Потери металла при производстве непрерывно-литых слитков нержавеющих сталей типа 12Х18Н10Т и пути их уменьшения

Автор: Фокин Игорь Владимирович, Гудим Юрий Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Изучены факторы, влияющие на образование грубых поверхностных дефектов при разливке легированной титаном нержавеющей стали и, как следствие, потери, возникающие в ходе разливки. Рассмотрен общий вид и приведен состав включений в крупных поверхностных дефектах непрерывно-литых слябов легированной титаном нержавеющей стали. Утверждается, что решающее влияние на образование поверхностных дефектов оказывают условия разливки, а не выплавки и подготовки к разливке. Рассмотрены изменения химического состава шлаков в кристаллизаторе (в начале, середине, конце разливки плавки) и промковше (в начале, середине, конце разливки плавки у защитной трубы и стопора промковша) при разливке нержавеющей стали, легированной титаном.
Потери металла, непрерывная разливка стали, легированная титаном нержавеющая сталь
Короткий адрес: https://sciup.org/147156758
IDR: 147156758 | УДК: 669.18+669.14.018.8
Losses of metal during continuous casting of stainless steel slabs alloyed with titanium and the ways of their reduction
The paper deals with the factors affecting the formation of rough surface defects during continiuos casting of stainless steel alloyed with titanium and, as a consequence, losses of metal during casting. The general view and chemical analysis of non-metallic inclusions in rough surface defects of continuously cast slabs are provided. It is affirmed that conditions of casting, rather than melting and preparation to casting, have a critical effect upon surface defect formation. The changes of chemical composition of slags in the mold (at the starting, middle and finishing moment of casting the heat) and in the tundish (at the same moments near the ladle shroud and near the stopper) are also determined.
Текст научной статьи Потери металла при производстве непрерывно-литых слитков нержавеющих сталей типа 12Х18Н10Т и пути их уменьшения
Переход на непрерывную разливку нержавеющих сталей позволил улучшить технико-экономические показатели их производства. Но наличие поверхностных дефектов у непрерывно-литых слитков нержавеющих сталей, стабилизированных титаном, вызывает значительные потери металла при зачистке поверхности слитков.
Уменьшение потерь нержавеющего металла возможно лишь в случае изучения и уточнения механизма образования поверхностных дефектов слитков, а также выявления факторов, вызывающих появление таких дефектов. Этим вопросам посвящен ряд исследований, выполненных на заводах России и за рубежом [1–7]. Авторами этих работ получены интересные данные о поверхностных дефектах непрерывно-литых слитков нержавеющих сталей, легированных титаном. Но упомянутые работы не содержат конкретного описания механизма образования таких дефектов и поэтому не предлагают конкретных мероприятий, направленных на уменьшение потерь непрерывно-литого металла.
Целью настоящего исследования являлось уточнение природы и механизма образования грубых поверхностных дефектов непрерывно-литых слитков нержавеющей стали, а также разработка рекомендаций по уменьшению развития таких дефектов .
Аустенитную нержавеющую сталь выплавляли на легированных отходах дуплекс-процессом (дуговая печь большой вместимости – агрегат аргонокислородного рафинирования (АКР)) и триплекс процессом (дуговая печь – АКР – установка вакуум-кислородного обезуглероживания (ВКО)). Перед разливкой сталь доводили по составу и температуре на установке ковш-печь (АКП).
