Построение диаграммы предельных деформаций формоизменения листовых заготовок из авиационных алюминиевых сплавов

Автор: Феоктистов С.И., Андрианов И.К.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Механика
Статья в выпуске: 1 т.23, 2023 года.
Бесплатный доступ
Введение. Современное развитие штамповочного авиастроительного производства неразрывно связано с оценкой предельных возможностей листовых заготовок. Однако малоизученным является вопрос бездефектного формоизменения заготовок из авиационных алюминиевых сплавов. Важность данного вопроса связана с тем, что алюминиевые сплавы достаточно часто используются при изготовлении тонкостенных изделий авиационного назначения. При реализации процессов формообразования возможно появление различных дефектов - гофрообразования или недопустимого утонения. В связи с этим целью работы являлось построение диаграммы предельных деформаций основных авиационных сплавов и проведение сравнительного анализа кривых предельного деформирования для данных материалов.Материалы и методы. Для учета больших деформаций были использованы логарифмические деформации, обладающие свойством аддитивности. Построение диаграммы предельных деформаций формоизменения проводилось в постановке деформационной теории пластичности. Вопрос построения диаграммы предельных деформаций рассмотрен на основании критерия положительности производной силы нагружения. В области отрицательных значений наименьших главных деформаций для построения кривой предельного деформирования использовался критерий Хилла, а в зоне положительных значений главных наименьших логарифмических деформаций - критерий Свифта. При построении диаграммы предельного деформирования использовалась степенная аппроксимация закона упрочнения.Результаты исследования. Получены кривые предельных деформаций для авиационных сплавов: АМг-6, Д16АТ, АМг2М, 1201-Т, АМцМ. Согласно проведенному сравнительному анализу областей безопасного формоизменения, сопоставлены значения деформаций начала шейкообразования и их влияние на изменение положения кривой предельного деформирования заготовок: чем больше деформация шейкообразования, тем выше положение кривой предельных деформаций. Описана концепция диаграммы предельных деформаций Килера. Представлены подходы к построению критериев Хилла и Свифта, используемых по результатам испытания листовых образцов на разрыв.Обсуждение и заключения. На основании построенных кривых предельных деформаций для авиационных сплавов АМг-6, Д16АТ, АМг2М, 1201-Т, АМцМ выяснили, что наибольшую область безопасного формоизменения имеет сплав АМг2М, наименьшую - сплав 1201-Т, что объясняется отличием относительных деформаций начала шейкообразования. Проведенное исследование позволило оценить возможности бездефектного формоизменения тонкостенных заготовок из основных авиационных алюминиевых сплавов. Применение построенных диаграмм предельного деформирования позволит прогнозировать появление разрывов в процессе формообразования листовых заготовок.
Листовая штамповка, диаграмма предельных деформаций, логарифмические деформации, диаграмма хилла-свифта
Короткий адрес: https://sciup.org/142238085
IDR: 142238085 | УДК: 539.3 | DOI: 10.23947/2687-1653-2023-23-1-7-16
Construction of forming limit diagram for sheet blanks from aviation aluminum alloys
Introduction. The modern development of stamping aircraft manufacturing is inextricably linked with the assessment of the limiting capabilities of sheet blanks. However, the issue of defect-free forming of blanks made of aviation aluminum alloys is understudied. The importance of this issue is due to the fact that aluminum alloys are often used in the manufacture of thin-walled products for aviation purposes. During the implementation of shaping processes, various defects may appear, specifically, corrugation or unacceptable thinning. In this regard, the objective of the work was to construct a diagram of the limit deformations of the base aviation alloys and to conduct a comparative analysis of the limit deformation curves for these materials.Materials and Methods. Logarithmic deformations with the property of additivity were used to account for large deformations. The construction of the diagram of the limit deformations was carried out in the formulation of the deformation theory of plasticity. The issue of constructing a diagram of limit deformations was considered on the basis of the positivity criterion of the loading force derivative. In the area of negative values of the smallest major deformations, the Hill criterion was used to construct the limit deformation curve, and in the area of positive values of the smallest major logarithmic deformations, the Swift criterion was used. When constructing the limit deformation diagram, a power approximation of the hardening rule was used.Results. The curves of limiting deformations for the following aviation alloys were obtained: AMg6, D16AT, AMg2M, 1201-T, AMcM. According to the comparative analysis of the areas of safe forming, the values of deformations of the beginning of necking and their influence on the change in the position of the curve of the limiting deformation of blanks were compared: the greater the deformation of the neck formation, the higher the position of the curve of the limiting deformations. The concept of the Keeler's limit deformation diagram was described. Approaches to the construction of the Hill-Swift criteria used on the basis of the results of tensile testing of sheet specimens were presented.Discussion and Conclusions. Based on the constructed curves of limiting deformations for aviation alloys, AMg-6, D16AT, AMg2M, 1201-T, AMcM, the following has been found. AMg2M alloy has the largest area of safe forming, 1201-T alloy has the smallest one. That is explained by the difference in relative deformations of the beginning of neck formation. The conducted research made it possible to evaluate the possibilities of defect-free forming of thin-walled blanks made of basic aviation aluminum alloys. The use of the constructed diagrams of limiting deformation will provide predicting the appearance of breaks in the process of forming sheet blanks.
