Получение синтез-газа с заданным СО-водородным числом

Автор: Михайлов Борис Иванович, Буянтуев Сергей Лубсанович, Михайлов Алексей Борисович, Хмелев Андрей Борисович
Журнал: Вестник Бурятского государственного университета. Философия @vestnik-bsu
Рубрика: Физика
Статья в выпуске: 3, 2014 года.
Бесплатный доступ
Рассмотрены особенности получения синтез-газа с заданным СО-водородным числом, а также анализ результатов экспериментов с получением синтез-газа на плазменной газогенераторной установке. Приведены расчетные данные проводимых экспериментов.
Синтез-газ, плазменная газификация углей, теплофизические параметры, оптимизация процесса газификации
Короткий адрес: https://sciup.org/148182382
IDR: 148182382 | УДК: 537.534
Obtaining synthesis-gas with a given CO-hydrogen number
The distinctive features of the synthesis-gas production with a given number of CO-hydrogen, as well as the analysis of theresults of the experiments to produce synthesis-gas on the plasma gas generator were considered. The calculated data of the experiments are given.
Текст научной статьи Получение синтез-газа с заданным СО-водородным числом
Немецкий химик Ф. Фишер получил, сжигая СН4 в кислороде, газ, состоящий из моноокиси углерода и водорода (СО+Н2), названный им синтез-газом, поскольку из него синтезируются некоторые вещества:
СН 4 + 1/2О 2 =СО+Н 2 +Н 2 О.
После удаления воды оставался чистый синтез-газ. Некоторые из генераторных газов по своему составу близки к синтез-газу и отличаются от него наличием примесей и количеством водорода. Поскольку при различных синтезах требуется водорода больше или меньше (табл. 1), то в формулу синтез-газа целесообразно ввести, так называемое СО-водородное число γ = n Н2 Р Н2 /n со , равное соотношению молей указанных компонент в синтез-газе.
Таблица 1
Некоторые продукт ы, получаемые из синтез-газа
|
Наименование продукта |
Реакция получения |
Необходимое значение у |
|
Метанол |
СО + 2Н2 -» СН ,ОН |
2 |
|
Уксусная кислота |
2СО 4- 2Н, —» СН ,ООН |
I |
|
Этиленгликоль |
2СО + ЗН2 -» СН2(ОН)СН2ОН |
1,5 |
|
Уксусный аш идрид |
4СО + 4Н2 -> (СН3СО)2О + Н2О |
1 |
|
Этанол Этилсн Моторное топливо: |
2СО + 4Н2 -♦ СН,СН2ОН 4- Н2О 2СО 4- 4Н2 -» СН,СН2 4- 2Н2О |
2 |
|
Алканы но Фишеру— Тропшу Алкены по Фишеру — Тропшу |
пСО + (2л-И) Н2 -> С„Н2М4.2 + лН2О 2/?СО+лН2 —> С„Н2„ ■+■ пСО2 |
2 4- — 0.5 |
Наиболее чистым и близким по составу к синтез-газу является генераторный газ, получаемый при пароплазменной газификации угля [2]. Второй по качеству генераторный газ получается при автотермической газификации угля с парокислородным дутьем. Синтез-газ с числом γ = 1 легко получается в результате пароплазменной газификации чистого углерода по реакции:
С+Н 2 О=СО+Н 2 -Q 1 , (1)
т.е. когда используется один моль воды n Н2О =1 и один моль углерода n c =1, что дает γ = n Н2 /n co =1. При использовании двойного количества воды n Н2О =2, образуется только углекислота и два моля водорода:
С+2Н 2 О=2Н 2 +СО 2 .
т.е. при n Н2О =2 число γ = ∝ .
Проведение реакции (1): С+ nН2О • Н2О при значениях nН2О = 3/2; 7/4; 15/8; 5/4 дает:
С + 3/2Н 2 О = ½ СО + 3/2Н 2 + 1/2СО 2 ;
С + 7/4Н 2 О = 1/4СО + 7/4Н 2 + 3/4СО 2 ;
С + 15/8Н 2О = 1/8СО + 15/8Н 2 + 7/8СО 2 ;
С + 5/4Н 2 О = 3/4СО + 5/4Н 2 + 1/4СО 2 и соответственно следующие значения чисел γ (табл. 2).
