Погрешность определения напряжённо-деформированного состояния режущего инструмента

Автор: Кротинов Н.Б., Якимов М.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.24, 2022 года.
Бесплатный доступ
В данной статье рассматриваются различные способы определения напряжённо-деформированного состояния токарного резца при использовании аналитических моделей сопротивления материалов и метода конечных элементов с различной степенью приближения к реальным условиям. Определена абсолютная и относительная погрешность этих способов, где за эталон принимался метод конечных элементов с использованием подробной 3D-модели. Приведены рекомендации областей использования данных методов.
Напряжённо-деформированное состояние, погрешность определения, сопротивление материалов, метод конечных элементов, токарный расточной резец
Короткий адрес: https://sciup.org/148325119
IDR: 148325119 | УДК: 621.9.02 | DOI: 10.37313/1990-5378-2022-24-3-29-33
Error of determining the stress-strain state of a cutting tool
This article discusses various methods for determining the stress-strain state of turning tools using analytical models of the resistance of materials and the finite element method with varying degrees of approximation to real conditions. The absolute and relative errors of these methods were determined, where the finite element method was taken as a standard using a detailed 3D model. Recommendations for the areas of use of these methods are given.
Текст научной статьи Погрешность определения напряжённо-деформированного состояния режущего инструмента
При проектировании конструкции и технологии изготовления режущих инструментов на этапе прочностного расчёта, расчёта погрешности обработки и выполнения других задач, важным является достоверное определение напряжённо-деформированного состояния (НДС). Для этого применяются методики сопромата, методы конечно-элементного анализа, эмпирические, феноменологические и пр. При этом используются различные по своей сложности схемы нагружения с различной степенью приближения к реальным условиям. Понятно, что большее приближение даёт большую достоверность, но при этом увеличиваются и затраты: временные и финансовые, связанные с наличием соответствующей аппаратуры и квалификации исследователя. И здесь встаёт вопрос о рациональности использования тех или иных методик для достижения поставленной перед исследователем цели. Должен быть выбор между ценой и качеством определения НДС.
Целью данной работы является определение относительной погрешности расчёта НДС токарного расточного резца при использовании аналитических моделей сопротивления материалов и метода конечных элементов с различной степенью приближения к реальным условиям.
тангенциальная составляющая Pz, приводящая к изгибу резца .
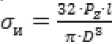
Самым простым вариантом для определения действующих напряжений является использование плоской модели, в которой резец представляется как балка с защемлённым концом с вылетом l , испытывающая изгибающие нагрузки от тангенциальной составляющей Pz , действующей на главную режущую кромку (см. рис. 1) [1].
Напряжения на изгиб определяются, как:
аи=^,Па, (1)
где М изг – изгибающий момент, действующий на резец в зоне крепления резца в резцедержателе станка; W – момент сопротивления резания при изгибе.
M,, = p,i,HM,
_ Tr DS n w =--- – для круглого сечения, где D – ди- аметр державки, м.
Подставим их в первую формулу и получим: - для резцов с прямоугольным сечением:
;
- для резцов с круглым сечением:
.
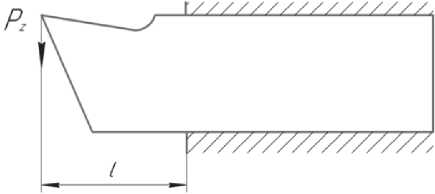
Рис. 1. Схема для расчёта напряжений резца при использовании плоской модели
Тангенциальную составляющую силы резания Pz можно приближённо определить по формуле:
Pz = 10-k - F, Н, (4)
где k – коэффициент резания, зависящий от свойств обрабатываемого материала; F– пло- щадь поперечного сечения стружки, зависящая от подачи s (мм/об) и глубины резания t (мм): F = t.s, мм2.
Приведённый расчёт на плоский изгиб – простой, но неточный, так как на резец действу- ют также осевая и радиальная составляющие силы резания Рх и Ру, создающие дополнительные нагрузки на изгиб, кручение и сжатие. В результате такого сложного сопротивления, напряжения резца увеличиваются, по мнению авторов [2], в зависимости от величины углов в плане, примерно в два раза. Кроме того, данная схема предполагает, что наиболее опасным яв- ляется сечение державки, отстоящее от вершины резца на расстоянии вылета l. В некоторых конструкциях может оказаться, что наиболее слабым является головка резца в месте выреза под пластину.