Разливку нержавеющей стали проводили на слябовых криволинейных МНЛЗ с радиальным участком сериями на слябы сечением 150–250 мм на 1030–1550 мм с применением защитной трубы и погружного стакана. Промежуточный ковш был футерован периклазовыми огнеупорными изделиями, также для удаления неметаллических включений устанавливалась перегородка из пере-
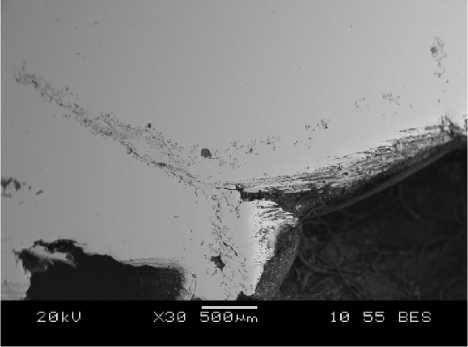
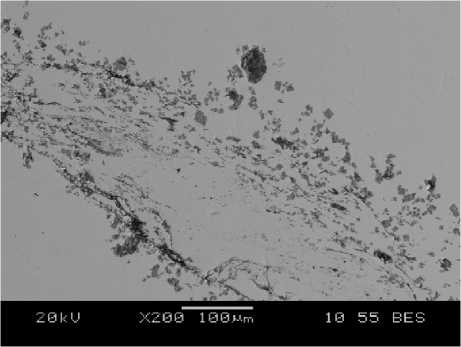
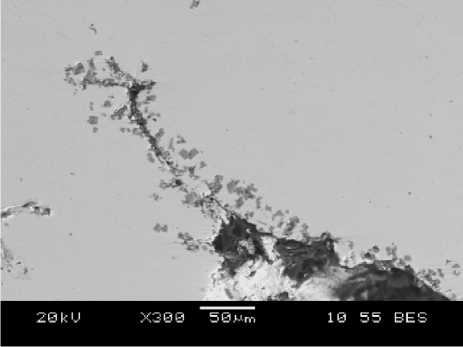
Рис. 1. Общий вид дефекта
клазового кирпича . Перед началом разливки промежуточный ковш заполняли аргоном, а в течение разливки металл в промковше защищали шлакообразующей и теплоизолирующими смесями. Поверхность металла в кристаллизаторе защищали шлакообразующей смесью, содержащей до 2,5 % углерода, подаваемой небольшими порциями по всей поверхности равномерно.
Поверхность литых слябов подвергали сплошной абразивной зачистке с целью удаления науг-лероженного слоя металла и мелких поверхностных дефектов. При этом количество снятого металла (величина съема) обычно не превышало 6 % от массы слябов. Величина съема металла при зачистке слябов резко увеличивалась при наличии в непрерывно-литых слитках крупных поверхностных дефектов, достаточно глубоко проникших в тело слитка (рис. 1).
В листовом прокате неудаленные при зачистке слябов и раскатанные дефекты проявлялись в виде отслоений, выпавших из тела листа или закатанных в лист. Такие дефекты были ориентированы вдоль направления прокатки. Отслоения металла происходили по локализованным в приповерхностной зоне скоплениям неметаллических включений сложного состава, состоящим из оксидов Mg, Al, Ca, а также нитридов и оксидов титана (рис. 2).
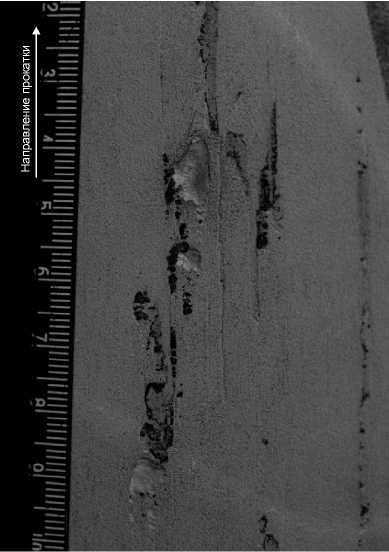
Рис. 2. Внешний вид поверхностного дефекта горячекатаного проката плавки Э197260, р2248 толщиной 5,0 мм из стали марки 08Х18Н10-ГР (нижняя сторона при горячей прокатке)
В процессе непрерывной разливки нержавеющих сталей, легированных титаном, на поверхность металла в кристаллизаторе в слой расплавленной шлакообразующей смеси периодически всплывали сложные шлакометаллические образования большого размера, называемые на предприятии «коржами» (рис. 3). Характерно значительное количество крупных неокислившихся пор в теле таких «коржей», вызывающее заметное уменьшение их объемной массы и всплывание их в шлаковую фазу. По результатам наших измерений объемная масса таких «коржей» составила 6–6,5 г/см3.