Таблица 2
Значение СО-водородного числа γ в зависимости от числа молей воды в уравнении конверсии (1)
|
γ = nH2/nCO |
1 |
1,666 |
3 |
7 |
15 |
∝ |
|
n H2O |
1 |
1,25 |
1,5 |
1,7 |
1,87 |
2 |
На рис. 1 эта зависимость представлена в виде графика, что более удобно для пользования. При γ треб < 1 требуемая смесь получается путем увеличения молей СО в смеси до значения n со =1/ γ треб. Если число молей Н 2 в исходном синтез-газе больше единицы за счет наличия его в составе газифицируемого угля [2], то количество воды на конверсию корректируется с помощью того же графика.
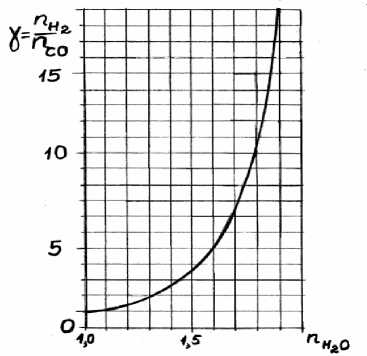
Рис. 1. Зависимость требуемого числа γтреб от числа молей воды в процессе конверсии синтез-газа при γтреб > 1
За прошедшее столетие разработано несколько технологий получения синтез-газа – методы Лурги, Винклера и др. Однако установки, работающие по этим принципам, требуют больших капитальных вложений и не соответствуют современным требованиям экологической безопасности. Одной из возможностей получения синтез-газа с заданным СО-водородным числом, снижения экологической нагрузки и уменьшения капитальных вложений является применение для термической обработки угля низкотемпературной плазмы. Практическая ценность плазмы при температуре 3000 К и более экспериментально доказана в трудах многих исследователей как в России, так и за рубежом [3-5]. Применение генераторов плазмы в котлах ТЭС для розжига и поддержания горения пылеугольного факела с предварительной электротермической подготовкой и частичной газификацией угля позволяет снизить концентрацию вредных, канцерогенных выбросов в дымовых газах, уменьшить недожог топлива и повысить к.п.д. котлоагрегатов.
Технологии комплексной и плазменно-паровой газификации углей являются экологически чистым способом получения горючего газа с возможностью варьировать процентное содержание в нем оксида углерода и водорода. Исследования процесса газификации угля в потоке плазмы проводились на плазменной установке, указанной на рис. 2. При создании экспериментальной установки был использован модульный принцип, т.е. конструктивно установка поделена на несколько модулей или секций (камер). Важным является вертикальное расположение модулей, где происходят процессы массо- и теплообмена между твердыми частицами сырья и газовым теплоносителем. Вертикальное расположение модулей дает ряд технологических и конструктивных преимуществ:
-
1. Малые габаритные размеры.
-
2. Отсутствие зон, где могут скапливаться частицы твердого топлива.
-
3. Равномерное распределение частиц твердого топлива по сечению камер, что облегчает процесс массо- и теплообмена между теплоносителем (газифицирующим агентом) и частицами топлива.
-
4. Универсальность. Данная установка путем замены либо исключения модулей может быть приведена к ал-лотермическому либо алло-автотермическому типу.
На экспериментальной установке по комплексной переработке углей производились следующие работы:
-
1. Отработка всех этапов технологического процесса.
-
2. Освоение работы аппаратов и узлов и отработка их конструкции.
-
3. Отработка оптимальных технологических режимов переработки сырья и получение целевого продукта – горючего газа.
Исследования работы плазменного газификатора в автотермическом режиме проводятся на газификаторе аллотермического типа, в котором помимо основного реактора введен дополнительный муфельный модуль для увеличения степени газификации твердого топлива.
