Получение древесных плит в форме пологих оболочек

Автор: Захаров Ю.В., Плотников С.М., Пашковский А.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Энергообеспечение и энерготехнологии
Статья в выпуске: 10, 2014 года.
Бесплатный доступ
Показано, что можно задавать такой температурный режим прессования, при котором готовая древесная плита будет иметь конструктивный изгиб заданной формы и величины. Определены зоны дисбаланса температур прессующих поверхностей.
Древесная плита, пологая оболочка, заданный изгиб, температурный дисбаланс
Короткий адрес: https://sciup.org/14083362
IDR: 14083362 | УДК: 674.815-41.05
Producing of the wood board in the form of depressed shells
It is shown that it is possible to set such a temperature mode of pressing, in which the finished wood board will have a constructive bend of a given shape and size.The zones of the temperature imbalance of the pressing surfaces are determined.
Текст научной статьи Получение древесных плит в форме пологих оболочек
Равномерность нагрева прессующих поверхностей прессов для изготовления древесных плит (древесностружечных, MDF, OSB и др.) является необходимым условием производства. Согласно установленным на сегодняшний день нормам, отклонение температуры плит пресса в пределах одной плиты не должно превышать ±5оС [1]. Прессы постоянно совершенствуются с целью улучшения равномерности нагрева: снабжаются специальной конструкцией каналов теплоносителя, в них используют теплоемкие органические теплоносители, позволяющие снизить перепад температур на входе и выходе пресса, и т.д.
Несмотря на это, за счет скапливания конденсата в каналах теплоносителя пресса существует дисбаланс температур верхней и нижней прессующих поверхностей до 8о С [2]. Данный дисбаланс, а также другие неизбежные технологические погрешности вызывают коробление изготовляемых древесных плит, при котором середина плиты изгибается в сторону менее нагретой прессующей поверхности. Такое направление изгиба обусловливается тем, что связующий агент (например, фенолформальдегидная смола) при остывании и отверждении расширяется, и возникают механические напряжения, приводящие к такому изгибу.
Так называемый «активный» способ устранения покоробленности древесных плит, т.е. способ, реализованный непосредственно в процессе производства, рассмотрен в [3]. Для осуществления способа пресс оснащается регуляторами теплоносителя в продольных и поперечных каналах, а на участке обрезки или кондиционирования устанавливаются датчики стрелы прогиба плиты. В зависимости от величины и направления прогиба создается определенный дисбаланс температур нагревательных поверхностей при прессовании, в результате которого покоробленность готовых плит устраняется независимо от причин ее возникновения. При этом отпадает необходимость длительной выдержки готовых древесных плит в штабелях для придания им плоской формы, за счет чего экономятся производственные площади и сокращается производственный цикл.
Располагая данным оборудованием, такой дефект, как покоробленность древесных плит, можно превратить в достоинство, т.е. целенаправленно использовать явление коробления для получения на оборудовании для плоского прессования древесных плит заданной формы – пологих оболочек с ограниченным изгибом. Преимущество такого способа: вместо трудоемкого изготовления и замены пресс-форм применяется достаточно просто реализуемое регулирование температуры прессующих поверхностей. При этом количество произведенных древесных плит с конструктивно заданным изгибом (тираж) никак не сказывается на себестоимости продукции.
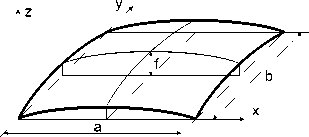
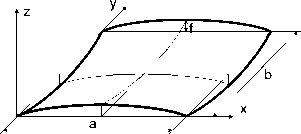
При симметричном строении стружечного пакета и равномерном распределении температур по всей площади нагревательных плит, но при наличии дисбаланса температур верхней и нижней нагревательных поверхностей, как показали измерения, готовая древесная плита после остывания приобретает форму, близкую к эллиптическому параболоиду (строка 1 в таблице). Расстояние произвольной точки такого параболоида до плоскости плана определяется выражением z = f 1
(2 x — a ) 2 2 0 2
_ (2 y — b ) 2 2
где а, b - соответственно длина и ширина плиты; f – стрела прогиба плиты.
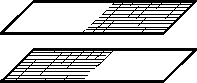
Температурный дисбаланс прессующих плит и форма плит
Зона повышенной температуры прессующих плит
Форма пологой оболочки


Название и формула поверхности ДСП
Эллиптический параболоид
Fi ( 2 x - a ) 2 ( 2 y - b ) 2 z = f 1 - ^ a 2 b^
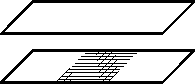
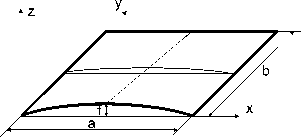
Эллиптический цилиндр
( 2 x — a ) 2
1 a^
0 < y < b
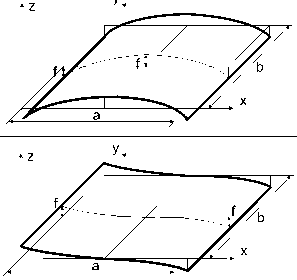
Эллиптический цилиндр
z = f
2 ( 2 x — a ) 2
1 ~
0 < y < b
Цилиндрическая поверхность
8f(a z = Ц- — x \ , 0 < y < b a3 12 )
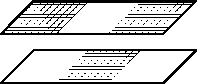
S-образная цилиндрическая
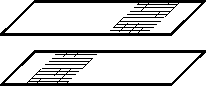
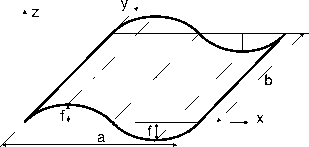
z = f 1
-
поверхность
( 4 x — a ) 2
a 2
,
a
0 < x <
z = f — 1 +
( 4 x — 3 a ) 2 a 2
,
a < x < a
0 < y < b

