Получение прецизионных титановых зубных коронок электроэрозионным методом

Автор: Сиротенко Людмила Дмитриевна, Абляз Тимур Ризович, Оглезнев Никита Дмитриевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
Методом электроэрозионной обработки получены стоматологические коронки с толщиной стенки 0,3 мм из литого титана ВТ1. Точность изготовления обеспечена базировкой электродов.
Электроэрозионная обработка, электрод-инструмент, точность, шероховатость, зубная коронка
Короткий адрес: https://sciup.org/148201380
IDR: 148201380 | УДК: 621.923.74-408
Receiving the precision titanic tooth crowns by electroerosive method
By the method of electroerosive processing it was received dental crowns with a wall thickness of 0,3 mm from VT1 cast titanium. Accuracy of manufacturing is provided by electrodes basing.
Текст научной статьи Получение прецизионных титановых зубных коронок электроэрозионным методом
Металлокерамические коронки на сегодняшний день являются самыми распространенными для протезирования зубов. Для изготовления каркаса используются сплавы системы «кобальт-хром», «никель-хром», «титан-алюминий». Широкое применение в медицине нашли титановые сплавы. Данные материалы обладают биосовести-мостью, а также низким удельным весом при высокой прочности [1]. Основным способом изготовления титановых коронок является литье. Недостатком применения данной технологии является низкая размерная точность полученной отливки. Кроме того, в титане растворимы практически все металлы и огнеупоры, в результате чего существенным образом ухудшаются свойства биосовместимости [2, 3]. Одним из эффективных способов изготовления заготовок из титана является элек-троэрозионная обработка (ЭЭО). Основным преимуществом ЭЭО является отсутствие механического контакта с инструментом [4, 5]. Процесс обработки заключается в том, что импульсы тока расплавляют и испаряют металл, под действием гидродинамических сил рабочей жидкости частицы металла выбрасываются из зоны разрядов. Электрод, проникая в заготовку, создает углубление, повторяющее его форму.
Зубные имплантаты имеют сложную конфигурацию, тонкие стенки и отверстия разнообразных форм. Так как имплантат соприкасается с чувствительными частями ротовой полости, к нему выдвигаются жесткие требования по точности изготовления и качеству поверхности. С помощью лезвийной обработки удовлетворить всем требованиям зачастую бывает невозможно. Применение метода ЭЭО позволяет получать тонкостенные изделия с толщиной стенки вплоть до 0,3 мм, однако на точность изготовления таких деталей особое влияние оказывают проблемы связанные с удалением продуктов эрозии заготовки и электрода-инструмента из межэлектродного
Абляз Тимур Ризович, аспирант
Оглезнев Никита Дмитриевич, аспирант пространства, режимы обработки и методика базирования электрода. В настоящее время проблема изготовления зубных имплантатов методом ЭЭО является неизученной в полной мере. Решение задачи по назначению режимов обработки и метода базирования с целью получения тонкостенных имплантатов является актуальной.
Цель работы: исследование влияния схемы базирования электродов и режима ЭЭО на точность реза при получении титановых имплантатов с тонкими стенками.
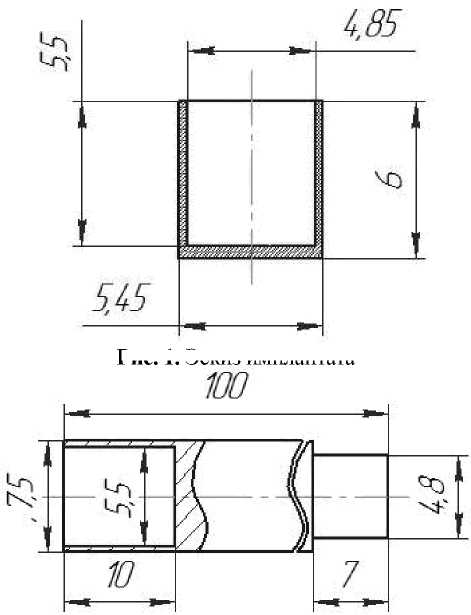
Рис. 1. Эскиз имплантата
Рис. 2. Эскиз электрода
Материалы и оборудование. В качестве оборудования выбран прошивной электроэрозион-ный станок Electronica Smart CNC. В качестве РЖ использовалось масло EDM Oil – IPOL SEO 450. Эскиз изготавливаемого имплантата представлен на рис. 1. В качестве заготовки использовалась титановая пластина из сплава ВТ1Л толщиной 6 мм. На рис. 2 представлен эскиз электрода-инструмента, который выполнен из меди М1.
