Получение высокорастяжимой нити однопроцессным способом на машине ПК-100

Автор: Павлюченко Павел Павлович, Медвецкий Сергей Сергеевич, Конопатов Евгений Анатольевич
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (19), 2010 года.
Бесплатный доступ
Статья посвящена разработке нового способа получения высокорастяжимой нити на машине ПК-100. Целью экспериментальных исследований являлась оптимизация технологического процесса получения высокорастяжимой нити, а также установление степени влияния параметров формирования высокорастяжимой нити на модернизированной машине ПК-100 на ее свойства и подбор оптимальных величин первого и второго кручения.
Текстильные материалы, высокорастяжимая нить, прядильно-крутильные машины, формирование нитей, способы формирования, однопроцессный способ, параметры формирования, кручение нитей, первое кручение, второе кручение
Короткий адрес: https://sciup.org/142184673
IDR: 142184673
Onestage technology for production of elastic yarn on twisting machine with hollow spindle
The article is devoted to a creating a new technology for manufacturing of elastic yarn on the twister with follow spindle. The aim of experimental research was the optimisation of technological process of manufacturing of elastic yarn and determining the influence of parameters of the elastic yarn forming on the modernised twister with hollow spindle on its properties and selection of optimum values of the first and second twisting.
Текст научной статьи Получение высокорастяжимой нити однопроцессным способом на машине ПК-100
В Витебском государственном технологическом университете на кафедре «Прядение натуральных и химических волокон» разработан способ получения высокорастяжимой нити однопроцессным способом на машине ПК-100. Высокорастяжимая нить используется вместе с неэластичными волокнами для изготовления трикотажных изделий и придает одежде свойства эластичности и растяжимости, обеспечивая ее функциональность, удобство, возможность хорошего покроя и стабильность формы.
В настоящее время производство обкрученных эластомерных нитей производится на специализированном оборудовании, характерным признаком которого является расположение полых веретен друг над другом. Такое расположение увеличивает габариты машины по высоте и усложняет заправку веретен.
Целью данных экспериментальных исследований являлось установление влияния параметров формирования высокорастяжимой нити на модернизированной машине ПК-100 на ее свойства, а также определение оптимальных величин первого и второго кручения.
Главным преимуществом данного cпособа получения высокорастяжимой нити является то, что он реализуется на базе уже готовой машины – необходима всего лишь ее модернизация, заключающаяся в устранении питающей рамки и вытяжного прибора из заправки машины, установки переходного валика и нитенаправителя. Производство нити происходит однопроцессным способом, аналогично современному зарубежному оборудованию.
На рисунке 1 представлена технологическая схема получения высокорастяжимой нити однопроцессным способом на машине ПК-100.
Паковка с высокорастяжимым компонентом 2 устанавливается на бобинодержатель и прижимается к мотальному барабанчику 1. Скорость вращения мотального барабанчика меньше скорости оттяжной пары 12 в необходимое количество раз для создания необходимого растяжения высокорастяжимого компонента. Далее высокорастяжимая нить через нитепроводник 3 поступает снизу в канал полого веретена 5, где скручивается при выходе из веретена с пряжей 6. При этом происходит первое кручение нити. Затем нить поступает через нитенаправитель 8 и вращающийся направляющий ролик 9 во второе веретено, где происходит скручивание нити с пряжей 10. При этом происходит второе кручение и окончательное формирование высокорастяжимой нити. Сформированная нить 11 с помощью оттяжной пары 12 и раскладывающегося прутка 13, мотального барабанчика 14 наматывается на выпускную паковку 15.
Рисунок 1 – Технологическая схема модернизированной прядильно-крутильной машины ПК-100 для получения высокорастяжимых нитей
В качестве обкруточного компонента может быть использована хлопчатобумажная, полушерстяная пряжа, комплексные и текстурированные химические нити. В качестве стержневой эластомерной нити может быть использована нить «Спандекс», Дорластан или LYCRA®.
В условиях лаборатории кафедры ПНХВ были проведены экспериментальные исследования по оптимизации технологического процесса получения комбинированной высокорастяжимой нити, при выполнении которых в качестве стержневого компонента использовалась эластомерная нить «Спандекс» линейной плотности 50 текс. В качестве обкруточного компонента использовалась полушерстяная пряжа линейной плотности 22 текс производства ОАО «Полесье».
Предварительные эксперименты позволили установить интервалы варьирования величин первого ( X ) и второго ( Y ) кручений, при которых происходит устойчивое формирование высокорастяжимой нити. Уровни X и Y представлены в таблице 1.
Величина крутки при первом и при втором кручении изменялась на машине частотой вращения веретен.