Для резцов с малым сечением среза и большим вылетом (отрезных, расточных) производится также проверка на жёсткость. Здесь стрела прогиба f (см. рис. 2) находится, как [2]:
P !a f = , м, (5)
где Е – модуль упругости материала державки резца ((200...220) . 109 Па); I – момент инерции державки:
т B^ 4
-
- для прямоугольного сечения Z = , м ;
-
- для круглого сечения I = ---- , M.
Рис. 2. Схема для расчёта прогиба резца при использовании плоской модели
Более достоверным способом расчёта НДС является метод конечных элементов. Но здесь требуется наличие соответствующей квалификации исследователя, автоматизированное рабочее место с программным обеспечением, 3D-модель исследуемого изделия. Однако и тут погрешность расчёта зависит от множества факторов: типа конечных элементов, параметров сетки, контактных параметров и пр.
Наиболее простой вариант - отыскать на сайтах производителей модель требуемого инструмента и подвергнуть её расчёту. Про- блема заключается в том, что модель создана, как правило, упрощённо, с низкой детализацией. Например, на рисунке 3, в сечении расточного резца S25T-CTFPR видно, что рычаг крепления 2 режущей пластины 3 к корпусу 1 не имеет отверстия под винт, отсутствует сам винт крепления, обязательный для данной конструкции. По сути, конструкция является монолитной. Всё это, безусловно, должно сказаться на погрешности расчёта НДС, вопрос только – в какой степени.
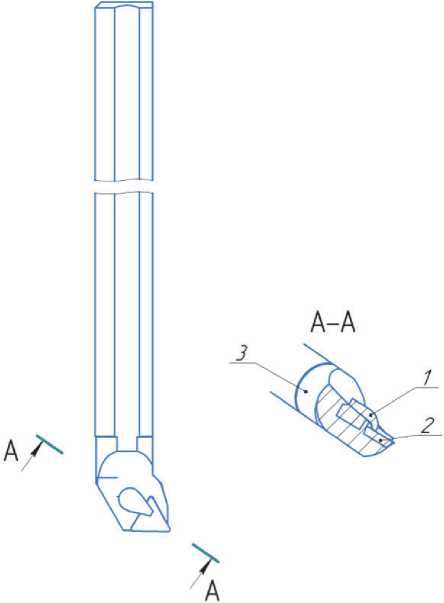
Рис. 3. Эскиз модели расточного резца S25T-CTFPR с сайта производителя [3]:
1 – корпус; 2 – рычаг крепления;
3 – режущая пластина
Ещё один вариант – это расчёт напряжённо-деформированного состояния сборной 3D-модели с полной детализацией, включающей металлорежущую пластину, элементы её крепления и необходимые пазы, канавки и отверстия. Здесь погрешности расчёта сведены к минимуму, однако такой подход является наиболее трудоёмким.
МЕТОДИКА ИССЛЕДОВАНИЙ
Для определения погрешности расчёта НДС токарного расточного резца использовалось три подхода: использование плоской модели расчёта резца по формулам сопромата, монолитная 3D-модель – методом конечных элементов и подробная 3D-модель – также методом конечных элементов. За эталон, относительно которо- го рассчитывалась относительная погрешность, принимался последний метод.
Расчёт 3D-модели токарного расточного резца производился в модуле прочностного конечно-элементного экспресс-анализа APM FEM по рекомендациям авторов [4, 5].
Исходные данные. Расточной резец S16M-PCLNR 09. Подача s=0,3 мм/об; глубина резания t=3 мм, коэффициент резания k=164, Вылет вершины резца l=75мм. Диаметр державки D=16 мм.
Тангенциальная составляющая силы резания, по ф.4, составила P z ≈1500 Н. Напряжения и деформации для первого варианта определялись по формулам 3 и 5; результаты занесены в таблицу.
Параметры сетки конечных элементов использовались следующие [5]:
-
1. Десятиузловые тетраэдры (использование 10-узловых тетраэдров позволяет использовать больший шаг разбиения по сравнению с 4-узло-выми, что экономит память и ресурсы компьютера при обеспечении точности расчёта).
