Полифункциональный технологический смазочный материал для холодной объемной штамповки и системы смазки узлов трения холодно-высадочного автомата

Автор: Шолом В.Ю., Абрамов А.Н., Тюленев Д.Г., Фазлиахметов Ф.Н., Саранцева С.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Системные разработки трибологии машин и приборов
Статья в выпуске: 4-3 т.13, 2011 года.
Бесплатный доступ
Представлены результаты по разработке полифункционального ТСМ "Росойл-105", который отвечает основным требова-ниям предъявляемым к редукторным маслам для узлов трения холодно-высадочного автомата и технологическим смазочным материалам используемых на операциях холодной объемной штамповки.
Холодная-объемная штамповка, трение, смазка
Короткий адрес: https://sciup.org/148200234
IDR: 148200234 | УДК: 621.735.043
Polyfunctional technological lubricant for cold metal working and for automatic cold upsetter lubricating system
Representing results by researching polyfunctional technological lubricant "Rosoil-105", who's answers basic requirements of reduction gear oil for automatic cold upsetter and lubricants on cold metal working operations.
Текст научной статьи Полифункциональный технологический смазочный материал для холодной объемной штамповки и системы смазки узлов трения холодно-высадочного автомата
Применяемые в холодно-высадочных автоматах системы подачи смазки, очень часто, не обеспечивают гарантированного разделения технологических смазочных материалов (ТСМ) от масел для узлов трения автоматов (смешение может достигать 20%). Происходит взаимное разбавление продуктов, что приводит к быстрому недопустимому ухудшению свойств дорогостоящей технологической смазки и потере триботехнических характеристик масла для узлов трения и антикоррозионных свойств последнего. Результатом такого смешения является снижение срока эксплуатации обоих масел и их частая замена. Эту проблему можно решить с помощью применения полифункциональных смазочных материалов, которые одновременно используются для систем смазки узлов трения холодновысадочного автомата и для операций холодной объемной штаммповки. Подобные продукты в последнее время стали появляться за рубежом.
К полифункциональным смазочным материалам предъявляются следующие требования:
-
- данные смазочные материалы должны обладать высокими противозадирными, антифрикционными свойствами, обеспечивающими стабильный процесс штамповки;
-
- для смазывания узлов трения оборудования и предотвращения их износа, снижения потерь энергии на трение, смазочные материалы должны обладать высокими противоизносными, антикоррозионными (особенно важно для деталей конструкции из цветных металлов), антиокисли-
- Шолом Владимир Юрьевич, генеральный директор, E-mail: rosoil@rosoil.ru;
Абрамов Алексей Николаевич кандидат технических наук, заместитель генерального директора.
Фазлиахметов Фанис Назипович-инженер
Саранцева Светлана Александровна-инженер
тельными и рядом других физико-химических свойств.
Реализация всего этого комплекса требований в одном составе ТСМ является довольно сложной задачей, поскольку, практический опыт исследований показывает, что зачастую они являются взаимоисключающими.
В результате исследований в ХТЦ УАИ разработан полифункциональный ТСМ “Росойл–105”. При его создании были проведены исследования трибологических свойств смазочных материалов по методам испытаний подробно представленных в работах [1, 2].
Для сравнительной оценки параметров и свойств, использовали следующие образцы смазочных материалов:
-
- индустриальное (редукторное) масло ИТД-68;
-
- полифункциональные композиции “KPF 148” (Carl Bechem Gmb), “Quaker Extrudeko 7702” (Quaker Chemical);
-
- технологический смазочный материал “Fimitol 96 HC” (Carl Bechem Gmb);
-
- полифункциональный ТСМ “Рос-ойл–105”.
Методы испытаний
-
1. Оценка смазывающих свойств смазочных материалов на четырехшариковой машине трения (ЧМТ-1) по ГОСТ 9490. Определяли показатели: нагрузку сваривания Рс, нагрузку критическую Рк, индекс задира Из, показатель износа, Ди (при нагрузках 20 кгс, 40 кгс). Испытания проводили при комнатной температуре (20 ± 2) °С.
-
2. Метод оценки эффективности смазочных материалов на трибометрической установке. Испытания на трибометриической установке имитируют метод испытаний на машине трения по методу “Райхерта” (“ролик - обойма”). Обойма наружным диаметром 35 мм из стали ШХ-15 от конического роликового подшипника, образцы -цилиндрический ролик диаметром 8 мм и длиной 20 мм из стали ШХ-15. Скорость трения в контакте 0,65 м/с. Определяли величину износа (площадь износа) в зависимости от нагрузки в узле трения.
-
3. Метод оценки смазочных материалов при формообразовании внутренней резьбы бесстру-жечными метчиками путем пластической деформации металла. Метод заключается в сравнении величины крутящего момента резьбовыдавливания при формообразовании профиля внутренней резьбы в заготовке (гайке) с помощью вращающегося, с заданной скоростью вращения, бесстружечного метчика (раскатника) для различных смазочных материалов.
-
4. Метод оценки эффективности смазочных материалов при прямом выдавливании. Метод заключается в сравнении величин усилий выдавливании, выталкивания в процессе прямого выдавливания цилиндрических образцов из металлов и сплавов для различных смазочных материалов.
