Подходы и инструментарий создания серийного роботизированного производства

Автор: Д.В. Антипов, Н.С. Голубцов, В.Л. Семенов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.27, 2025 года.
Бесплатный доступ
В статье рассмотрены подходы к созданию серийного роботизированного производства, приводятся ключевые факторы организации серийного роботизированного производства, а также инструментарий создания и функционирования серийного роботизированного производства.
Индустрия 4.0, автоматизация и роботизация производственных процессов, киберфизические фабрики, технологии серийного роботизированного производства, организация серийного роботизированного производства
Короткий адрес: https://sciup.org/148331116
IDR: 148331116 | УДК: 621.865.8:62-236.58:676.84.02:658.512.88:658.52.011.56 | DOI: 10.37313/1990-5378-2025-27-3-24-33
Approaches and Tools for Creating Serial Robotic Production
The article discusses approaches to creating serial robotic production, provides key factors for organizing serial robotic production, as well as tools for creating and operating serial robotic production.
Текст научной статьи Подходы и инструментарий создания серийного роботизированного производства
EDN: KVJBDU
В настоящее время одним из путей сокращения сроков создания сложного технического изделия в машиностроении является широкое внедрение автоматизации и роботизации. Использование таких технологий совместно с интуицией и опытом инженера позволяет оперативно рассматривать большое количество альтернатив и производить выбор оптимального производственного решения. Внедрение технологий автоматизации и роботизации позволяет повышать гибкость и эффективность производства, а также повышает производительность труда, обеспечивает стабильность качества и снижает трудоёмкость выполнения технологических и вспомогательных операций.
На рисунке 1 приведен пример производственной планировки серийного роботизированного производства, оснащенного роботизированными комплексами, транспортными системами и другими компонентами роботизированного производства.
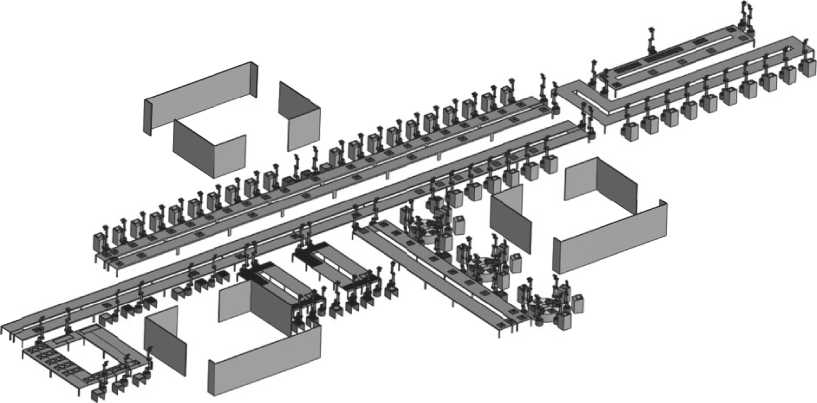
Рисунок 1 – Производственная планировка серийного роботизированного производства
На сегодняшний день отсутствуют единые стандарты и методики перехода на серийное роботизированное производства, что часто приводит к неудачным и неэффективным решениям по автоматизации и роботизации производств.
Для повышения результативности внедрения технологий серийного автоматизированного и роботизированного производства необходимо учитывать ключевые особенности, возможности и ограничения серийного производства, а также использовать проверенный инструментарий создания роботизированных производств.
Серийное производство в машиностроении характеризуется рядом ключевых особенностей, определяющие специфику организации производственного процесса, требования к оборудованию и персоналу, а также подходы к управлению качеством и производительностью.
Ключевые особенность серийного производства в машиностроении приведены в таблице 1.