Таблица 1 – Уровни и интервалы варьирования входных параметров
|
Варьируемые параметры |
Ед. измер. |
Интервал варьирования |
Уровни факторов |
||
|
-1 |
0 |
+1 |
|||
|
X – крутка при первом кручении |
кр/м |
100 |
1480 |
1580 |
1680 |
|
Y – крутка при втором кручении |
100 |
970 |
1070 |
1170 |
|
Исследования свойств крученой эластомерной нити проводились в условиях лаборатории кафедры ПНХВ по существующим методикам. Был проведен полный двухфакторный эксперимент по матрице Коно. При проведении эксперимента нарабатывались 9 образцов высокорастяжимой пряжи, которые проверялись по всем необходимым показателям.
В качестве критериев оптимизации выступали:
– равновесность крученой пряжи, кр/м;
– растяжимость крученой пряжи, %
– коэффициент вариации по длине витка первого кручения, %;
– коэффициент вариации по длине витка второго кручения, %.
Данные показатели в наибольшей степени характеризуют качество формирования высокорастяжимой нити и возможность ее дальнейшей переработки в трикотажном производстве.
Растяжимость определялась по следующей формуле:
R = L 1 - L0 e 100%
L0
, где L0 – первоначальная длина образца,
L 1 – длина образца после растяжения.
Коэффициенты вариации по длине витков первого и второго кручения в наибольшей степени отражают равномерность обкрутки эластомерного сердечника нитями. Чем меньше данный показатель, тем лучше внешний вид пряжи и полученных из нее изделий. Данный показатель рассчитывался при оценке вариации между тридцатью двухсантиметровыми отрезками пряжи. Отрезок пряжи разбирался на витки первого и второго кручения, а затем оценивалась неровнота между длиной витков отдельно для первого и второго кручения.
Линейная плотность нитей определялась согласно ОСТ 17-247.0-81 «Нить полиуретановая «Спандекс» обкрученная. Метод определения линейной плотности».
В результате обработки экспериментальных данных были получены уравнения моделей для следующих величин:
для равновесности высокорастяжимой пряжи
N = 5.6 - 2.8·X + 0.33·Y + 3.33·Y2 - 0,75X·Y;
для растяжимости высокорастяжимой пряжи
Y2 = 49,8 + 3.5·X + 4.3·Y + 2.36·X2 - 0.75X·Y;
для коэффициента вариации по длине витка первого кручения
CV1 = 5.3 - 0.87X + 1.1-X2 + 0.25^X^Y;
для коэффициента вариации по длине витка второго кручения
CV2 = 5- 0.85^X -0.48^Y + 2.09^X2 + 1.87^Y2.
На основании полученных регрессионных моделей был построен совмещенный график (рис. 2) зависимости критериев оптимизации от входных параметров эксперимента для нахождения зоны оптимума. По оси Х отложена в натуральных значениях первичная крутка, а по оси Y – вторичная крутка.
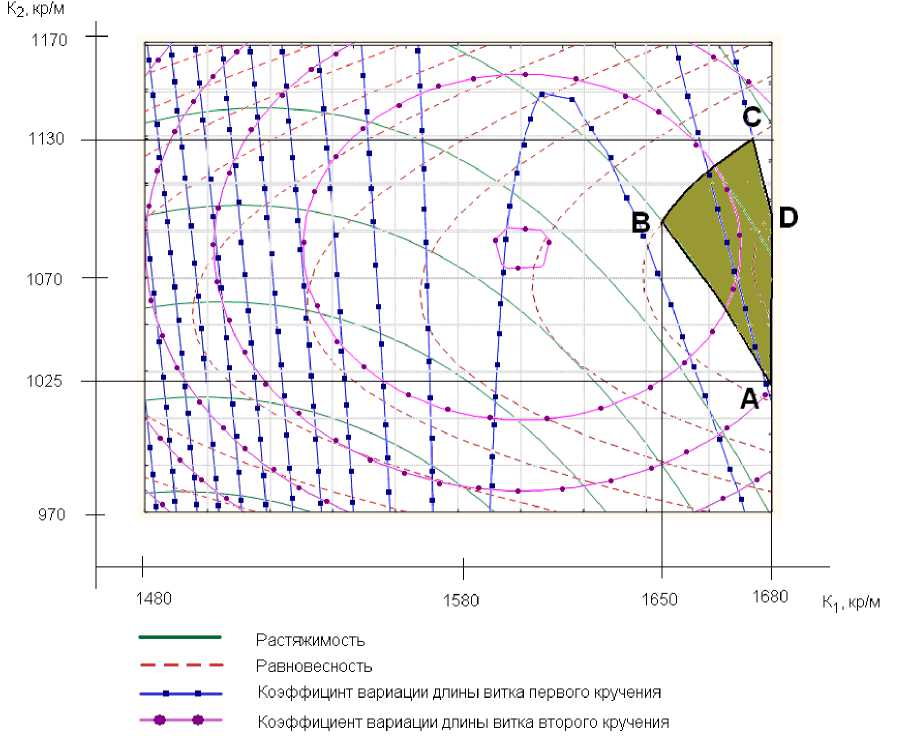
Рисунок 2 – Совмещенный график линий равного уровня зависимости свойств крученой эластомерной нити от величины первого и второго кручения
Свойства полученной высокорастяжимой пряжи при оптимизации параметров процесса кручения сравнивались со свойствами аналогичной высокорастяжимой пряжи производства Российской Федерации, используемой при производстве трикотажных изделий на ОАО «Полесье». К данному виду пряжи на ОАО «Полесье» предъявляются следующие требования:
– растяжимость пряжи не менее 54%;
– равновесность пряжи не более 10 кр/м;
– коэффициент вариации длины витка первого кручения – не более 5,4 %;
– коэффициент вариации длины витка второго кручения – не более 7 %.