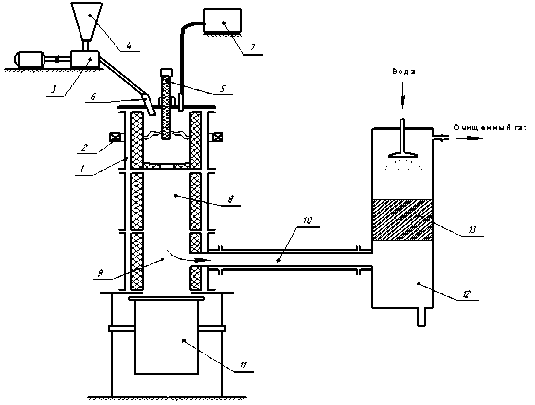
Рис. 2. Плазменный модульный газификатор:
1 – реактор; 2 – магнитная катушка; 3 – дозатор; 4 – бункер сырья; 5 – катод; 6 – эжектор; 7 – парогенератор; 8 – камера муфеля; 9 – камера разделения; 10 – труба вывода газа; 11 – шлакосборник; 12 – скруббер; 13 – фильтр
Твердое мелкозернистое (размер частиц до 1 мм) топливо из бункера сырья 4 поступает в дозатор 3. Далее топливо подается в эжектор 6, где смешивается с газовым транспортирующим агентом, и смесь поступает в плазменный реактор 1. В реакторе топливо газифицируется, и смесь из газа и оставшихся от реакции твердых частиц поступает в муфельную зону 8 и камеру разделения 9. Крупные частицы под действием силы тяжести падают в шлакосборник 11, а более мелкие вместе с газом выносятся через трубу 10 в скруббер 12. В скруббере с помощью фильтра 13 и потока воды газ очищается от твердых частиц и выводится из установки. Помимо этого возможен вариант газификации с вводом водяного пара в реактор, вырабатываемого парогенератором 7.
В установке используется коаксиальный плазменный реактор постоянного тока с магнитным удержанием электрической дуги [5]. На ней возможно получение синтетического газа с различными концентрациями составляющих и, следовательно, теплотой сгорания. Это зависит в большей степени от состава применяемых для газификации углей, а также от режимов работы установки. Суть исследований заключается в определении оптимальных технологических параметров установки для конкретного сорта угля. При этом характеристики используемого угля считаются постоянными.
Рассмотрим экспериментальные данные. Например, в качестве сырья был использован уголь Тугнуйского месторождения Бурятии со следующими характеристиками: вр лажность Wр=14,0%, зольность А=19,4%, выход летучих веществVг=45,0%. Состав угля на сухую массу представлен в табл. 3.
Состав угля в мас. % (на сухую массу)
Таблица 3
|
Органическая часть угля, мас.% |
Минеральная часть угля, мас. % |
|||||||
|
С |
О |
Н |
N |
S |
SiO 2 +TiO 2 |
Al2O3+Fe2O3 |
CaО+ MgO |
K 2 O+Na 2 O |
|
61,7 |
13,2 |
4,1 |
1,2 |
0,39 |
11,34 |
6,28 |
1,51 |
0,28 |
Эксперименты проводились при мощности реактора 15-100 кВт, что соответствует силе тока в дуге 100250 А при напряжении на ней 150-400 В. Целью экспериментов было определение зависимости состава получаемого синтез-газа от режимов работы установки.
На первом этапе исследований была поставлена задача выяснения влияния атмосферного воздуха на состав и качество получаемого синтез-газа, прошедшего обработку в низкотемпературной плазме. Воздух и уголь подавались вместе в плазменный реактор. В каждом последующем опыте изменяли количество поданного воздуха в реактор от 5 до 25 кг/ч при постоянном расходе угля, равном 50 кг/ч. При выражении этих величин в соотношениях воздух/уголь расход реагентов изменялся в пределах от 1/10 до 1/2. Результаты экспериментов показаны в табл. 4.