Текст научной статьи Построение диаграммы предельных деформаций формоизменения листовых заготовок из авиационных алюминиевых сплавов
проекту СП-2200.2022.5 «Разработка моделей и алгоритмов расчёта пластического формообразования заготовок штамповочного производства».
Original article
Construction of Forming Limit Diagram for Sheet Blanks from Aviation Aluminum Alloys
Sergey I Feoktistov , Ivan K Andrianov M
Introduction . The modern development of stamping aircraft manufacturing is inextricably linked with the assessment of the limiting capabilities of sheet blanks. However, the issue of defect-free forming of blanks made of aviation aluminum alloys is understudied. The importance of this issue is due to the fact that aluminum alloys are often used in the manufacture of thin-walled products for aviation purposes. During the implementation of shaping processes, various defects may appear, specifically, corrugation or unacceptable thinning. In this regard, the objective of the work was to construct a diagram of the limit deformations of the base aviation alloys and to conduct a comparative analysis of the limit deformation curves for these materials.
Materials and Methods. Logarithmic deformations with the property of additivity were used to account for large deformations. The construction of the diagram of the limit deformations was carried out in the formulation of the deformation theory of plasticity. The issue of constructing a diagram of limit deformations was considered on the basis of the positivity criterion of the loading force derivative. In the area of negative values of the smallest major deformations, the Hill criterion was used to construct the limit deformation curve, and in the area of positive values of the smallest major logarithmic deformations, the Swift criterion was used. When constructing the limit deformation diagram, a power approximation of the hardening rule was used.
Results . The curves of limiting deformations for the following aviation alloys were obtained: AMg6, D16AT, AMg2M, 1201-T, AMcM. According to the comparative analysis of the areas of safe forming, the values of deformations of the beginning of necking and their influence on the change in the position of the curve of the limiting deformation of blanks were compared: the greater the deformation of the neck formation, the higher the position of the curve of the limiting deformations. The concept of the Keeler's limit deformation diagram was described. Approaches to the construction of the Hill-Swift criteria used on the basis of the results of tensile testing of sheet specimens were presented.
Discussion and Conclusions. Based on the constructed curves of limiting deformations for aviation alloys, AMg-6, D16AT, AMg2M, 1201-T, AMcM, the following has been found. AMg2M alloy has the largest area of safe forming, 1201-T alloy has the smallest one. That is explained by the difference in relative deformations of the beginning of neck formation. The conducted research made it possible to evaluate the possibilities of defect-free forming of thin-walled blanks made of basic aviation aluminum alloys. The use of the constructed diagrams of limiting deformation will provide predicting the appearance of breaks in the process of forming sheet blanks.
Acknowledgements . Appreciation is expressed to the “Council for grants of the President of the Russian Federation for state support of young Russian scientists and for state support of leading scientific schools of the Russian Federation” for financial support of the research under scholarship project SP-2200.2022.5 “Development of models and algorithms for calculating the plastic shaping of blanks for stamping production”.
Введение. Современное развитие авиационного производства неразрывно связано с исследованием процессов листовой штамповки. Одной из основных проблем в задаче формообразования является прогнозирование дефектов, в частности, утонений, разрывов, гофрообразования. Данные вопросы связаны с оценкой предельных возможностей заготовки. Под предельным формообразованием листовой заготовки будем понимать способность материала деформироваться до требуемой геометрии без шейкообразования или разрушения.