-
2. Максимальная длина стороны элемента 2 мм (величина, характеризующая размер конечного элемента (тетраэдра)).
-
3. Максимальный коэффициент сгущения на поверхности 2 (определяет, насколько следующий элемент можно сделать (где необходимо) меньше).
-
4. Коэффициент разрежения в объеме 1,5 (степень увеличения стороны тетраэдра при генерации сетки вглубь объема твердотельной модели).
Тип расчёта – статический.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В результате расчёта НДС, приведённого в таблице и на рисунках 4 и 5, получили следующее.
По методике сопромата погрешность расчёта изгибающих напряжений относительно эталона составила 30%; их величина оказалась сильно заниженной. При использовании этого подхода в конструировании рекомендуется использовать коэффициент запаса прочности не менее трёх, что, конечно же, приведёт к менее эффективному коэффициенту использования материала, но сохранит надёжность. А вот величина прогиба (деформации) вершины резца оказалась практически идентичной эталону.
При использовании монолитной 3D-модели погрешность расчёта изгибающих напряжений, относительно эталона, составила 21%; их величина, наоборот, оказалась завышенной и коэффициент запаса здесь рекомендуется брать равным единице. Относительная погрешность деформаций в данном случае составила 33% и также оказалась завышенной. Причины такого расхождения пока не ясны.
Если внимательно посмотреть на рисунок 5, то можно увидеть, что максимальная величина напряжений при расчёте сборной 3D-модели находится не в месте крепления державки резца, а в месте крепления сменной режущей пластины (СМП) и сильно отличается в большую сторону (3331 МПа по сравнению с 280 МПа и 1141 МПа). Этот факт говорит о том, что плоская модель сопромата и метод конечных элементов с монолитной 3D-моделью не адекватно оценивают напряжения в целом для сборного инстру-
Таблица. Результаты исследования погрешности определения НДС
|
Определяемый параметр |
Плоская модель |
Монолитная 3D-модель |
Сборная 3D-модель |
|
Напряжение а и , МПа |
280 |
1141 |
940 |
|
Деформация f , мм |
0,328 |
0,435 |
0,327 |
|
Абсолютная погрешность напряжения С и , МПа |
660 |
201 |
0 |
|
Абсолютная погрешность деформации, мм |
0,001 |
0,108 |