Во второй серии экспериментов в плазменный реактор дополнительно подавался водяной пар в количестве 5 кг, фиксированные расходы угля и пара выбраны в связи с необходимостью обеспечения условий устойчивой работы электродугового реактора.
Состав газа в большей степени представлен водородом и оксидом углерода, суммарное содержание которых в пределах 70,3-87,5% (табл. 5). Количество экспериментов не так велико, чтобы построить кривые. Но тем не менее по экспериментальным данным видно, что при добавлении водяного пара увеличивается объем горючих компонентов и снижается содержание балластов. С увеличением расхода подводимого воздуха объемная доля азота воздуха возрастает, что сопровождается соответствующим понижением теплотворной способности синтез-газа. Подача водяного пара позволила увеличить содержание горючих веществ и, как следствие, поднять энергетическую ценность получаемого синтез-газа в среднем на 85,3 ккал/нм3.
Состав синтез-газа при использовании в качестве окислительного агента воздуха
Таблица 4
|
Содержание компонентов, |
Расход воздуха (расход воздуха, выраженный в отношении к расходу угля, кг/кг), кг/ч |
||||
|
5 (0,1) |
10 (0,2) |
15 (0,3) |
20 (0,4) |
25 (0,5) |
|
|
H 2 |
50,5 |
48,5 |
43,3 |
40,9 |
37,1 |
|
CO |
33,1 |
33,7 |
35,5 |
36,2 |
37,7 |
|
N 2 |
11,8 |
13 |
16,8 |
20,2 |
21,3 |
|
CH 4 |
1,1 |
1 |
0,7 |
0,3 |
0,3 |
|
C 2 H 2 |
0,6 |
0,6 |
0,4 |
0,3 |
0,2 |
|
CO 2 |
1,3 |
1,5 |
1,8 |
1,1 |
1,9 |
|
O 2 |
1,6 |
1,7 |
1,5 |
1 |
1,5 |
|
СО+Н 2 |
83,6 |
82,2 |
78,8 |
77,1 |
74,8 |
|
Q, ккал/нм3 |
2467,26 |
2425,42 |
2298,51 |
2212,74 |
2149,45 |
Таблица 5
Состав синтез-газа при использовании в качестве окислительного агента воздуха и пара
|
Содержание компонентов, об. % |
Расход воздуха (расход воздуха, выраженный в отношении к расходу угля, кг/кг), кг/ч |
||||
|
5 (0,1) |
10 (0,2) |
15 (0,3) |
20 (0,4) |
25 (0,5) |
|
|
H 2 |
50,6 |
47,2 |
44,8 |
40,8 |
35,5 |
|
CO |
36,9 |
35,4 |
35,6 |
33,6 |
34,8 |
|
N 2 |
9 |
11,7 |
13,2 |
19 |
22,6 |
|
CH 4 |
1,3 |
1,8 |
2 |
1,8 |
2 |
|
C 2 H 2 |
0,3 |
0,4 |
0,4 |
0,5 |
0,4 |
|
CO 2 |
1,1 |
1,9 |
2,4 |
2 |
2,7 |
|
O 2 |
0,8 |
1,6 |
1,6 |
2,3 |
2 |
|
СО+Н 2 |
87,5 |
82,6 |
80,4 |
74,4 |
70,3 |
|
Q, ккал/нм3 |
2569,47 |
2490,08 |
2451,45 |
2281,49 |
2187,56 |
*расход пара постоянный, 5 кг.
Полученный в экспериментах синтез-газ имеет высокое процентное содержание горючих веществ, и его калорийность, в зависимости от соотношения угля и воздуха, колеблется в пределах 2150-2450 ккал/нм3.
Экспериментальные данные позволяют выбрать приемлемое соотношение воздух/уголь. Наиболее предпочтительными являются соотношения 3:10 и 4:10, так как в таком режиме получен синтез-газ с относительно низким содержанием балласта и высокой теплотворной способностью. Получение синтез-газа с калорийностью менее 2000 ккал/нм3 является экономически менее целесообразным, в случаях же выбора соотношения меньше 4:10 влечет за собой снижение степени газификации угля и, как следствие, уменьшение объема получаемого синтез-газа.