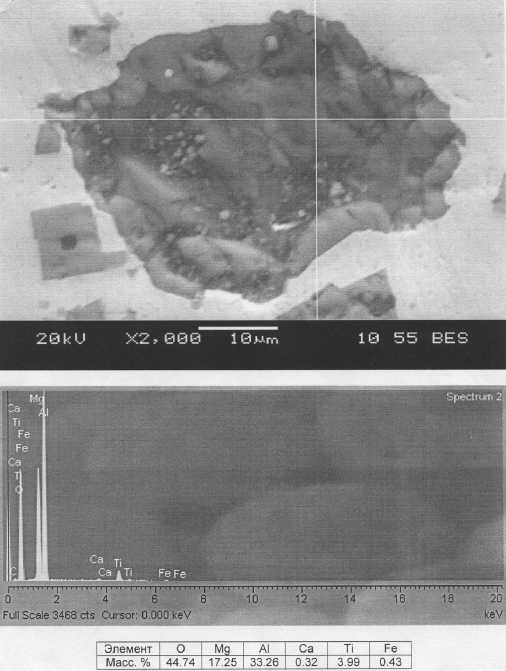
Как показали исследования, такой «корж» состоит из пористой металлической матрицы, начиненной большим количеством различных неметаллических включений: шлаковых, оксидов сложного состава (по-видимому, продуктов раскисления металла и продуктов взаимодействия металла с футеровкой и шлаком), нитридов, карбонитридов и оксидов титана (рис. 4).
Аналогичные результаты были получены ранее в исследованиях качества непрерывно-литых слябов стали 08Х17Т [2, 4, 5].
Высказываются предположения, что причиной образования «коржей», обнаруживаемых как в теле непрерывно-литых слябов, так и на поверхности металла в кристаллизаторе, является интенсивное всплывание в поверхностный слой металла оксидов и нитридов титана. Насыщение поверхностного слоя тугоплавкими соединениями титана приводит к повышению температуры затвердевания металла и возможности образования локально твердеющей корки на поверхности металла в кристаллизаторе . Предполагается, что такая корка («корж») может утонуть в непрерывно-литом слитке и там стать

Рис. 3. «Корж» в разрезе
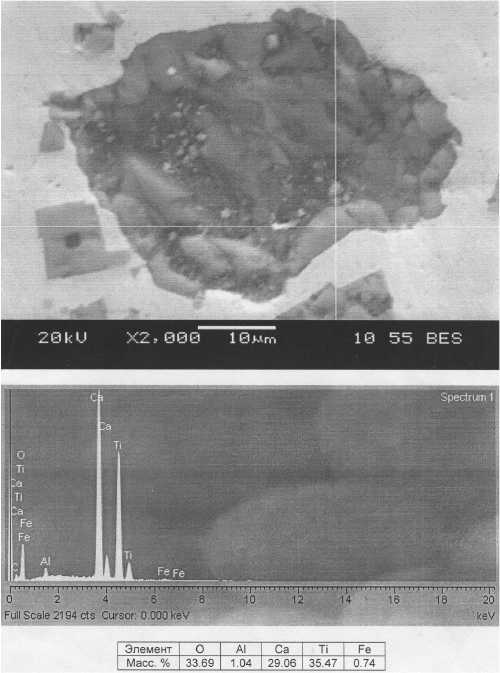
Рис. 4. Химический анализ неметаллических включений «коржа»
причиной грубых строчек неметаллических включений и расслоений металла или привести к прорыву на МНЛЗ во время разливки плавки [2].
Исходя из этого рекомендуется производить нержавеющую сталь с минимально возможным содержанием титана, азота и кислорода за счет использования феррохрома с низким содержанием азота и более глубокого раскисления металла. Сообщается об улучшении качества нержавеющего металла, разлитого в чугунные изложницы, при уменьшении в нем содержания кислорода [3].