0 |
|
Относительная погрешность напряжения С и , % |
30 |
21 |
0 |
|
Относительная погрешность деформации, 5, % |
0,3 |
33 |
0 |
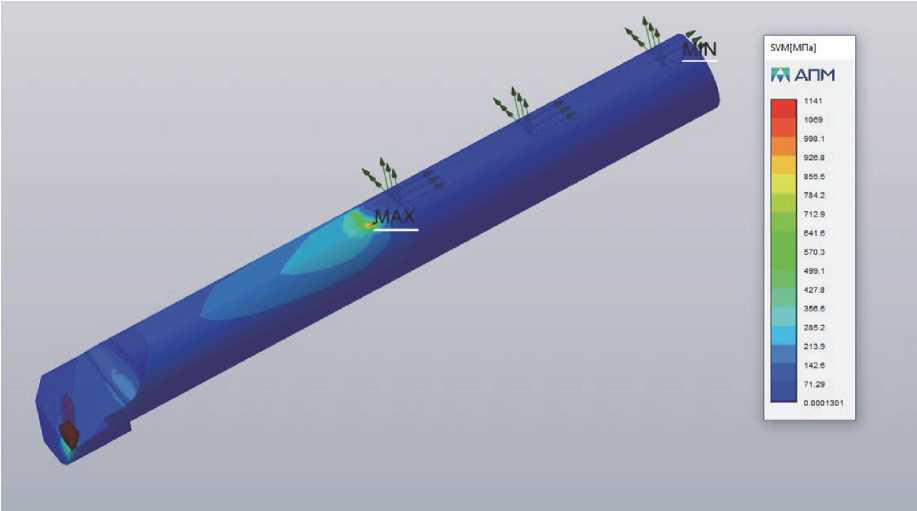
Рис. 4. Результаты расчёта напряжений монолитной 3D-модели
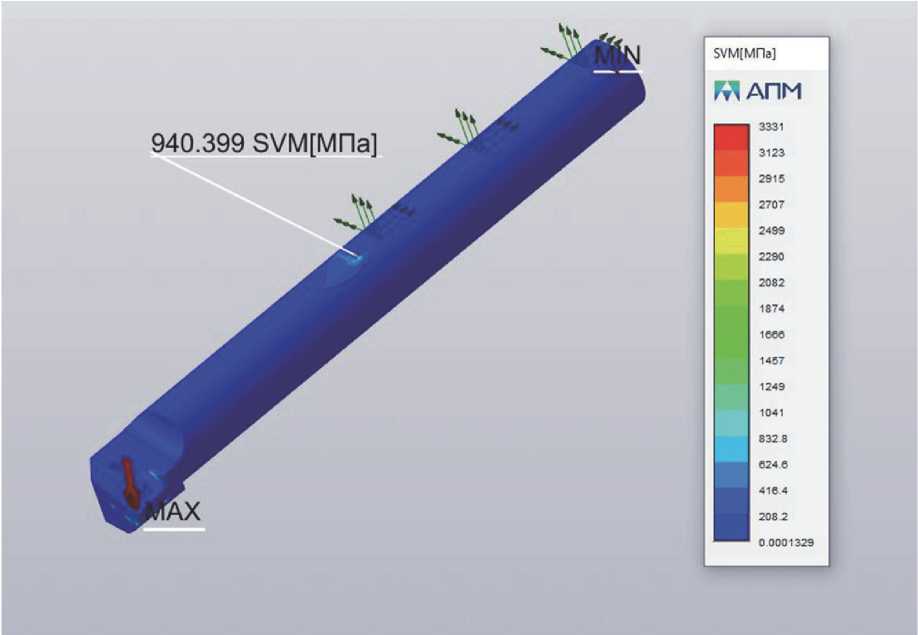
Рис. 5. Результаты расчёта напряжений сборной 3D-модели
мента с СМП и годятся только для цельных или составных конструкций резцов.
ВЫВОДЫ
-
1. При использовании плоской модели сопромата для расчёта изгибающих напряжений в державке резца рекомендуется принимать коэффициент запаса не менее трёх. Прогиб вер-
- шины резца под действием тангенциальной составляющей силы резания данная модель определяет адекватно.
-
2. При использовании метода конечных элементов с упрощённой (монолитной) 3D-моделью напряжения получаются немного завышенными, и коэффициент запаса рекомендуется брать равным единице. Погрешность величины прогиба резца также завышена.
-
3. Для расчёта статических напряжений от сил резания инструмента со сменными многогранными пластинами рекомендуется использовать метод конечных элементов с подробной 3D-моделью, поскольку максимальные напряжения могут возникать не в месте крепления державки в станке, а в месте крепления СМП.
Список литературы Погрешность определения напряжённо-деформированного состояния режущего инструмента
- Солоненко, В.Г. Резание металлов и режущие и инструменты: учеб. пособие / В.Г. Солоненко, А.А. Рыжкин. - М., Инфра-М, 2018. - 414 с.
- Алексеев, Г.А. Конструирование инструмента: учебник для машиностроительных техникумов / Г.А. Алексеев, В.А. Аршинов, Р.М. Кричевская [под общ. ред. Г.А. Алексеева]. - М.: Машиностроение, 1979. - 384 с.
- SANDVIK Coromant [Электронный ресурс]: Инструменты T-Max S. URL: https://www.sandvik.coromant.com/ru-ru/pages/default.aspx (дата обращения 29.06.2022).
- Кротинов, Н.Б. Прочностной анализ токарных резцов методом конечных элементов / Н.Б. Кротинов, А.Б. Косенко // Высокие технологии в машиностроении. Материалы XVIII Всероссийской научно-технической конференции с международным участием. - Самара: СамГТУ, 2021. - С. 154-156.
- APM FEM [Электронный ресурс]: Руководство пользователя. URL: https://apm.ru/downloads/188/APM-FEM.pdf (дата обращения 06.07.2022).