В третьей серии экспериментов было изучено влияние водяного пара на состав получаемого синтез-газа. Соотношение расходов угля и воздуха в этих экспериментах было фиксированным. В плазменный реактор поступали уголь и воздух в количестве 50 и 25 кг/ч соответственно. Количество пара варьировалось в пределах 525 кг/ч.
Результаты экспериментов приведены в таблице 6, из которых видно, что при достижении соотношения пара к углю 3:10 объемное содержание горючих компонентов и теплотворная способность синтез-газа достигают максимума.
Таблица 6
|
Содержание компонентов, об. % |
Расход пара (расход пара, выраженный в отношении к расходу угля, кг/кг), кг/ч |
||||
|
5 (0,1) |
10 (0,2) |
15 (0,3) |
20 (0,4) |
25 (0,5) |
|
|
H 2 |
39,6 |
41,5 |
43,7 |
41,6 |
35,8 |
|
CO |
29,5 |
29,8 |
29,1 |
30,2 |
29,4 |
|
N 2 |
22 |
19,6 |
18,5 |
20 |
24,8 |
|
CH 4 |
2,3 |
2,1 |
2,3 |
2 |
2,3 |
|
C2H2 |
0,5 |
0,6 |
0,4 |
0,5 |
0,4 |
|
CO 2 |
4,9 |
5 |
4,8 |
4,2 |
4,2 |
|
O 2 |
1,2 |
1,4 |
1,2 |
1,5 |
3,1 |
|
СО+Н2+ CH4 |
71,4 |
73,4 |
75,1 |
73,8 |
67,5 |
|
Q, ккал/нм3 |
2168,73 |
2220,67 |
2251,18 |
2215,85 |
2056,8 |
Состав синтез-газа при использовании в качестве окислительного агента воздуха и пара
Как оказалось, дальнейшее увеличение расхода пара приводит к снижению теплотворной способности синтез-газа, что связано с общим падением температуры в зоне реакции до 700 К. Исходя из этого, можно заключить, что оптимальным соотношением реагентов уголь:воздух:пар, позволяющим получить синтез-газ с наибольшим содержанием горючих элементов, в данном случае является соотношение 10:4:3.
В проводимых экспериментах не учитываются многие факторы, степень влияния которых пока еще остается неустановленной. Наибольший интерес представляет температура, поскольку от нее в большей степени зависит результат газификации. Температура в камере плазменного реактора зависит от силы тока в дуге, а также от величины расхода реагентов и их температуры. Однако сама по себе является инерционной величиной, и маловероятно, что в пределах реактора изменяется значительно, поэтому в теоретических расчетах она принимается независимой от прочих условий.
Ниже представлены результаты расчетов для плазменной газификации углей. Расчеты проводились с применением программы расчета химического и фазового равновесия многокомпонентных систем «ТЕРРА». Первоначально было определено влияние воздуха на состав горючих компонентов в общем объеме синтез-газа (рис. 3 и 4).
На рис. 3 видно, что концентрация горючих компонентов (СО+Н2+СН4) увеличивается с ростом температуры процесса, и при температуре 1200 К она составляет 52% газовой фазы и затем мало изменяется.
На рис. 4 видно, что процесс газификации начинается при температуре около 1000 К. При этом происходит снижение в общем объеме диоксида углерода (СО2) и паров воды. Концентрация азота составляет около 47%.
По результатам расчетов можно сделать вывод, что плазменная газификация Тугнуйского угля при использовании в качестве окислительного агента воздуха дает на выходе синтез-газ с процентным содержанием горючих компонентов около 52%, но с очень большим содержанием азота (около 47%).
Результаты расчетов с учетом наличия пара представлены на рис. 5 и 6. Особо следует отметить изменение удельных энергозатрат при паровой плазменной газификации угля в диапазоне температур 800-2000 К. Процесс идет в основном с поглощением теплоты, необходимой для разложения пара, а при воздушной плазменной газификации до 1650 К – с образованием дополнительно производимой теплоты, вследствие окисления углерода и других компонентов. Затем подводимая к системе теплота начинает все больше расходоваться на нагрев рабочей смеси, а не на образование горючих компонентов.