При проведении эксперимента имплантат обрабатывался в два этапа. На первом этапе заготовка обрабатывалась электродом с диаметром 4,8 мм на глубину 5,48. На втором этапе происходила переустановка электрода и проводилась обработка имплантата электродом с внутренним диаметром 5,5 мм на глубину 6,1 мм. Эскиз обработки представлен на рис. 3. В результате эксперимента установлена неточность в получении заданной толщины стенки имплантата (рис. 4).
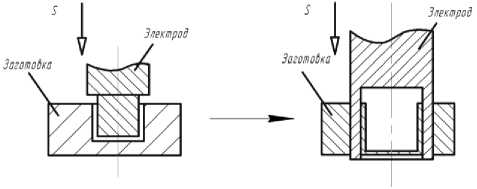
Рис. 3. Эскиз обработки имплантата
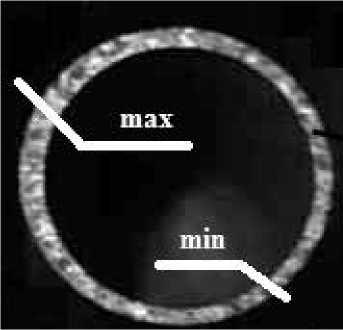
Рис. 4. Отклонение от номинальной толщины имплантата
Разность максимальной и минимальной толщины стенки имплантата составила 0,1 мм, что недопустимо при производстве зубных имплантатов. Для обеспечения соосности обработки необходимо выполнять прожиг имплантата базируя электроды от одной общей точки. В работе предложен метод базирования электродов относительно угловой точки заготовки с учетом поправки на радиус электродов (рис. 5).
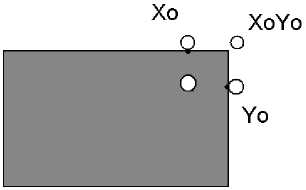
Рис. 5. Схема базировки электродов
Суть метода базирования заключается в определении координат центра прожигаемого отверстия (Х1;У1) относительно единых базовых координат с учетом поправки на радиус электрода. Таким образом, после установки электрода-инструмента необходимо определить его нулевые координаты (X 0 ;Y 0 ) относительно граней заготовки. Для этого необходимо совершить поочередное касание электродом грани в точке Х 0 и перпендикулярной ей грани в координате У 0 . После чего электрод направляется в координаты (Х 1 ;У 1 ) и производится обработка электродом с диаметром 4,8 мм на глубину 5,48. После обработки, происходит переустановка электродов, и повторно определяются координаты (X 0 ;Y 0 ). Так как радиусы электродов не одинаковы, то при перемещении электрода после переустановки в точку (Х 1 ;У 1 ) будет возникать погрешность. Для устранения данной погрешности необходимо к каждой из координат (Х 1 ;У 1 ) прибавить коррекцию на радиус электрода равную разности радиусов наибольшего и наименьшего электродов. В результате обработки с использованием данной схемы базирования погрешность обработки составила 0,04 (рис. 6). Толщина стенки имплантата составила 0,32 мм.
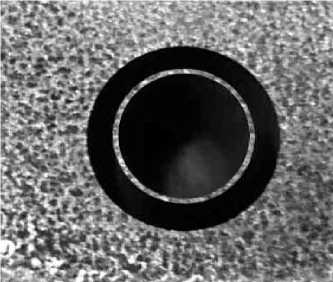
Рис. 6. Тонкостенная титановая коронка
Таким образом, схема базирования от единой координаты с учетом радиуса инструмента позволяет достигать заданной толщины стенки имплантата. После определения оптимальной схемы базирования были проведены эксперименты по определению оптимального режима обработки обеспечивающего заданные показатели шероховатости поверхности. Режимы обработки представлены в табл. 1.