На сегодняшний день проблема прогнозирования дефектов листовых заготовок в процессе штамповки решается с помощью следующих методов:
-
- эмпирических, основанных на механических испытаниях на простое растяжение металлических образцов, тонких листов и лент, испытаний на изгиб, а также методов испытаний труб на раздачу и протяжку;
-
- теоретико-эмпирических, которые основаны на использовании и распространении результатов испытаний образцов на одноосное растяжение на другие схемы деформирования заготовок;
-
- теоретических, в основе которых лежит использование критериев предельного деформирования, в частности, при изготовлении тонкостенных изделий. Основоположниками этих методов были Дж. Закс, Р. Хилл, А. Д. Томленов, В. Д. Головлев, Г. Д. Дель, З. Марчиняк, А. Д. Матвеев, Дж. Д. Любан [1–20].
Следует отметить, что недостатком эмпирических и теоретико-эмпирических методов является ограниченный круг использования результатов.
Наиболее важным шагом в решении вопроса прогнозирования дефектов тонкостенных изделий стала разработка концепции диаграммы предельных деформаций (FLD), предложенная Килером [16–20], которая на сегодняшний день является общепринятой в решении задач листовой штамповки. FLD-диаграммы широко используются в CAE-программных системах AUTOFORM и PAM-STAMP 2G.
Экспериментальные методы построения диаграмм деформирования основываются на методике испытаний, представленных в трудах Марчиняка и Наказимы. Следует также отметить, что вопросы пластического разрушения листовых заготовок рассматривались в [17–19]. В последнее десятилетие интерес к построению FLD-диаграмм существенно вырос, большинство зарубежных исследований направлено на экспериментальное построение диаграмм для конкретных материалов, а также численное моделирование процессов формоизменения с помощью конечно-элементных методов, что отражено в трудах [20–30]. Теоретические аспекты построения FLD-диаграмм и диаграмм деформирования III рода представлены в работах [31, 32].
Важно отметить, что диаграмма предельных деформаций позволяет оценить начало шейкообразования, которое в процессе деформирования заканчивается разрушением образца. FLD-диаграмма связывает значения главных логарифмических деформаций, действующих в плоскости листа. Диаграммы предельных деформаций позволяют не только прогнозировать разрушение заготовки, но и оценивать наличие других дефектов, в частности, складкообразование, утонения, которые, в свою очередь, понижают качество штампуемой детали. Основными зонами FLD-диаграммы являются зоны разрушений, возможных разрывов, безопасного формоизменения, вероятного образования складок и складкообразования (рис. 1) [31].
е 1
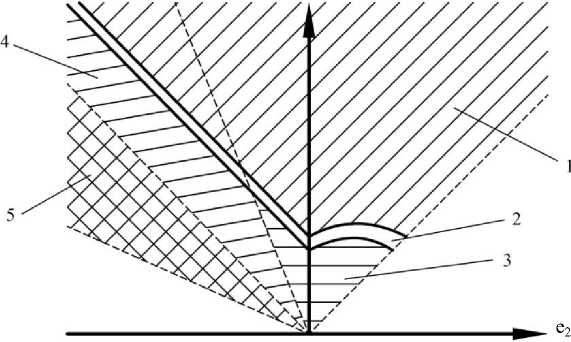
Рис. 1. Диаграмма предельных деформаций: 1 — зона разрушений; 2 — зона возможных разрывов;
3 — зона безопасного формообразования; 4 — зона вероятного образования складок; 5 — зона складкообразования [31]
Механика
Материалы и методы. При описании процессов формообразования тонкостенных заготовок момент перехода в стадию пластичности определяется в соответствии с критерием Губера-фон Мизеса [33]:
at = Т'^Г+^Т-^^ = О"Т , где а1, a2 — главные истинные напряжения, при а3 = 0 ввиду малой толщин заготовки; ai — интенсивность истинных напряжений; аТ — предел текучести.
В соответствии с деформационной теорией пластичности зависимость между интенсивностью напряжений и интенсивностью логарифмических деформаций определяется как:
^^i-^)'
^F^-?1)'
I'
где е1, е2, — главные деформации.
Поскольку в задачах листовой штамповки процессы формоизменения могут происходить в несколько переходов, поэтому рассматриваются большие деформации. Применение относительных деформаций недопустимо. В связи с этим деформированное состояние в (1) представлено в истинных логарифмических деформациях.
Интенсивность главных деформаций:
6i = -=/62 + е2 +6162.
Отношение главных деформаций и главных истинных напряжений:
а = |,0 = ^.
