Порядок проведения контроля первого изделия

Автор: Благих Д.К.
Журнал: Экономика и социум @ekonomika-socium
Статья в выпуске: 12 (43), 2017 года.
Бесплатный доступ
Статья посвящена описанию порядка проведения контроля первого изделия (First Article Inspection - FAI), применяемого в работе Заказчика с его Поставщиками - разработчиками и изготовителями комплектующих изделий гражданской авиации. Главная цель проведения контроля первого изделия - получить объективные и задокументированные свидетельства того, что все инжиниринговые, конструкторские и технические условия правильно поняты, учтены, верифицированы и задокументированы, а также провести валидацию операций производства (включая производство измерительных и обрабатывающих инструментов, приспособлений для обработки и сборки) новой (или модернизированной) Продукции. Контроль первого изделия можно считать основным требованием, которое должно быть выполнено перед запуском серийного производства. В статье описаны этапы осуществления контроля первого изделия: планирование, подготовка, изготовление и проведение.
Контроль первого изделия, верификация, валидация, контроль, документирование, независимый процесс
Короткий адрес: https://sciup.org/140235206
IDR: 140235206
Order of monitoring procedure of the first article inspection
Article is devoted to the description of an order of monitoring procedure of the first article inspection (First Article Inspection - FAI) applied in work of the Customer with his Suppliers - developers and manufacturers of components of civil aviation. The main goal of monitoring procedure of the first product - to receive the objective and documented certificates of the fact that all engineering, design and technical specifications are well understood, considered, verified and documented and also to carry out validation of operations of production (including production of the measuring and processing tools, devices for processing and assembly) new (or modernized) Production. First Article Inspection can be considered the main requirement which has to be executed before start of serial production. In article stages of control of the first product are described: scheduling, preparation, production and carrying out.
Текст научной статьи Порядок проведения контроля первого изделия
Контроль первого изделия (далее – КПИ) проводится с целью:
-
• оценки предоставляемых Поставщиком объективных доказательств соответствия первого серийного изделия требованиям технической документации;
-
• оценки способности производственного процесса Поставщика производить изделия, соответствующие требованиям технической документации и Заказчика.
Наглядные цели проведения КПИ представлены на Рисунке 1.
Снижать уровень дефектности
Повышение удовлетворенности потребителя
Повышение конкурентоспособности
Снижение затрат на рекламации
Предотвращать дефекты

Снижение рисков Устранение причин отклонений процессов
Уменьшение себестоимости
Сокращение доработок продукции
Сокращение времени на выполнение заказа
Подготовка серийного производства
Необходим контроль и оценка подготовки производства для определения степени готовности и уровня рисков на этапе серийного производства
Рисунок 1
Контроль первого изделия осуществляется в 4 этапа
-
• планирование и согласование работ по КПИ;
-
• подготовка к проведению КПИ;
-
• изготовление опытной партии изделий;
-
• проведение КПИ.
Схема планирования, подготовки и проведения Контроля первого изделия для Поставщиков, являющихся разработчиками поставляемых изделий, представлена на Рисунке 2.
Планирование и согласование работ по КПИ
Выполнение работ по КПИ
Заказчик и Поставщик
Отправка
Поставщику требований к работам по КПИ

RFP Запрос на технико-коммерческо предложе
X
га
е
Заказчик
Поставщик и Заказчик
Запрос Плана
Согласование
Плана

Согла сование контракта

ЭТАП 1 Подготовка к проведению КПИ
Поставщик
Предоставление документов по Плану

Размещение заказа

Заказчик
Анализ готовности Поставщика к Этапу 2

Поставщик
Выполнение работ по Плану
ЭТАП 3 Проведение КПИ
Поставщик
Предоставление документов по Плану
Заказчик
Заказчик
Письмо-подтверждение Поставщика
Проект
Плана по КПИ
Ведомость исполнения, План по КПИ
Документы
Этапа 1 (см. Приложение №3)
Результаты анализа предоставленных документов

Решение о переходе к
Этапу 2
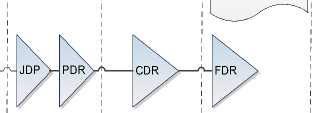
Рисунок 2
Документы
Этапа 3 (см. Приложение №3)

Анализ Акта КПИ.
Проверка опытной партии изделий (при необходимости)
Одобрение КПИ