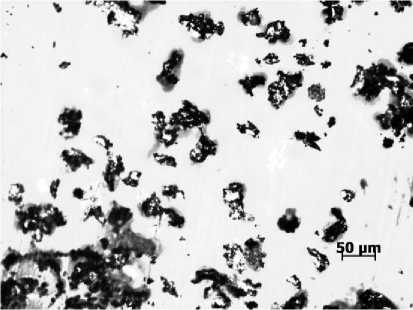
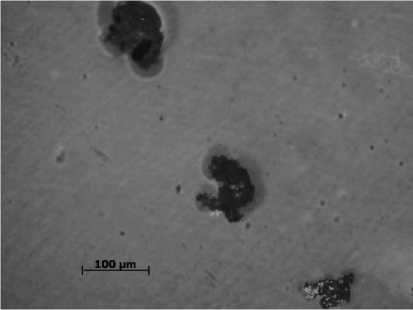
Точность реза и шероховатость поверхности были лучше на менее мощном режиме Е13, с увеличением мощности (Е34 и Е 54) наблюдалось увеличение межэлектродного зазора и шероховатости. Для исследования причин увеличения межэлектродного зазора в процессе резания был проведен металлографический анализ морфологии продуктов эрозии. Установлено, что частицы удаленного с поверхности заготовки металла представляют из себя конгломераты, состоящие из мелких фрагментов. Измерения показали, что конгломераты, полученные при режимах с меньшей мощностью, крупнее и состоят они из большего числа мелких частиц, чем при режимах с большой мощностью (рис. 7а). То есть, механизм формирования продуктов эрозии может быть представлен так: при низких мощностях размер лунки меньше, но количество импульсов больше и поэтому образуется большое количество мелких капель, объединяющихся в конгломераты. С увеличением мощности размеры частиц увеличиваются пропорционально увеличению размера лунки, но конгломе-рируются они реже (рис. 7б). Экспериментально установленная зависимость размеров частиц эрозии от мощности объясняет повышение точности размеров и уменьшение параметра шероховатости обработанной поверхности. Однако конгломериро-вание мелких частиц затрудняет удаление продуктов эрозии из зоны обработки, что обусловлено применением масляных форсунок с высоким давлением.
Таблица 1. Режимы ЭЭО
|
Eкод (T on мкс, T off мкс, I А, V В)* |
Разность в ширине реза, мкм |
Шероховатость поверхности, R а |
Размеры конгломератов, мкм |
Средний размер частиц в конгломератах, мкм |
|
1 Е13 (1, 32, 0,5 , 50) |
0,076 |
0,40 |
100-200 |
5 |
|
2 E34 (50, 32, 1,5, 50) |
0,174 |
3,2 |
50-100 |
10 |
|
3 Е54 (50, 32, 3, 50) |
0,220 |
18 |
20-50 |
20 |
Примечание: * T on – время импульса, мкс; T off – время отсутствия импульса, мкс; I – сила тока, А; V – напряжение, В
а
б
Рис. 7. Конгломераты частиц продуктов эрозии при режимах Е13 (а) и Е54 (б)
Вывод: получен зубной имплантат с толщиной стенки 0,32 мм и точностью 0,04 мм. Установлено, что точность изготовления обеспечивается режимом работы при минимальных мощностях с использованием метода базирования электродов с учетом погрешности на радиус.
Список литературы Получение прецизионных титановых зубных коронок электроэрозионным методом
- Рогожников, Г.И. Металлокерамические протезы//Г.И. Рогожников, Е.А. Суворина, В.А. Четвертных и др. -Пермь: ПГМА, 1995. 287 с.
- Анциферов, В.Н. Стоматологическая металлокерамика на каркасе из сплавов титана: Учеб.-метод. Пособие//В.Н. Анциферов, Г.И. Рогожников, С.Е. Порозова и др. -Пермь: Изд-во перм. гос. мед. академии, 1997. 64 с.
- Модестов, А. Титан-керамические облицовки//Зубной техник. 2003. № 3. С. 50-53.
- Серебреницкий, П.П. Современные электроэрозионные технологии и оборудование: учебное пособие. -СПб.: Балт. гос. техн. ун-т, 2007. 228 с.
- Фотеев, Н.К. Технология электроэрозонной обработки. -М.: Машиностроение, 1980. 184 с.
