Получение Ti3SiC2 и его применение для окончательной обработки поверхностей из закаленных и незакаленных сталей

Автор: Гришин Роман Георгиевич, Латухин Евгений Иванович, Подкругляк Любовь Юрьевна, Гордиенко Ярослав Михайлович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
Представлен способ получения материала на основе карбосилицида титана и апробация его в качестве материала для окончательной обработки (полирования) поверхностей.
Карбосилицид титана, свс метод, реактор, max-фаза, шероховатость, шлифование, прижоги, полирование
Короткий адрес: https://sciup.org/148312487
IDR: 148312487 | УДК: 621.923.02
Getting Ti3SiC2 and its application for final surface treatment of hardened and unhardened steels
A method of producing a material based on titanium carbolized and testing it in the quality of the material for final processing (polishing) of the surfaces
Текст научной статьи Получение Ti3SiC2 и его применение для окончательной обработки поверхностей из закаленных и незакаленных сталей
оказывает содержание в нем кислорода: малое содержание последнего – обуславливает более качественный продукт синтеза. Для уменьшения содержания О2 в исходных реагентах и не допущения появления его во время синтеза, был использован речной песок, который является инертным сыпучим теплоизолятором и снижает доступ О2 в зону реакции.
При приготовлении исходной шихты важным требованием является однородность ее по составу. Так как взаимодействие между компонентами происходит в достаточно узкой волне горения (0,1 – 5мм), с высокой скоростью распространения по шихте (0,1 – 15 см/с). В результате чего неоднородность шихты является следствием неоднородности конечного продукта СВС синтеза.
Для приготовления шихты использовался технический С2 марки П-701.
Полученная однородная шихта загружалась в прессформу одностороннего действия. Для формования брикета использовался наиболее распространенный способ холодного формования в прессформах.
Далее прессформа была помещена в ручной гидравлический пресс в котором было создано необходимое давление 33,6 Мпа и выдержана под давлением в течение 10 секунд, после чего пресс-форма была разобрана, и из нее был извлечен полученный шихтовый брикет.
После брикетирования шихты СВС-реактор открытого типа был подготовлен к началу синтеза. Полученная шихтовая заготовка (брикет) поместили в реакционную пресс-форму, заполненную инертной порошковой средой сыпучего теплоизолятора, в качестве которого был использован речной песок. Песок хорошо отводит выделяющиеся при горении газы. После того, как заготовка была уложена на теплоизолятор, сверху на нее была положена шайба, имеющая отверстие по центру, так, что бы центр отверстия и центр заготовки совпали по оси симметрии. Направление прохождения волны горе- ния обуславливают расположение пористости в спёке. Шайба с отверстием необходима для того, чтобы волна горения проходила из центра, в результате этого пористые слои в образце располагаются горизонтально от центра, а центральная часть становится более уплотнённой. Данная осесимметричная структура спека необходима для последующего использования образца в качестве шлифовального инструмента для обработки сталей
В месте зажигания под действием высокой температуры спирали начинается реакция взаимодействия между порошками титана, кремния и сажи. Реакция взаимодействия происходит с выделением большого количество тепла (3480 кДж/кг), которое дает высокую температуру продукта 3016,85°С (3290 К). Раскаленный продукт прогревает и зажигает соседний слой смеси порошка, в котором, в свою очередь, проходит реакция синтеза с выделением большого количества тепла. Разогретый слой поочередно зажигает последующие слои. По исходной смеси порошков начинает самораспространяться реакция синтеза карбида титана в виде ярко светящейся волны горения. За волной (фронтом) горения остается раскаленный продукт Ti3SiC2, который постепенно остывает. После остывания получается спеченная масса карбосилицида титана. Схема процесса проведения СВС в реакторе представлена на рисунке 1.
В лабораторных условиях методом СВС были получены девять образцов карбосилицида титана, по три одинаковых образца из порошков каждой фракции. Использовались следующие порошки: порошок Ti марки ПТМ-3, порошок Ti марки ПТС-2, порошок Ti ТПП. Во всех полученных образцах избыток кремния составляет 20 процентов от теоретического, давление прессования образцов в прессформе одностороннего формования составляло 33,6 Мпа. Инициирование реакции саморас-пространяющегося высокотемпературного синтеза была выполнена из центра.