Инструмент - четырехгранный бесстружечный метчик М12 х 1,25 с открытым контуром из стали Р6М5. Твердость рабочей части метчика HRC 62...65. Заготовки гаек с внутренним диаметром отверстия под резьбу 11,5мм и высотой 10 мм из стали 10кп. Выдавливание резьбы осуществляли при скоростях обработки от 6,8 до 37,7 м/мин. Испытания проводили при комнатной температуре (20 ± 2) °С. Эффективность смазок оценивали по графикам зависимости крутящего момента от скорости вращения метчика.
Испытания проводили на образцах из стали 08 диаметром 4,9 мм, длиной 5 мм. Степень деформации составляла 40%. Испытания проводили при комнатной температуре (20 ± 2) °С. Оценку эффективности смазки выполняли по усилиям деформирования ( Р1 ), выталкивания ( Р2 ) .
Результаты и обсуждение
Результаты физико-химических и триботехнических свойств смазочных мА-териалов представлены в табл. 1 и на рис. 1, 2.
Результаты исследований на ЧМТ-1, трибометрической установке и коррозионные испытания показывают, что ТСМ “Росойл–105” обладает высокими противоизносными, противозадирными и антикоррозионными свойствами, что особенно важно для систем смазки узлов трения промышленного оборудования.
Имеет высокие технологические, противозадирные и антифрикционные свойства в процессе прямого выдавливания и при формообразовании внутренней резьбы бесстружечными метчиками. Следует отметить, что особенно эффективно, “Росойл–105” проявил себя в процессе формообразования внутренней резьбы при высоких скоростях обработки, в условиях высоких скоростей скольжения контактных пар трения инструмент - деталь и повышенного локального разогрева в зоне обработки. Это говорит о высокой эффективности полифункционального ТСМ “Росойл–105”, с точки зрения применения для процессов холодной объемной штамповки.
Выводы
Разработан полифункциональный ТСМ “Росойл–105” предназначенный для систем смазки узлов трения холодно-высадочного автомата и операций холодной объемной штамповки, отвечающий требованиям, предъявляемым к данному виду продуктов.
Таблица 1. Результаты физико-химических свойств и испытаний ТСМ на четырехшариковой машине трения и при прямом выдавливании.
|
№ |
Показатели |
Росойл- 105 |
KPF 148 |
Quaker Extrudeko 7702 |
Fimitol 96 НС |
ИТД-68 |
|
|
1. |
Вязкость кинематическая при 50^сСт |
49 |
67 |
61 |
53 |
61-74 (40°C) |
|
|
2. |
Температура вспышки в открытом тигле,°C |
180 |
200 |
180 |
170 |
200 |
|
|
3. |
Содержание серы, % |
3,0 |
— |
10,57 |
12,04 |
— |
|
|
4. |
Нагрузка сваривания Рс, кгс |
630 |
531 |
630 |
950 |
299 |
|
|
Ди, (20 кгс, 1час) |
0,40 |
0,40 |
0,55 |
0,76 |
0,39 |
||
|
М (40 кгс, (час) |
0,48 |
0,65 |
0,64 |
1,11 |
0,50 |
||
|
Рк, кгс |
160 |
126 |
89 |
||||
|
Из, кгс |
81 |
71 |
44 |
||||
|
5. |
Прямое выдавлива степень деформаци и 40% |
Деформирова ния. кН |
28,80 |
29,76 |
27,18 |
29,50 |
38,3 |
|
Сила Выталкивания, кН |
8,25 |
9,56 |
7,44 |
7,57 |
10,5 |
||
|
б. |
Коррозия на меди ГОСТ 2917 (100°С,Зч) |
1b |
1b |
lb |
4c |
lb |
|
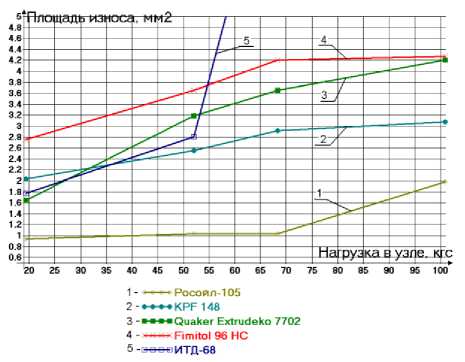
Рис. 1. Зависимость площади износа от нагрузки в узле трения при испытаниях на трибометрической установке.
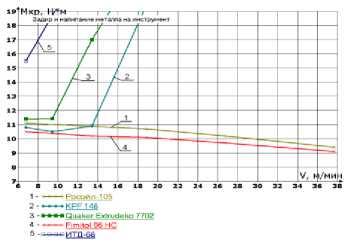
Рис.2. Зависимость крутящего момента от скорости вращения метчика при формообразовании внутренней резьбы.
Список литературы Полифункциональный технологический смазочный материал для холодной объемной штамповки и системы смазки узлов трения холодно-высадочного автомата
- Шолом В.Ю., Казаков А.М., Тюленев Д.Г., Пузырьков Д.Ф. Методы оценки эффективности технологических смазочных материалов для процессов металлообработки//Приводная техника, №1, 2004, с. 5-12.
- Абрамов А.Н., Шолом В.Ю., Шустер Л.Ш. Оценка трибологических свойств технологических смазочных материалов//Кузнечно-штамповочное производство, №10, 1996, с. 8-12.
