заготовки Pit = [xit] описывается как функция её индивидуального значения si относительно параметра s, представляющего ее начальную координату, и текущего этапа деформирования. Тогда МИД запишется следующим образом:
L ( t „ ) = ( l — l о 1+0 .
x t ( S i ,t n ) = S i • L (t n ) = S i +t n • S i - (10)
Формула (9) задаёт зависимость текущей длины заготовки L(t„) от времени деформирования, а формула (10) определяет идеальную координату xit любой материальной точки на произвольном этапе процесса.
Вдоль длины заготовки выбрано пять равномерно расположенных КМТ = [P1, P2, P3, P4, P5] . Их начальные положения задаются как P10 = [0,00] , P20 = [0,25] , P30 = [0,50] , P40 = [0,75] и P50 = [1,00] . Процесс растяжения принимается дискретным, состоя из начального состояния (этап 0) и четырёх последующих этапов деформации, которым соответствуют значения t = [0, 1, 2, 3, 4] и нормированные значения t„ = [0,00; 0,25; 0,50; 0,75; 1,00] . По формулам (9)-(10) вычислены координаты КМТ, соответствующие идеальным траекториям МИД (табл. 1).
Таблица 1 – Координаты xit КМТ по этапам процесса согласно МИД
|
Точка |
Этап |
||||
|
0 (исходный) (t=0, t n =0,00) |
1 (t=1, tn=0,25) |
2 (t=2, t n =0,50) |
3 (t=3, t n =0,75) |
4 (t=4, tn=1,00) |
|
|
Pi1 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
|
P 2 |
0,2500 |
0,3125 |
0,3750 |
0,4375 |
0,5000 |
|
P 3 |
0,5000 |
0,6250 |
0,7500 |
0,8750 |
1,0000 |
|
P 4 |
0,7500 |
0,9375 |
1,1250 |
1,3125 |
1,5000 |
|
P 5 |
1,0000 |
1,2500 |
1,5000 |
1,7500 |
2,0000 |
Для представления двух реальных процессов рассматриваются две группы координат КМТ с условными значениями (П1 и П2). В обоих случаях распределение деформаций по промежуточным этапам различается и демонстрирует небольшие отклонения от МИД, а конечные положение КМТ одинаковы (табл. 2). На рисунке 2 показана схема траекторий перемещения КМТ в идеальном и реальных процессах, иллюстрирующая описанные различия.
Для расчета ДТ по формулам (4), (2) и (6) рассчитаны значения пройденной длины идеальной траектории Lit , ДО dit и ДП eit (таблица 3, приводится в сокращенном варианте1). Как видно из рисунка 3, вариант процесса П2 отличается от П1 значительными отклонениями КМТ от идеальной траектории МИД на этапах 2 и 3.
Таблица 2 – Координаты x’it КМТ по этапам реальных процессов
|
Точка |
Этап |
|||||||
|
0 (исходный) (t=0, t n =0,00) |
1 (t=1 с, t n =0,25) |
2 (t=2 с, t n =0,50) |
3 (t=3 с, t n =0,75) |
4 (t=4 с, t n =1,00) |
||||
|
П1 и П2 |
П1 |
П2 |
П1 |
П2 |
П1 |
П2 |
П1 и П2 |
|
|
P’ 1 t |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
|
P’ 2 t |
0,2500 |
0,3185 |
0,3205 |
0,3875 |
0,3885 |
0,4560 |
0,4460 |
0,5240 |
|
P’ 3 t |
0,5000 |
0,6410 |
0,6375 |
0,7825 |
0,7640 |
0,9230 |
0,9410 |
1,0630 |
|
P’ 4 t |
0,7500 |
0,9635 |
0,9540 |
1,1775 |
1,1875 |
1,3900 |
1,4710 |
1,6015 |
|
P’ 5 t |
1,0000 |
1,2860 |
1,2760 |
1,5725 |
1,5225 |
1,8570 |
1,9225 |
2,1400 |
|
t = 0 |
7 |
s Ж П1 |
||
|
1 |
АП2 |
|||
|
+ 2 |
1 1 |
1 ч * * ^ Ч |
r -МИД |
|
|
t = 3 t = 4 |
1 1 1 |
* • |
\'\' Л.'к |
|
|
1 1 1 1 |
\ ч ч Ж Ж |
|||
|
p? = p'i |
^ p? p? |
г |
||
Рисунок 2 – Схема траекторий перемещения КМТ в идеальном МИД и реальных процессах П1 и П2
Таблица 3 – Значения пройденной длины идеальной траектории, ДО и ДП каждой КМТ и этапа процесса
|
Точка (i) |
Этап (t) |
Длина пройденной идеальной траектории (Lf) |
Деформационное отклонение (d it ) |
Деформационная погрешность (e it ) |
||
|
П1 и П2 |
П1 |
П2 |
П1 |
П2 |
||
|
1 |
1-4 |
0,0000 |
0,0000 |
0,0000 |
- |
- |
|
2 |
1 |
0,0625 |
0,0060 |
0,0080 |
0,0960 |
0,1280 |
|
2 |
2 |
0,1250 |
0,0125 |
0,0135 |
0,1000 |
0,1080 |
|
2 |
3 |
0,1875 |
0,0185 |
0,0085 |
0,0987 |
0,0453 |
|
2 |
4 |
0,2500 |
0,0240 |
0,0240 |
0,0960 |
0,0960 |
|
3 |
1 |
0,1250 |
0,0160 |
0,0125 |
0,1280 |
0,1000 |
|
... |
||||||
|
4 |
4 |
0,7500 |
0,1015 |
0,1015 |
0,1353 |
0,1353 |
|
5 |
1 |
0,2500 |
0,0360 |
0,0260 |
0,1440 |
0,1040 |
|
5 |
2 |
0,5000 |
0,0725 |
0,0225 |
0,1450 |
0,0450 |
|
5 |
3 |
0,7500 |
0,1070 |
0,1725 |
0,1427 |
0,2300 |
|
5 |
4 |
1,0000 |
0,1400 |
0,1400 |
0,1400 |
0,1400 |
Итоговые значения интегральных ДП и ДТ, рассчитанные2 для процессов П1 и П2 по формулам (7)-(8), представлены в табл. 4. При этом учитывалось α = 1 и β = 1 . В расчётах точка A не учитывалась, так как она является неподвижной и длина траектории её перемещения равна нулю. Поэто му суммирование проводилось для точек i ∈ [2; 5] , а полученный результат делился на N = 4 . Для