Утвержденный Заказчиком Акт КПИ

Заключение о готовности к серийному производству
Схема планирования, подготовки и проведения КПИ для договоров, не предусматривающих выполнение опытно-конструкторских работ представлена на Рисунке 3.
Планирование проведения КПИ производится с целью:
-
• определения объема доказательной документации и сроков ее предоставления;
-
• определения мероприятий и сроков их проведения, которые Поставщик намерен предпринять для проведения КПИ.
Подготовка к проведению КПИ производится с целью оценки готовности Поставщика к изготовлению первого изделия.
Процесс КПИ может выполняться в полном или в неполном объеме.
Планирование и согласование работ по КПИ
Выполнение работ по КПИ
ЭТАП 1 Подготовка к проведению КПИ
Заказчик и
Поставщик
Отправка
Поставщику требований к работам по КПИ

RFP Запрос на технико-коммерческо предложе
Заказчик
Запрос Плана
Поставщик и Заказчик
Поставщик
Предоставление документов по Плану
Согласование Плана
Согла сование контракта
Размещение заказа
Заказчик
Анализ готовности Поставщика к Этапу 2

Поставщик
Выполнение работ по Плану
ЭТАП 3 Проведение КПИ
Поставщик
Заказчик
Заказчик
Предоставлен ие документов по Плану
Анализ Акта КПИ .
Проверка опытной партии изделий (при необходимости)
Одобрение КПИ

Ведомость исполнения, План по КПИ
Письмо-согласие Поставщика с требованиями
Результаты анализа предоставленн ых документов
Проект
Плана по КПИ
Рисунок 3
Поставка опытного образца
Решение о переходе к Этапу 2
Документы Этапа 1 (см. Приложение №3)

Документы
Этапа 3 (см. Приложение № 3)

Утвержденный Заказчиком Акт КПИ

Заключение о готовности к серийному производству
Процесс КПИ в полном объеме выполняется в случае:
-
• начала изготовления утвержденным Поставщиком нового изделия или внедрения главного изменения комплектующего изделия;
-
• начала производства утвержденным Поставщиком на новой
производственной площадке;
-
• замены субпоставщика, изменения производственной площадки (например, изменение расположения оборудования), которые могут отразиться на сборке, функциональности изделия и геометрических характеристиках;
-
• простоя производства утвержденного Поставщика более чем 2 года (проводится по решению Заказчика);
-
• изменений условий производства вследствие естественных (происшедших в силу объективных причин, например, наводнение) или искусственных (специально организованных, например, изменение температурно-влажностного режима в цехе) событий, которые имеют влияние на производственный процесс;
-
• мотивированного запроса Заказчика.
Процесс КПИ в неполном объеме выполняется в случае:
-
• второстепенного изменения комплектующего изделия, влияющего на сборку, функциональность изделия, геометрические характеристики;
-
• изменения технологического маршрута изготовления деталей;
-
• изменения управляющих программ для выполнения особо
ответственных операций на станках с программным управлением (или введения новых программ);
-
• изменения технологического процесса производства в части используемого оборудования, оснастки, методов контроля, специальных
средств контроля, которые могут повлиять на сборку, функциональность изделия и геометрические характеристики;
-
• изменения параметров специальных процессов;
-
• изменения изделия или технологии, связанных с устранением несоответствий, выявленных в ходе ранее проведенного КПИ;
-
• мотивированного запроса Заказчика в установленном Заказчиком объеме.
Процесс КПИ включает планирование работ по КПИ и непосредственное выполнение КПИ.
Выполнение КПИ делится на три этапа:
-
• этап 1: подготовка к проведению КПИ;
-
• этап 2: изготовление опытной партии изделий;
-
• этап 3: выполнение КПИ.
Контроль первого изделия считается одобренным Заказчиком после утверждения им Акта КПИ.
Акт КПИ утверждается Заказчиком при получении полного пакета документов, подтверждающего:
-
• соответствие опытной партии изделий установленным требованиям;
-
• способность производственного процесса Поставщика производить изделия, соответствующие установленным требованиям.
В случае получения положительных результатов КПИ Заказчик дает заключение о готовности к серийному производству.
В случае получения неудовлетворительных результатов КПИ Заказчик после анализа отклонений принимает решение о возможности проведении повторного КПИ в полном или неполном объеме.
Список литературы Порядок проведения контроля первого изделия
- ГОСТ Р 56176-2014 Системы менеджмента качества организаций авиационной, космической и оборонных отраслей промышленности. Управление стабильностью ключевых характеристик
- Авиационные правила. Часть 21. Сертификация авиационной техники, организаций разработчиков и изготовителей.
- Руководство 21.2D Процедуры сертификации и контроля за производством изделий гражданской авиационной техники.