Таблица 1 – Ключевые особенности серийного производства в машиностроении
|
Особенность |
Описание |
|
Высокая скорость производства |
Производственные процессы должны стремиться к максимальной скорости и снижению трудоёмкости и потерь рабочего времени. Производственные участки должны быть сбалансированы по пропускной способности (производительности). |
|
Стабильность параметров качества выпускаемой продукции |
Высокая степень стандартизации и унификации комплектующих и узлов. Высокая степень стандартизации производственных процессов. Высокая степень обеспечения технологическим оснащением производственных участков. Высокая степень автоматизации и роботизации. Стабильное качество поставок компонентов и материалов для обеспечения серийного производства. |
|
Масштабируемость |
Производственные мощности должны быть достаточно гибкими, чтобы справляться с большими объемами заказов. Масштабируемость достигается за счет использования высокопроизводительного оборудования и автоматизации процессов. |
|
Минимальные производственные издержки |
и переходе от одного типа продукции к другому |
|
Автоматизация и механизация |
Использование промышленных роботов, станков с числовым программным управлением (ЧПУ), конвейеров и других механизмов, которые позволяют минимизировать участие человека в процессе производства. Механизация позволяет снизить трудозатраты и повысить точность выполнения операций. |
|
Поточное производство |
Продукция движется по конвейеру или другой транспортной системе, проходя через различные стадии обработки. Поточные линии позволяют обеспечить непрерывность производственного процесса и минимизировать временные потери. |
|
Использование специализированных инструментов и оснастки |
Применение специализированного инструмента и оснастки, разработанных специально для конкретного типа продукции. Снижение трудоемкости выполнения технологических и вспомогательных операций. Снижение времени цикла. |
|
Контроль качества |
Используется система контроля на каждом этапе производства, включая входной контроль материалов, промежуточный контроль полуфабрикатов и выходной контроль готовой продукции. Применяются методы статистического контроля качества (SPC) и инструменты бережливого производства (Lean). |
|
Оптимизация логистических процессов |
Оптимизация движения материалов, комплектующих и готовой продукции внутри предприятия и между предприятиями-партнерами позволяет минимизировать запасы и сократить сроки выполнения заказов. |
|
Оперативное планирование и управление запасами |
Используются системы управления запасами (MRP, ERP), позволяющие минимизировать избыточные запасы и предотвратить дефицит необходимых материалов. Оперативное планирование позволяет рационально загрузить производственные участки и минимизировать время протекания процессов. |
|
Управление жизненным циклом продукта |
Особое внимание необходимо уделять управлению жизненным циклом продукта, начиная от разработки концепции и заканчивая утилизацией Необходимо организовать процессы через все стадии создания продукта, начиная от анализ рынка, проектирование, производство, маркетинг, продажу и послепродажное обслуживание. |
|
Инновационные технологии |
Современное серийное производство активно внедряет инновационные технологии, такие как аддитивные технологии (3D-печать), цифровые двойники, Интернет вещей (IoT) и big data. Технологии позволяют улучшить качество продукции, снизить затраты и повысить гибкость производства. |
Таким образом, серийное производство в машиностроении представляет собой высокоорганизованный и технологичный процесс, направленный на массовое изготовление качественной продукции с минимальными затратами и высокими темпами, при этом автоматизация и роботизация должна обеспечивать результативность реализации вышеперечисленных особенностей.
Автоматизация и роботизация производственных процессов имеет ряд преимуществ:
-
1. Повышение производительности за счет использования роботизированных комплексов, способных работать круглосуточно без перерывов и остановок, что позволяет значительно увеличить объемы выпускаемой продукции, минимизировать простои и повышать скорость выполнение сложных технологических задач.
-
2. Снижение трудоемкость и затрат на рабочую силу там, где это целесообразно и экономически эффективно. Это особенно актуально для монотонных, скоростных и физически тяжелых работ.
-
3. Высокая точность и повторяемость выполнения технологических и вспомогательных операций роботизированными комплексами за счет обеспечения высокой точности выполнения операций, что помогает минимизировать количество брака и поддерживать стабильное качество продукции.
-
4. Обеспечение безопасности работы при выполнении опасных операции, таких как сварка, резка металла или работа с химическими веществами без риска для здоровья людей, что улучшает условия труда и снижает травматизм на производстве.
-
5. Повышение гибкости производства за счет быстрой переналадки роботизированных комплексов для выполнения технологических и вспомогательных операций, что влияет на увеличение номенклатуры и объемов выпускаемой продукции.
-
6. Оптимизация производственных процессов за счет уменьшение количество промежуточных этапов, сократить время обработки деталей и повысить общую эффективность производства.
-
7. Уменьшение брака и расхода материалов и комплектующих за счет стабильности технологических процессов и уменьшения дефектов и несоответствий продукции, что влияет на себестоимость продукции и экологической ответственности предприятия.
-
8. Экономия пространства за счет компактности и универсальности роботизированных комплексов что позволяет организовать производство даже на ограниченных производственных площадях.
-
9. Конкурентоспособность организации за счет использования передовых технологий, повышение производительности и снижение затрат, позволяя реализовывать продукцию по более привлекательным ценам.
-
10. Минимальные влияния человеческого фактора и уменьшение несоответствий и дефектов, из-за усталости, невнимательности и пр. Роботизированные комплексы исключают эти риски, стабильно выполняя задачи в рамках программы.