Из анализа данных видно, что максимальный суммарный выход горючих компонентов при воздушной плазменной достигается при температуре 1200 К, а в случае паровой – при 800 К. Также в равновесном составе газовой фазы при воздушной плазменной газификации угля в основном преобладает оксид углерода, а при паровой значительную долю составляет водород. Таким образом, из проведенных выше расчетов видно, что при паровой плазменно-термической обработке угля получается наиболее качественный синтез-газ с наименьшим содержанием балластов.
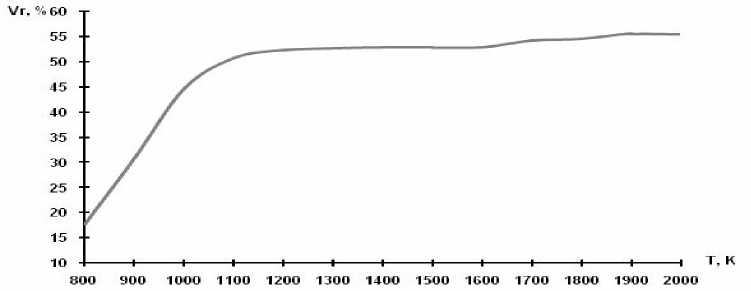
Рис. 3. Зависимость выхода горючих от температуры при воздушной плазменной газификации Тугнуйского угля
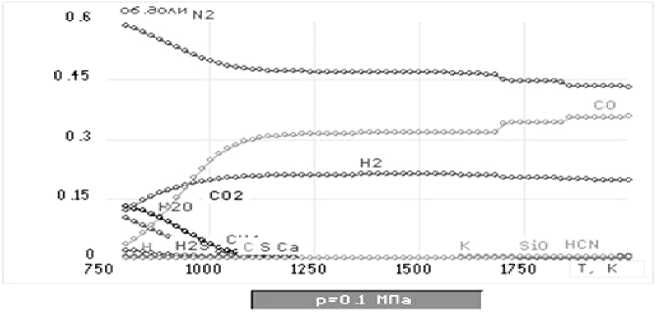
Рис. 4. Равновесный состав газовой фазы при воздушной плазменной газификации Тугнуйского угля
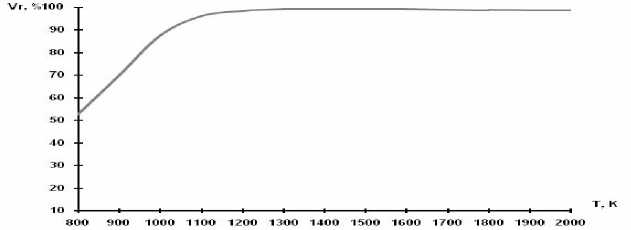
Рис. 5. Зависимость концентрации горючих компонентов от температуры при паровой плазменной газификации Тугнуйского угля
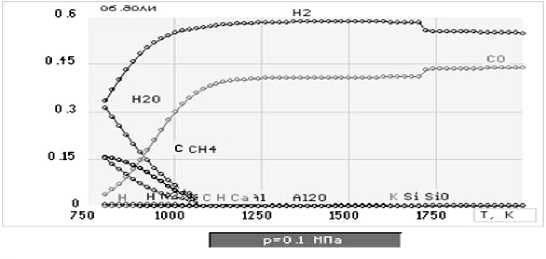
Рис. 6. Равновесный состав газовой фазы при воздушной пароплазменной газификации Тугнуйского угля
Таким образом, проведенный процентный расчет состава синтез-газа при использовании в качестве окислительного агента воздуха и пара согласуются с заданным СО-водородным числом γ в случае паровой плазменнотермической обработки угля с выходом наиболее качественного синтез-газа с наименьшим содержанием балластов при объемном содержании H2:CO=1,5/1.