На растровом электронном микроскопе Jeol JSM-6390A с использованием приставки Jeol JED-2200 были получены снимки сколов с различным увеличением трех образцов, имеющих в составе титан разных фракций.
Образец №1, включающий в себя порошок Ti марки ПТМ-3. На фотографии скола образца №1 с увеличением в 500 крат (рисунок 2) наблюдается хаотичное расположение склеек пластин МАХ-фазы карбосилицида титана, длина пластин Мах-фазы варьирует от 4-5 мкм до 45-50 мкм. На данных снимках присутствуют включения TiC, представляющие собой остроугольные агломераты и агрегаты из налипших друг на друга частиц. Так же на снимках видна значительная пористость образца, поры в образце разноразмерны и расположены не равномерно.
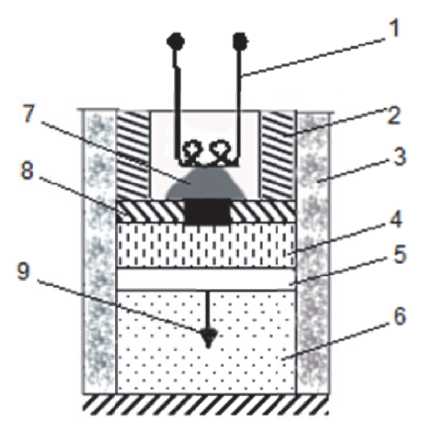
Рис. 1. Схема процесса СВС:
1 – воспламеняющая спираль, 2 – груз, 3 – песок, 4 – горячий продукт горения Ti3SiC2, 5 – фронт горения, 6 – холодные порошковые реагенты Ti+Si+C, 7 – запальная смесь, 8 – шайба с отверстием, 9 – направление горения
На фотографиях образца с 1000 кратным увеличением (рис. 3) видно, что пластины МАХ-фаз имеют остроугольные формы, на краях пластин не однородные выступы и сколы, средняя толщина варьирует от 0,5 до 3,5 мкм.
На снимке скола образца №1 с увеличением в 2000 крат (рис. 4) видно, что включения карбида титана имеют размеры от 0.5 до 6 мкм, более мелкие включения карбида титана имеют более правильную форму.
Для проверки режущих свойств материала на основе Ti3SiC2 было проведено пробное шлифование. Из карбосилицида титана был подготовлен шлифовальный круг с размерами Ø40×8. Образец из незакаленной стали 40Х был закреплен в подвижный суппорт токарного станка
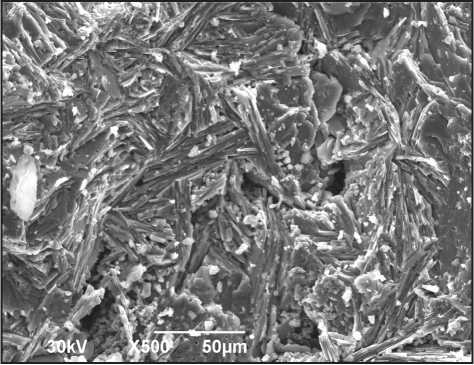
Рис. 2. Фотографии скола образца №1 в 500 кратном увеличении
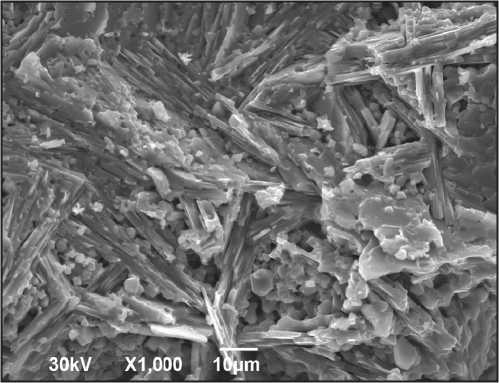
Рис. 3. Фотографии скола образца №1 в 1000 кратном увеличении
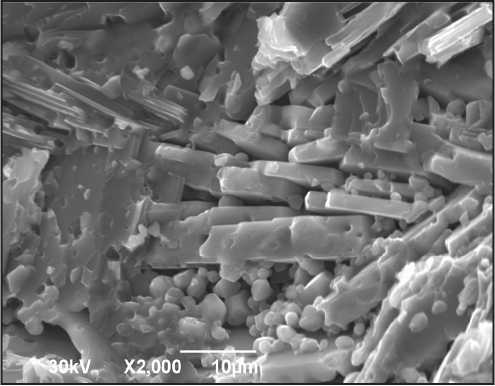
Рис. 4. Фотографии скола образца №1 в 2000 кратном увеличении
1А616. Заготовка в виде пластины с размерами 12×80×3 мм, (закрепленная в резцедержателе) была прошлифована при частоте вращения 2000 об/мин. Подача осуществлялась вручную.
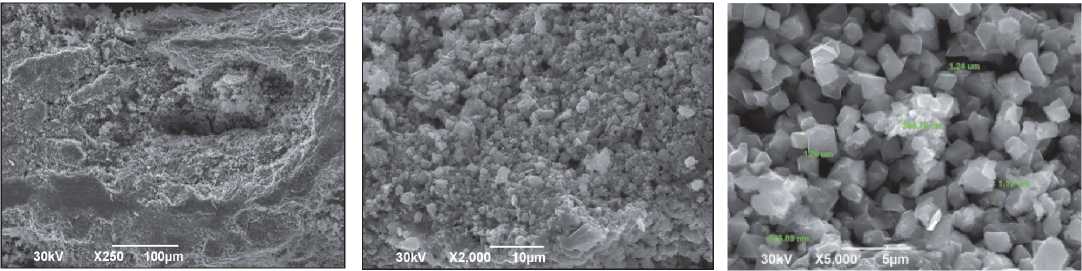
Фотографии обработанной поверхности заготовки и рабочей поверхности опытного шли- фовального инструмента, сделанные с помощью электронного микроскопа, представлены на рис. 6.
Общий вид рабочей поверхности шлифовального инструмента после 5 минут обработки представлен на рисунке 6 (а, б, в). На фотографии, сделанной с помощью электронного микроскопа с увеличением в 250 раз видна большая неоднородность пористой структуры инструмента, поры имеют размер от 1 – 10 до 100 – 150 мкм (рисунок 6,а). Поверхность состоит из разноразмерных остроугольных и округлых блоков, мелких и крупных агломератов размерами от 368,78 нанометра до 1,26 микрометра (рисунок 6,в).
На поверхности образца встречаются области с более равномерным расположением частиц и их размерностью. Фрагменты износа по форме не отличаются от остальных частиц.
На поверхности заготовки после обработки (рисунок 7), сфотографированной на электронном микроскопе с увеличением в 14 раз, видны срезы, ширина которых составляет 0,1 – 0,5 мм. При этом наблюдаются мелкие и крупные вырывы, размер которых варьирует в пределах 0,2 – 0,4 мм в ширину и 0,3 – 1 мм в длину, что обусловлено неравномерной пористостью и не равномерным расположением абразивных зерен в инструменте.
Режимы резания, полученные при данной обработке: V = 4 м/с. Это достаточно мало, чтобы процесс назывался шлифованием. Для обработки на скоростях, хотя бы 15-20 м/с, необходимы обороты шпинделя: 7000 – 9500 об/мин. Данные режимы обработки были получены на фрезерном станке ST-9 1212. Где заготовку из тех же размеров пластины закрепляли вертикально, а в вертикальный шпиндель устанавливалась оправка с шлифовальным кругом. Число оборотов задавалось от 5000 до 10000 об/мин бессту-пенчато. После увеличения с 8000-8300 об/мин и выше на обработанной поверхности стали появляться вырывы. Поэтому, квазиоптимальными посчитали 8000 об/мин.