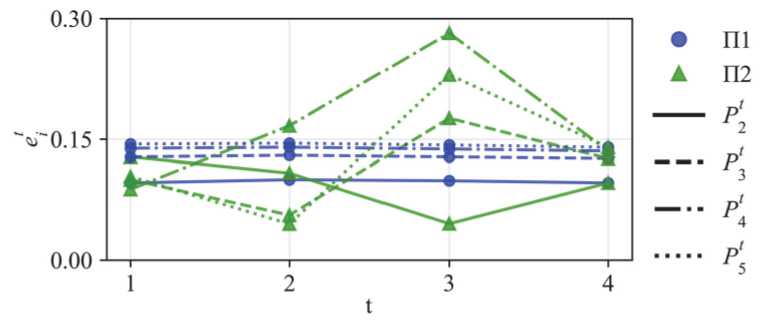
Рисунок 3 – Деформационная погрешность eit КМТ по этапам для двух рассматриваемых вариантов протекания процесса растяжения П1 и П2
наглядности дополнительно значения ДТ сравниваются с традиционно рассчитанным значением геометрической точности, то есть среднеквадратической погрешностью, рассматривая в качестве погрешностей отклонения КМТ от идеальной траектории МИД лишь заключительного этапа, где t = T = 4 :

Таблица 4 – Значения традиционной геометрической точности, интегральных ДП и ДТ, рассчитанные по традиционному и предлагаемому подходу для П1 и П2
|
Традиционный подход |
Предлагаемый подход |
|||
|
I d (геометрическая неточность) |
нормализованное значение |
I e |
PD (ДТ) |
|
|
П1 |
0,1255 |
0,8885 |
0,1279 |
0,8866 |
|
П2 |
0,1410 |
0,8764 |
||
Результаты показывают, что предложенный показатель деформационной точности позволяет количественно оценить степень совпадения реального и идеального процессов на протяжении всего формообразования. Для процесса П1 получено значение ДТ равное 0,8866, что соответствует незначительным отклонениям и указывает на устойчивость процесса растяжения. Тогда как процесс П2, протекающий с большими единичными отклонениями на некоторых этапах, характеризуется меньшей ДТ равной 0,8764.
Сравнение с традиционной геометрической точностью показывает различие интерпретаций: даже при одинаковом конечном позиционировании КМТ детали процессы могут иметь разные значения ДТ, что позволяет выявлять особенности протекания процесса деформирования, невидимые при стандартной геометрической оценке. Таким образом, показатель ДТ является более чувствительным и информативным критерием для анализа качества процессов формообразования.
ЗАКЛЮЧЕНИЕ
В работе предложен и обоснован новый подход к оценке качества процессов формообразования, основанный на концепции ДТ. В отличие от традиционной геометрической точности, характеризующей отклонения готовой детали от номинальной формы, ДТ позволяет оценивать качество самого процесса деформирования, учитывая траектории движения материала на всех этапах формообразования.
Введено понятие МИД, которая формируется индивидуально для каждого конкретного процесса формообразования с учётом его особенностей, геометрии и технологических задач – например, обеспечения равномерного распределения толщины или минимизации остаточных напряжений. МИД отражает целевое, идеальное течение материала и служит эталонной моделью, относительно которой анализируются реальные траектории деформирования. Использование МИД позволяет корректно учитывать специфику рассматриваемого процесса и проводить сопоставление полученных результатов при оценке качества формообразования.
Представлена математическая формулировка показателя ДТ, основанная на расчёте среднего квадратического значения отклонений траекторий движения всех КМТ от их идеальных положений по всем этапам деформирования, отнесенных к длине пройденной идеальной траектории. Такой подход обеспечивает чувствительность показателя к локальным неравномерностям деформации и позволяет выявлять различия между процессами, не фиксируемые традиционными методами геометрической оценки.
Применение подхода продемонстрировано на примере одномерного растяжения, для которого получены согласованные результаты, показывающие, что неравномерное распределение деформаций в течение процесса может существенно влиять на значение ДТ даже при одинаковом конечном позиционировании КМТ детали. Это подтверждает корректность предложенного критерия и его способность отражать внутреннюю стабильность и равномерность процесса.
Показано, что использование ДТ в качестве количественного показателя открывает возможности для прямого сравнения различных процессов формообразования; анализа влияния параметров технологии на качество процесса; формирования базы данных значений ДТ для разных типов процессов, что создаёт предпосылки для стандартизации оценки точности формообразования.
Таким образом, предложенный подход формирует основу для перехода от оценки готового изделия к оценке процесса формообразования как управляемой системы, в которой точность становится характеристикой технологического качества, а не только конечного результата.