Вышеперечисленные преимущества делают роботизацию важным инструментом повышения эффективности и конкурентоспособности предприятий в машиностроительной отрасли.
Различают три типа автоматизации и роботизации машиностроительных «дискретных» производств:
-
1. Локальная (островная) автоматизация и роботизация производственных процессов. Локальной автоматизации и роботизации подвергаются отдельные производственные участки, на которых проводят автоматизацию отдельных технологических и вспомогательных операций. При этом технология и технологические процессы практически не изменяются.
-
2. Комплексная автоматизация и роботизация производственных процессов. При комплексной автоматизации и роботизации производит кардинальная переработка технологий и технологических процессов, внедряются роботизированные комплексы, автоматизированные системы хранения компонентов и комплектующих, роботизированные транспортные системы . Все автоматизированные и роботизированные комплексы интегрируются с автоматизированной системой управления технологическими процессами (АСУ ТП).
-
3. Системная интеграция автоматизированных и роботизированных комплексов и интеллектуальных компонентов, которая дополняет комплексную автоматизацию в части применения интеллектуальных методов (машинное зрение, ИИ, IoT, AR инструкции и др.). Кроме этого, роботизированные комплексы интегрируются с автоматизированными системами управления «нижнего» уровня (АСУ ТП), автоматизированными информационными системами управления инженерными данными (PDM/ PLM системы) и автоматизированными информационными системами управления предприятием (MES/ ERP систем).
На основании накопленного нами опыта внедрения автоматизированных и роботизированных комплексов сформированы ключевые этапы создания серийного роботизированного производства машиностроительной продукции (дискретного типа производства), приведенные в таблице 2.
Таблица 2 – Этапы создания серийного роботизированного производства
При реализации этапов создания серийного роботизированного производства необходимо использовать проверенный инструментарий. Под инструментарием понимается набор организационно-управленческих и производственно-технологических методик, а также программных средств. Далее приведем примеры применения инструментария создания.
На этапе аудита потенциала роботизации производственных процессов применяются карты по-
|
№ |
Этап |
Результат |
|
1 |
Аудит потенциала автоматизации и роботизации производственных процессов |
|
|
2 |
Оценка технологичности конструкции под возможности автоматизации и роботизации |
|
|
3 |
Имитационное моделирование производственных процессов |
- Имитационная модель производственного процесса для оптимизации производственных показателей. |
|
4 |
Разработка и внедрение технологий автоматизированного и роботизированного производства |
|
|
5 |
Адаптация (перепроектирование) конструкции продукции под возможности автоматизации и роботизации |
- 3D модели и конструкторская документация на изделие. |
|
6 |
Подбор технологического оборудования (роботизированных комплексов) |
- Технологическое оборудование. |
|
7 |
Проектирование и изготовление технологического оснащения для роботизированных комплексов |
|
|
8 |
Организация интеллектуальных производственных ячеек |
|
|
9 |
Интеграция роботизированных комплексов с автоматизированными системами управления (SCADA системы) «нижнего» уровня и автоматизированными информационными системами управления инженерными данными (PDM системы) и автоматизированными информационными системами управления предприятием (MES/ ERP системы) «верхнего» уровня |
в автоматизированных информационных системах |
|
10 |
Проведение мониторинга и предиктивной диагностики состояния роботизированных комплексов |
|
тока создания ценности, на которых отражаются ключевые производственные показатели и области для роботизации (рисунок 2.).
На этапе оценки технологичности конструкции, позволяющей применять технологические операции роботизированное производства, применяется свод требований к конструкции изделия (таблица 3).