На основании соотношения (1) и (2), связь между а и /? определяется:
2а+1
в 2+а .
Согласно выражению (2), критерий Губера-Мизеса имеет вид:
O = 01^1 - в + в2 = От ,
а интенсивность деформаций:
-7=6^1 + а + а2.
Для оценки начала шейкообразования на сегодняшний день используется критерий положительности производной силы нагружения, основоположниками которого являются Дж. Закс и Дж. Д. Любан [17]. Cогласно описанному критерию, деформирование образца является устойчивым при положительном приращении растягивающего усилия. Момент неустойчивого деформирования с последующим растяжением начинается при ДР = 0 и продолжается при ДР < 0 (рис. 2).
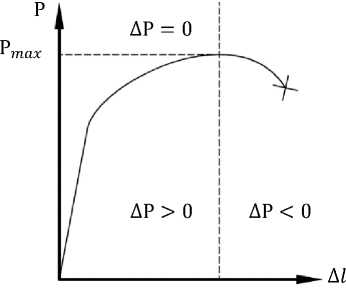
Рис. 2. Индикаторная диаграмма одноосного растяжения образца [33]
Диаграмму деформирования алюминиевых сплавов, получаемую по результатам испытания на одноосное растяжение, при теоретическом анализе диаграмм предельных деформаций формоизменения аппроксимируют степенной функцией [18, 19, 31, 32]:
as = Ае” или ai = Ае”,
где as = P/F — истинное напряжение; Р — растягивающее усилие; F — текущая площадь сечения образца; е = ln(1 + Д1/1 0 ) , а А и п — коэффициенты степенной аппроксимации.
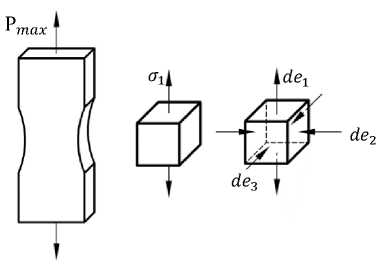
Используя критерий положительности производной силы нагружения и степенную аппроксимацию диаграммы деформирования III рода, можно получить связь между предельной деформацией образца в момент возникновения рассеянной шейки и коэффициентом степенной аппроксимации n при условии ДР = 0 (рис. 3) [32]:
е ш e im ^- (5)
Важно отметить, что соотношение (1) выполняется при использовании логарифмических деформаций. В случае использования относительных деформаций возможно только приближенное равенство.
а)
б)
в)
Рис. 3. Возникновение рассеянной шейки при одноосном растяжении плоского образца: а — образец; б — напряженное состояние; в — деформированное состояние [33]
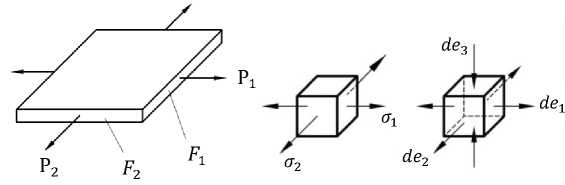
Рассмотрим напряженное состояние пластины, к которой по краям приложены два растягивающих усилия, т.е. заготовка испытывает двухосное растяжение (рис. 4).
а) б) в)
Рис. 4. Напряженно-деформированное состояние пластины при двухосном растяжении: а — пластина; б — напряженное состояние; в — деформированное состояние [33 ]
Используя критерий положительности производной силы нагружения, определим величину предельной деформации е ^ш в момент, когда силы Р1 или Р2 максимальны. Для случая, когда Р 2 /Р 1 = const, Р2/Р1 = const, в момент максимума растягивающих усилий dP1 = dP2 = 0. Г. В. Свифтом [19] предложено соотношение для предельной деформации:
(1-Р+Р2)3/2 е ш = 4^4 - 3р - 3р2 + 4p3.
Согласно выражениям (2)–(4), соотношение для описания кривой предельных деформаций при различных показателях степенной аппроксимации в зоне упрочнения имеет вид:
4(e i - п)(е 2 + 2еО3 - 3(e i - 2n)(e i + 2е 2 )(е 2 + 2e i )2 -
-3(е1 + 2п)(е 2 + 2е1)(е1 + 2е2)2 + 2(2е1 + п)(е 1 + 2е2)3 = 0. (6)
Из экспериментальных и теоретических работ известно, что после возникновения рассеянной шейки пластическая деформация образца продолжается. В дальнейшем может возникнуть локализованная шейка, которая отличается от рассеянной не только размерами, но и тем, что её возникновение и развитие осуществляются в условиях плоской деформации при интенсивном утонении образца по толщине.