Проведенный нами ан а лиз качества непрерывно-литых слябов большого количества плавок нержавеющей стали, легированной титаном, не выявил влияния содержания титана и азота при большом разбросе их концентраций в готовом металле на массу снятого при зачистке поверхности слябов м е талла (величину «съема» металла) (рис. 5, а, б).
Не выявлено также влияния скорости вытягивания слитка на величину «съема» мета л ла (рис. 6).
Попытки усилить раскисление металла за счет введения в него перед разливкой сили к окальция в
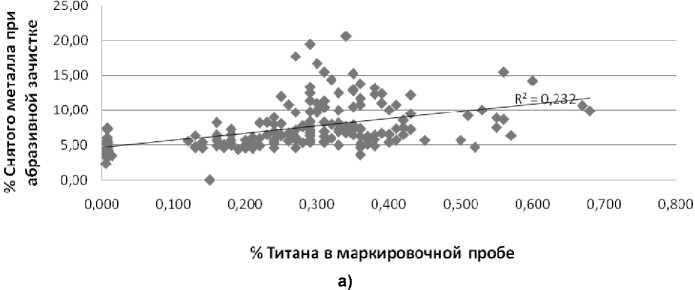
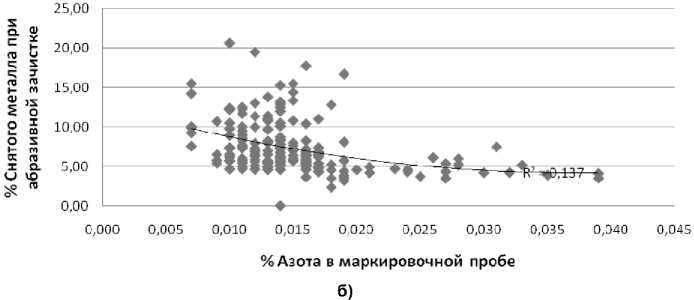
Рис. 5. Соотношение между величиной съема металла при зачистке слябов и концентрацией титана (а) и азота (б) в металле
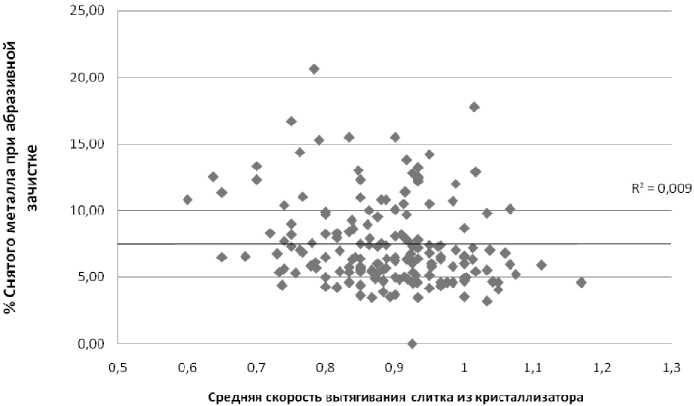
Рис. 6. Соотношение между величиной съема металла при зачистке слябов и средней скоростью вытягивания слитка из кристаллизатора за плавку
наших рассматриваемых условиях не привели к уменьшению объема зачистки слябов и снижению величины съема металла.
Исходя из этого мы утверждаем, что возможности применяемой стандартной технологии выплавки нержавеющей стали и подготовки её к разливке не позволяют существенно влиять на степень развития поверхностных дефектов непрерывно-литых слябов. По-видимому, решающее значение имеют условия разливки, а возможно, и кристаллизации металла.
В связи с этим для уменьшения потерь нержавеющего металла при зачистке слябов необходимо уточнить и уяснить механизм образования поверхностных дефектов, выявить факторы, усиливающие развитие дефектов, и скорректировать некоторые параметры разливки нержавеющей стали на МНЛЗ.