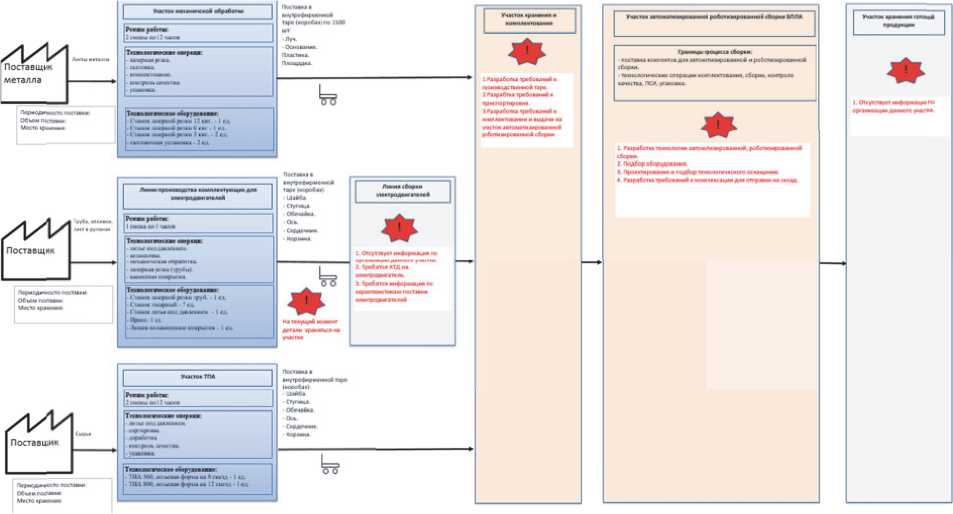
Рисунок 2 – Пример карты потока создания ценности
Таблица 3 – Фрагмент свода требований к конструкции изделий, позволяющей применять технологические операции роботизированного производства
|
Свод требований к конструкции, позволяющих выполнять роботизированную сборку |
|
На этапе имитационного моделирования применяются специализированные программные средства имитационного моделирования производственных процессов, такие как R-Pro и Anylogic. На рисунке 3 приведена визуальная модель производственного процесса в среде R-Pro.
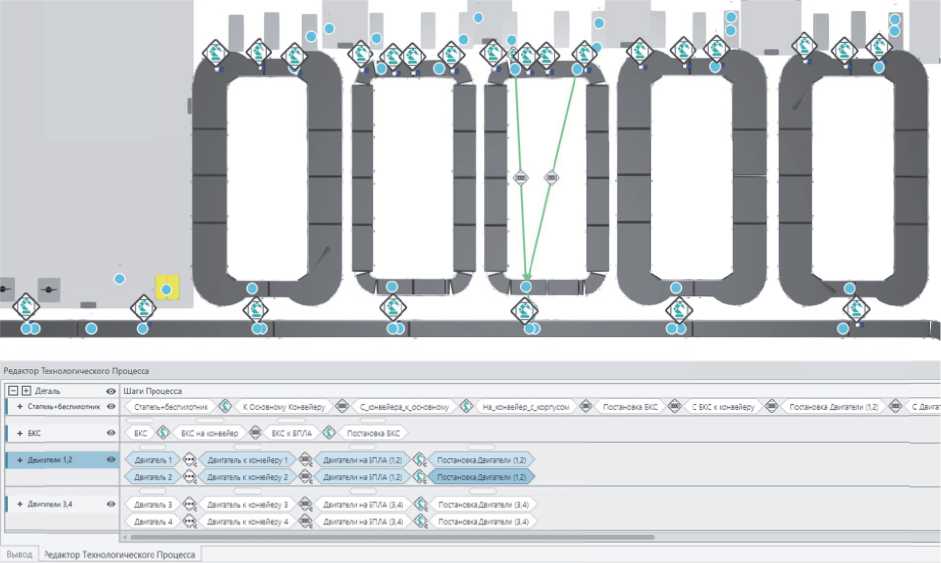
Рисунок 3 – Визуальная модель производственного процесса
На этапе разработки технологии серийного роботизированного производства применяют CAM системы для разработки управляющих программ (программирования) роботизированных комплексов (рисунок 4).
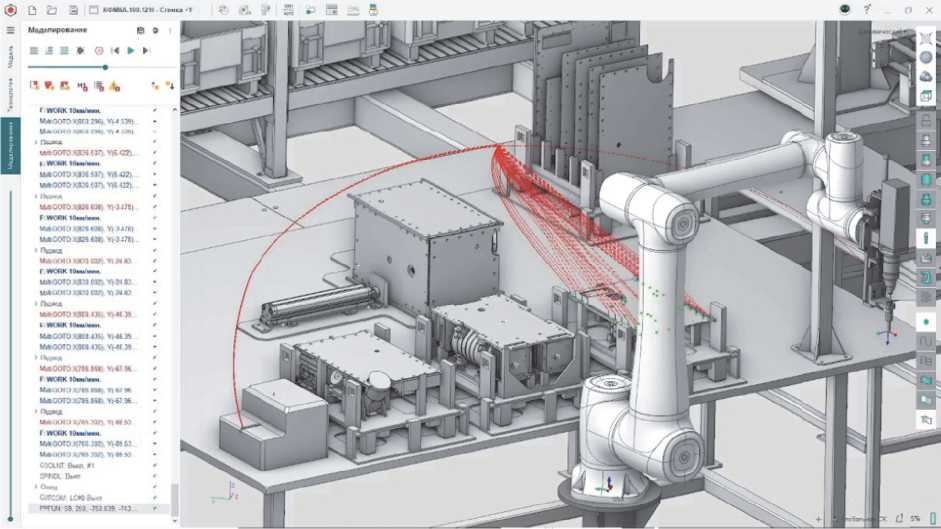
Рисунок 4 – Программный продукт SptutCAM для программирования роботизированных комплексов
Для выполнения технологических и вспомогательных операций, выполняемых производственным персоналом, применяются цифровые AR инструкции, позволяющие применять технологии дополненной реальности (рисунок 5).