Механика
Согласно исследованиям Р. Хилла [20], критерий предельного деформирования определяется моментом образования локальной шейки, при котором приращение суммарного усилия равно нулю. В этом случае соотношение для предельной деформации определяется выражением:
е„=2^:- ;7''' ' ’. (7)
С учетом выражений (2), (4), выражение (7) для построения диаграммы предельных деформации по критерию Хилла имеет вид:
C 1 + C 2 — и = 0. (8)
Следует также отметить, что описанный подход согласуется с методом конечных элементов, который широко применяется для построения FLD-диаграмм различных материалов в последние годы [21–29].
Результаты исследования. На практике построение FLD-диаграммы будем осуществлять с использованием двух критериев [31], а именно: критерия Хилла, который используется при е2< 0 согласно (8); критерия Свифта, который используется при е2 > 0 согласно (6) . Рассмотрим применение данных соотношений для построения кривой предельных деформаций широко используемых в авиационной промышленности алюминиевых сплавов при известных значениях деформации шейкообразования: Е ш = 0,18 (АМг-6), Е ш = 0,16 (Д16АТ), Е ш = 0,2 (АМг2М), Е ш = 0,06 (1201-Т), Е ш = 0,1 (АМцМ) [34].
Определяя е ш по формуле е ш = ln(1 + Е ш ) и используя выражение (5), получим значение показателей деформационного упрочнения: и = 0,17 (АМг-6), и = 0,15 (Д16АТ), и = 0,18 (АМг2М), и = 0,06 (1201-Т), и = 0,09 (АМцМ). Тогда диаграмма Хилла-Свифта, согласно (6), (8), примет вид, изображенный на рис. 5.
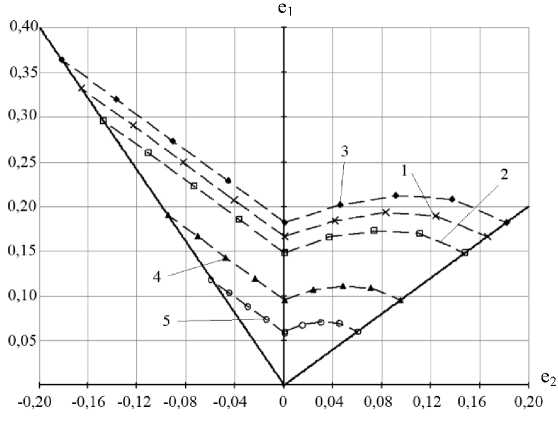
Рис. 5. FLD-диаграммы Хилла-Свифта для различных авиационных сплавов:
1 — АМг-6; 2 — Д16АТ; 3 — АМг2М; 4 — 1201-Т; 5 — АМцМ
Обсуждение и заключения. Согласно построенным кривым предельных деформаций наибольшая область безопасного формоизменения из пяти исследуемых сплавов у сплава АМг2М, наименьшая — у сплава 1201-Т, что обусловлено различиями в деформационных свойствах материалов, в частности, отличием деформаций начала шейкообразования. У сплава АМг2М относительная деформация начала шейкообразования составляет 20 %, а у сплава 1201-Т — 6 %.
Таким образом, на основании данных о кривых упрочнения, степенной аппроксимации и деформации шейкообразования для авиационных алюминиевых сплавов АМг-6, Д16АТ, АМг2М, 1201-Т, АМцМ построены кривые предельных деформаций формоизменения, позволяющие определить зону безопасного деформирования листовых заготовок. Результаты исследования имеют практическую значимость при решении задач листовой штамповки для данных материалов с целью прогнозирования недопустимых утонений, разрывов и складкообразований тонкостенных заготовок.