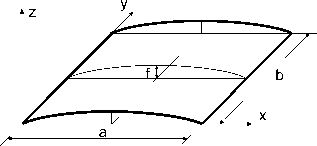
Гиперболический параболоид
z = f
—
( 2 x — a ) 2 + ( 2 y — b )
a 2
b 2
Поверхность с параболами в сечениях
( 2 x — a ) 2
1 ~
—
y
b
Такая форма древесной плиты в полной мере подходит под определение пологой оболочки [4], т.е. оболочки, у которой стрела прогиба f не превышает одной пятой наименьшего линейного размера плана a или b .
В результате экспериментальных исследований на образцах 400∙400 мм2 толщиной 19 мм при средней температуре электрообогреваемых прессующих плит ТСР = 170 °С для стрелы прогиба плиты f (мм) получено регрессионное уравнение в виде степенной зависимости f = КL • 0,012 -ДТ°’734 • р 3-139, (2)
где ΔТ – варьируемый параметр;
-
ρ – плотность плиты, г/см3;
-
К L = 1 – масштабирующий коэффициент.
В эксперименте создавали температуру верхней Т В и нижней Т Н прессующих поверхностей соответственно
т
В
= т
1 СР
Д Т
+
2 ,
т
Н
= т
1 СР
—
Д Т
т.е. дополнительно нагревали верхнюю прессующую плоскость и охлаждали нижнюю и наоборот (для исключения влияния веса исследуемой плиты). При этом средняя температура прессования оставалась неизменной, равной примерно 170 °С
Тср = 2 (ТВ + Тн ).
Экспериментальные исследования показали, что величина стрелы прогиба f подчиняется условию подобия, т.е. для квадратной плиты с длиной сторон L (мм) стрела прогиба отличается в L /400 от стрелы прогиба плиты, для которой получено уравнение (2), т.е. для плиты с длиной сторон 400 мм. Поэтому поправка на формат плиты (масштабирующий коэффициент) составляет: К L = 400/ L . Для плиты неквадратной формы вместо L следует подставлять среднее арифметическое между длиной и шириной плиты.
Результаты эксперимента представлены на рисунке.
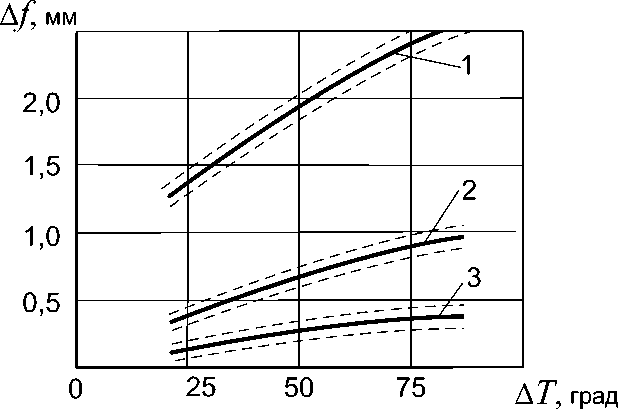
Значения стрелы прогиба плиты и их доверительных интервалов в зависимости от разности температур верхней и нижней плит пресса. Плотность плит: 1 – 0,5 г/см3; 2 – 0,7 г/см3; 3 – 0,9 г/см3
Таким образом, путем целенаправленного создания дисбаланса прессующих поверхностей можно не только устранять покоробленность готовой древесной плиты, но и получать ее определенную форму.
Для получения древесной плиты в виде эллиптического цилиндра может использоваться либо различие температур в части поперечных каналов прессующих плит (при расположении дуги цилиндра вдоль направления изготовления), либо различие температур в части продольных каналов (при расположении дуги цилиндра поперек направления изготовления). При этом стрелу прогиба f эллиптического цилиндра регулируют величиной дисбаланса температур сегментов верхней и нижней прессующих поверхностей.
Для получения других форм древесных плит необходимо создавать более сложную асимметрию нагревательных поверхностей: чем сложнее форма оболочки, тем сложнее должен быть температурный дисбаланс. Зоны повышенных и, соответственно, пониженных температур прессующих поверхностей и получающиеся при этом формы пологих оболочек представлены в таблице. Здесь повышенная температура показана более темным фоном.
Форма древесных плит в виде гиперболического параболоида могла бы быть получена при диагональном перепаде температур прессующих поверхностей, который нельзя получить в действующих прессах с использованием имеющихся каналов для теплоносителя (например, перегретого пара). При необходимости получения изделий со сложными поверхностями пресс должен быть оснащен соответствующими электронагревательными элементами.
Формы плит в виде оболочек могут представлять интерес для строительства, в частности при изготовлении опалубки для куполообразных железобетонных оболочек, у которых минимизированы напряжения изгиба. В безизгибных железобетонных оболочках может быть значительно уменьшена опасность возникновения трещин, а кривизна таких оболочек может придать им дополнительную жесткость и устойчивость.
Различные формы древесных плит могут представлять интерес также при изготовлении оригинальных мебельных элементов, например для получения S-образных боковых элементов столов, слегка выпуклых дверей кухонной мебели и т.д. Трудность обработки таких плит (шлифование, каширование, ламинирование) может быть компенсирована простотой их изготовления.
Таким образом, активные способы устранения покоробленности древесных плит могут позволить расширить технологические возможности их изготовления и получать на традиционном оборудовании плиты с оригинальным декоративным качеством. За счет целенаправленного регулирования температуры верхней и нижней прессующих поверхностей можно задавать такой режим прессования, при котором готовая плита будет иметь изгиб заданной формы и величины. Это может позволить производить древесные плиты в виде пологих оболочек на традиционном оборудовании для плоского прессования.