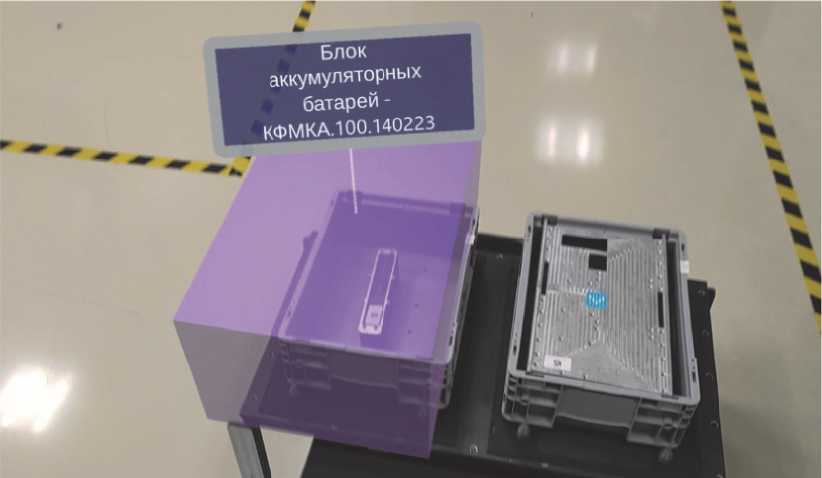
Рисунок 5 – Цифровые AR технологические инструкции для производственного персонала
На этапе организации интеллектуальный производственных ячеек используются роботизированные комплексы, системы автоматизированного хранения компонентов и комплексующих, роботизированные транспортные системы, программные и аппаратные средства машинного зрения и др. Компоненты интеллектуальной производственной ячейки приведены в таблице 4.
Таблица 4 – Компоненты интеллектуальной производственной ячейки
|
№ |
Наименование |
Назначение |
|
1 |
Роботизированные комплекты и их технологическое оснащение |
Для выполнения наиболее ответственных, повторяемых и высокотехнологичных технологических операций. Роботизированные комплексы предназначены для минимизации влияния человеческого фактора. |
|
2 |
Автоматизированные системы хранения компонентов и материалов |
Для планирования пополнения, организации хранения, комплектования и выдачи компонентов и материалов в производство. |
|
3 |
Автоматизированные системы хранения инструмента и оснастки |
Для планирования пополнения, организации хранения, комплектования и выдачи инструмента и оснастки. |
|
4 |
Системы учета идентификации и прослеживаемости |
Для регистрации, учета, идентификации и прослеживаемости поступающих ДСЕ. |
|
5 |
Автоматизированные транспортные системы |
Для транспортировки компонентов и материалов между производственными ячейками и оптимизации логистических затрат. |
|
6 |
Системы машинного зрения |
Для контроля качества сборочных операций и обеспечения точности позиционирования роботов манипуляторов |
|
7 |
Система автоматизированного контактного и бесконтактного контроля геометрических параметров ДСЕ |
Для обеспечения точности и скорости при контроле качества ДСЕ |
|
8 |
Цифровые графические инструкции с применением технологии дополненной реальности |
Для помощи специалистом при выполнении технологических и вспомогательных операций |
|
9 |
Автоматизированная система управления технологическими процессами SCADA |
Для управления параметрами технологических процессов |
|
10 |
Система мониторинга и предиктивной диагностики производственных процессов и технологического оборудования |
Для снижения издержек при ремонте и обслуживания технологического оборудования |
Интеграция роботизированных комплексов с автоматизированными системами управления (SCADA системы) «нижного» уровня проводится на основе программных продуктов, таких как MasterSCADA или SimpleScada и др.
Интеграция автоматизированных систем управления (SCADA системы) «нижного» уровня с автоматизированными информационными системами (ERP/ MES) «верхнего» уровня проводится на основе программных продуктов 1С, SAP и др.
Таким образом, в статье описаны особенности создания серийного роботизированного производства, приводятся основные этапы создания, а также инструментарий, позволяющих повысить результативность и эффективность проекта по созданию производств.