Список литературы Построение диаграммы предельных деформаций формоизменения листовых заготовок из авиационных алюминиевых сплавов
- Narayanasamy R., Narayanan S. Forming Limit Diagram for Interstitial Free Steels Supplied by Ford India Motors. Materials and Design. 2007;28(1):16-35. https://doi.org/10.10167i.matdes.2005.06.021
- Krishnan E., Narayanan S., Narayanasamy R. Modelling of Forming Limit Diagram of Perforated Commercial Pure Aluminium Sheets Using Artificial Neural Network. Computational Materials Science. 2010;47(4):1072-1078. https://doi.org/10.10167i.commatsci.2009.12.016
- Li B., Nye T.J., Wu P.D. Predicting the Forming Limit Diagram of AA 5182-O. Journal of Strain Analysis for Engineering Design. 2010;45(4):255-273. https://doi.org/10.1243/03093247JSA608
- Hong Wei Liu, Peng Zhang. Forming Limit Diagram of Stainless Steel-Aluminum Alloy Clad. Advanced Materials Research. 2011;152-153:541-544. https://doi.org/10.4028/www.scientific.net/AMR.152-153.541
- Chamos A.N., Labeas G.N., Setsika D. Tensile Behavior and Formability Evaluation of Titanium-40 Material Based on the Forming Limit Diagram Approach. Journal of Materials Engineering and Performance. 2013;22(8):2253-2260. https://doi.org/10.1007/s11665-013-0495-1
- Feoktistov S.I., Kyaw Zayar Soe. Method for Construction of Forming Limit Diagram by Using Reference Mechanical Characteristics of the Metal. Materials Science Forum. 2019;945:833-838. https://doi.org/10.4028/www.scientific.net/MSF.945.833
- Zhiying Sun, Hong Zhuang. Experimental Study on Forming Limit Diagram Obtained by Bulging Uniformly in Thickness Direction. The International Journal of Advanced Manufacturing Technology. 2019;104(9):967-977. https://doi.org/10.1007/s00170-019-03887-9
- Min-A Woo, Woo-Jin Song, Beom-Soo Kang, et al. Acquisition and Evaluation of Theoretical Forming Limit Diagram of Al 6061-T6 in Electrohydraulic Forming Process. Metals. 2019;9:401. https://doi.org/10.3390/met9040401
- Глущенков В.А., Черников Д.Г., Тиабашвили А.Т. Способ динамических испытаний листовых материалов с использованием магнитно-импульсного нагружения. Актуальные проблемы в машиностроении. 2017;4(4):94-99.
- Давиденко М.А., Давиденко А.И., Матвеев В.П. и др. Определение предельных деформаций сталефибробетона на основе энергетических зависимостей диаграмм деформирования бетона. Научный вестник государственного образовательного учреждения Луганской Народной Республики «Луганский национальный аграрный университет». 2020;8(3):214-219.
- Мамутов В.С., Мамутов А.В., Арсентьева К.С. и др. Экспериментально-расчетная диаграмма предельных деформаций для проектирования электрогидроимпульсной штамповки. Современное машиностроение. Наука и образование. 2021;10:611-622.
- Келлер И.Э., Петухов Д.С., Казанцев А.В. и др. Диаграмма предельных деформаций при горячей листовой штамповке металлов. Обзор моделей материала, критериев вязкого разрушения и стандартных испытаний. Вестник Самарского государственного технического университета. Серия: Физико-математические науки. 2018;22(3):447-486. http://doi.org/10.14498/vsgtu1608
- Безгодов И.М., Дмитренко Е.Н. Совершенствование криволинейных диаграмм деформирования бетона. Промышленное и гражданское строительство. 2019;8:99-104. https://doi.org/10.33622/0869-7019.2019.08.99-104
- Ерышев В.А. Численные методы расчета прочности железобетонных элементов по нелинейной деформационной модели с использованием диаграмм деформирования материалов. Вестник НГИЭИ. 2018;85(6);17-26.
- Изосимова С.В. Исследование влияния формы заготовки на точность построения диаграммы предельных деформаций. Молодежный научно-технический вестник. 2013;10:3.
- Феоктистов С.И., Чжо Заяр Со. Определение технологических возможностей титановых и алюминиевых сплавов при раздаче. Ученые записки Комсомольского-на-Амуре государственного технического университета. 2019;37(1):4-9.
- Феоктистов С.И., Чжо Заяр Со. Определение предельного коэффициента раздачи по fld-диаграммам. Кузнечно-штамповочное производство. Обработка материалов давлением. 2019:9;3-7.
- Феоктистов С.И. Чжо Заяр Со. Определение предельного коэффициента вытяжки титановых и алюминиевых сплавов по FLD-диаграммам. Кузнечно-штамповочное производство. Обработка материалов давлением. 2019;5:27-34.