Рис. 5. Шлифовальный круг из Ti3SiC2 на оправке

а) б ) в)
Рис. 6. Фотографии рабочей поверхности шлифовального инструмента после 5 минут обработки: а) 2500-кратное увеличение, б) 2000-кратное увеличение, в) 5000-кратное увеличение
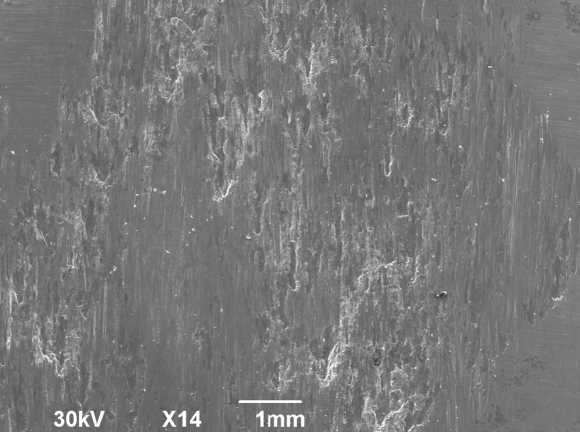
Рис. 7. Общий вид поверхности заготовки после шлифования при 14 кратном увеличении
Величина шероховатости уменьшилась с Ra25 – 10 (при V = 4 м/с) до Ra5 – 2,5 мкм (n = 8000 об/мин). Но осталась неравномерность обработки из-за радиально-параллельного расположения слоев материала в круге.
Также в качестве обрабатываемого материала была испытана закаленная сталь 40Х 52…55HRC. Обработка производилась на координатно-шлифовальном станке HAUSER-3SM.
Заготовку закрепляли в приспособлении на

а)
Рис. 8. Наладка станка на обработку: а) установка круга; б) наладка на «ось» детали

б)

Рис. 9. Обработанная поверхность из 40Х 52…55HRC
поворотном столе. Обработка производилась с режимами: частота вращения круга (Ti3SiC2) составляла 5000 об/мин с последующим бесступенчатым увеличением до 10000 об/мин. Продольная подача составляла ≈ 800 мм/мин, глубина резания 0,01 мм.
При обработке экспериментальным путем (визуальным методом определения момента появления прижогов на обработанной поверхности) были выявлены квазиоптимальные обороты круга – 7800 – 8300 об/мин.
Величина шероховатости Ra снизилась с 0,25 до 0,16 мм, что является положительным результатом (рисунок 9). Хотя можно сделать выводы, что данный круг из Ti3SiC2 можно использовать с учетом появления прижогов не при шлифовальной, а при полировальной обработке, т.к. наблюдается малое снижение шероховатости и значительно большее снижение гранности поверхности.
GETTING TI3SIC2 AND ITS APPLICATION FOR FINAL SURFACE TREATMENT OF HARDENED AND UNHARDENED STEELS
Evgeny Latukhin, Candidate of Technics, Associate Professor.
Lubov Pokruglyak, Senior Lecturer .
Yroslav Gordienko, Student .