Оптимальному сочетанию величин первичной и вторичной крутки соответствует область АВСD.
Таким образом, оптимальные параметры кручения высокорастяжимой пряжи, согласно полученной оптимальной зоне, следующие:
– первичная крутка 1650 < К 1 < 1680 , кр/м;
– вторичная крутка 1025 < К 2 < 1130 , кр/м.
Для определения оптимального предварительного растяжения эластомерной нити «Спандекс» при формировании высокорастяжимой нити проведены экспериментальные исследования с целью установления влияния данного показателя на эластичные свойства крученой эластомерной нити. Предварительное натяжение необходимо для получения высокорастяжимой нити с заданными эластическими, деформационными свойствами: создается на машине ПК-100 за счет разницы скоростей оттяжной пары 12 и скорости подачи эластомерного компонента валом 1 (рис. 1). Эксперимент проводился при постоянном соотношении круток К1 / К2 = 1,48. Скорость оттяжной пары 12 V1 оставалась неизменной, равной 6 м/мин, т.к. крутка и соотношение круток при проведении эксперимента должно было оставаться постоянным. Предварительное растяжение «Спандекса» ε изменялось скоростью вращения мотального вала V2:
V 1
V 2
.
При различных соотношениях скоростей на опытном стенде были наработаны образцы крученой эластомерной нити и проверены следующие эластичные свойства:
– линейная плотность крученой эластомерной нити, Текс;
– равновесность;
– растяжимость, %;
– жесткость нити сН/мм;;
– относительная остаточная деформация ( Еост ), %;
На основании полученных данных были построены графики зависимости критериев оптимизации от величины предварительного растяжения «Спандекса» (рис.3).
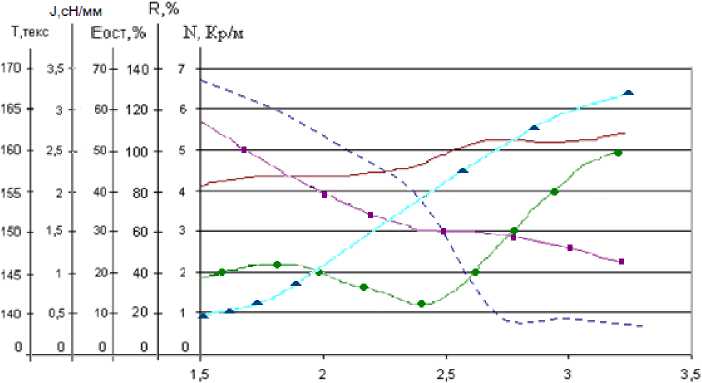
Рисунок 3 – Совмещенный график влияния предварительного растяжения «Спандекса» на эластичные свойства высокорастяжимой нити
Проанализировав данные графика, можно сделать следующие выводы:
– при увеличении предварительного растяжения комплексной нити «Спандекс» более чем в 2,5 раз нить становится более равновесной. Это объясняется тем, что большая усадка готовой нити после выхода из зоны формирования в большей степени компенсирует образующийся крутящий момент в нити;
– линейная плотность высокорастяжимой нити напрямую зависит от предварительного растяжения «Спандекса» и возрастает при его увеличении со 139,9 до 168,2 текс, т.к. витки первой и второй обкручивающих нитей больше сжимаются и усаживаются при сжатии высокорастяжимого сердечника, тем самым увеличивается количество витков обкручивающей пряжи на единицу длины нити и ее линейная плотность. В результате обработки экспериментальных данных средняя линейная плотность получилась равной 145 текс.
– растяжимость нити увеличивается с 85,6% до 107,2% при увеличении предварительного растяжения «Спандекса», поскольку более вытянутый «Спандекс» больше усаживается вместе с готовой нитью.
Для определения жесткости от каждого из наработанных образцов было взято по пять десятисантиметровых отрезков, к которым подвешивался на время груз массой m (5 г). Жесткость определялась по следующей формуле:
Список литературы Получение высокорастяжимой нити однопроцессным способом на машине ПК-100
- Смирнов, Л. С. Текстурирование нити/Л. С. Смирнов, В. Н. Шавлюк. -Москва: Легкая индустрия, 1979. -232 с.
- ОСТ 17-247.0-81. Нить полиуретановая Спандекс обкрученная. Метод определения линейной плотности. -Москва, 1983. -7 с.