- Swift H.W. Plastic Instability under Plane Stress. Journal of the Mechanical and Physics of Solids. 1952;1:1-18. https://doi.org/10.1016/0022-5096(52)90002-1
- Hill R. On Discontinuous Plastic States with Special Reference to Localized Necking in Thin Sheet. Journal of the Mechanics and Physics of Solids. 1952;1:19-30. https://doi.org/10.1016/0022-5096(52)90003-3
- Petrousek P., Kocisko R., Kvackaj T., et al. Formability Evaluation of Aluminium Alloys by FLD Diagrams. Acta Physica Polonica A. 2017;131:1344-1347. http://dx.doi.org/10.12693/APhysPolA.131.1344
- Lisiecka-Graca P., Kwiecien M., Madej L., et al. Application of the DIC System to Build a Forming Limit Diagram (FLD) of Multilayer Materials. Key Engineering Materials. 2022;926:963-969. http://dx.doi.org/10.4028/p-s33fqx
- Rubesova K., Rund M., Rzepa S., et al. Determining Forming Limit Diagrams Using Sub-Sized Specimen Geometry ^ and Comparing FLD Evaluation Methods. Metals. 2021;11:484. http://dx.doi.org/10.3390/met11030484
- Marrapu B. Effect of Localization Criteria and Yield Criteria in Predicting the Forming Limit Diagram (FLD) of й DP590 Steel Sheets. Advances in Materials and Processing Technologies. 2021;8(1):1739-1752. S https://doi.org/10.1080/2374068X.2021.1874710
- Guangyong Sun, Wenwu Zhang, Zhen Wang, et al. A Novel Specimen Design to Establish the Forming Limit Diagram (FLD) for GFRP through Stamping Test. Applied Science and Manufacturing. 2020;130:105737. http://dx.doi.org/10.1016/j.compositesa.2019.105737 13
- Panahizadeh V., Hoseinpour M., Gholamzadeh E., et al. Theoretical and Experimental Study of FLDs of AA5083 Sheet and Investigation of Advanced Anisotropic Yield Criteria Coefficients. Journal of the Brazilian Society of Mechanical Sciences and Engineering. 2022;44:356. http://dx.doi.org/10.1007/s40430-022-03600-0
- Godage O., Kakandikar G. Numerical and Analytical Investigation of Forming Limit Diagram of SS316L Foil. International Journal for Research in Applied Science and Engineering Technology. 2022;10:1544-1549. https://doi.org/10.22214/ijraset.2022.40899
- Mahalle G., Takalkar P., Kotkunde N., et al. Strain and Stress-Based Forming Limit Diagrams for Inconel 718 Alloy. In book: NUMISHEET 2022, Proc. 12th Int. Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes. 2022;1:549-556. http://dx.doi.org/10.1007/978-3-031-06212-4 50
- Takalkar A.S., Koteswara Rao J.M., Mailan Chinnapandi L.B. Numerical Simulation for Predicting Failure in Deep Drawing Process Using Forming Limit Diagram (FLD). International Journal of Advances in Mechanical and Civil Engineering. 2015;2:11-15.
- Sekhara Reddy A.C., Sandeep B., Sandeep Kumar J., et al. Experimental Determination of Anisotropic Properties and Evaluation of FLD for Sheet Metal Operations. Advances in Science and Technology. 2021;106:39-45. http://dx.doi.org/10.4028/www.scientific.net/AST.106.39
- Lonardi C., Corallo L., Verleysen P. Prediction of Forming Limit Diagram Using the Marciniak-Kuczynski Method for Ti-6Al-4V Using Different Material Models. Key Engineering Materials. 2022;926:885-896. http://dx.doi.org/10.4028/p-10z13b
- Paul S.K. Theoretical Analysis of Strain- and Stress-Based Forming Limit Diagrams. Strain Analysis. 2013;48(3):177-188. http://dx.doi.org/10.1177/0309324712468524
- Чумадин А.С. Теория и расчеты процессов листовой штамповки (для инженеров). Москва: Экссервис «ВИП»; 2014. 216 с.
- Андрианов И.К., Тун Лин Хтет, Феоктистов С.И. Определение относительной деформации, соответствующей началу образования шейки при испытании алюминиевых сплавов на разрыв. В: Материалы V Всероссийской национальной научной конференции молодых учёных «Молодежь и наука: актуальные проблемы фундаментальных и прикладных исследований». Комсомольск-на-Амуре; 2022. С. 157-160.