Маловероятно, что застывшая на поверхности мениска металла толстая массивная корка металла («корж»), насыщенная шлаковыми включениями и тугоплавкими соединениями титана, имеющая объемную массу меньше, чем жидкий металл, может утонуть в нем. Маловероятно, что такая корка может прилипнуть к стенке кристаллизатора и быть затянутой в кристаллизующийся металл и зафиксирована в нем, как это происходит при разливке стали в чугунные изложницы сифонным способом. Непонятно, куда в таком случае исче- зают газы, заполняющие большие пузыри, которые присутствуют в большом количестве в «коржах», извлеченных из кристаллизатора. Газовых пузырей в непрерывно-литых слябах нержавеющей стали обычно не обнаруживают. В таком случае изучение механизма образования «коржей» на поверхности мениска металла в кристаллизаторе мало перспективно.
Более вероятно, что причиной образования крупных глубоких поверхностных дефектов нержавеющих слябов в виде расслоений и грубых строчек неметаллических включений может быть затекание шлака, применяемого для защиты поверхности металла в кристаллизаторе, в тело формирующегося сляба и фиксация фрагментов шлака в кристаллизующимся слитке. На зафиксированных в теле сляба частицах шлака могут выделяться (оседать, прилипая к ним) включения продуктов раскисления, а также нитридов и оксидов титана.
В пользу высказанного предположения свидетельствует преобладание в грубых строчечных включениях частиц шлакового происхождения, близких по составу к шлакообразующим смесям. Некоторое различие в составе включений и исходной шлакообразующей смеси может быть вызвано взаимодействием металла и смеси в промежуточном ковше и кристаллизаторе (табл. 1, 2)
В таком случае уменьшение степени развития поверхностных дефектов нержавеющей стали мо-
Таблица 1
Изменение химического состава шлака в кристаллизаторе по ходу разливки плавки
|
Компонент |
Начало разливки |
Середина разливки |
Конец разливки |
|
Сера |
0,21 |
0,24 |
0,23 |
|
Фосфор |
0,018 |
0,025 |
0,023 |
|
Оксид кальция |
41,2 |
41,0 |
41,5 |
|
Оксид кремния |
34,9 |
34,5 |
33,9 |
|
Оксид магния |
3,1 |
3,0 |
3,2 |
|
Оксид марганца (II) |
0,35 |
0,26 |
0,27 |
|
Оксид хрома (III) |
0,60 |
0,31 |
0,37 |
|
Оксид титана (IV) |
1,26 |
1,39 |
1,76 |
|
Оксид алюминия |
8,4 |
8,4 |
8,2 |
|
Железо общее |
1,01 |
2,09 |
1,80 |
Таблица 2
Изменение химического состава шлака в промковше по ходу разливки плавки
Для подтверждения и реализации высказанных идей необходимо проведение дальнейших исследований. Проведение таких исследований целесообразно, так как может способствовать значительному уменьшению потерь нержавеющего металла и снижению его себестоимости.
Список литературы Потери металла при производстве непрерывно-литых слитков нержавеющих сталей типа 12Х18Н10Т и пути их уменьшения
- Рощин В.Е. Разливка и кристаллизация стали/В.Е. Рощин, А.В. Рощин. -Челябинск. Изд-во ЮурГУ, 2008. -159 с.
- Сургаева Е.В. Влияние условий формирования заготовки в кристаллизаторе при непрерывной разливке на качество холоднокатаной ленты/Е.В. Сургаева, Т.Н. Еланский, М.П. Галкин//Электрометаллургия. -2001. -№ 10. -С. 31-37.
- Павлов В.В. Влияние кислорода на качество поверхности листов коррозионно-стойких титансодержащих сталей/В.В. Павлов, А.П. Данилов, Н.А. Козырев и др.//Сталь. -2002. -№ 2. -С. 32-34.
- Исследования шлакометаллической корочки, образующейся в кристаллизаторе при непрерывной разливке стали 08Х17Т/Е.В. Сургаева, Г.Н. Еланский, М.П. Галкин и др.//Электрометаллургия. -2002. -№ 5. -С. 22-25.
- Еланский Г.Н. Причины возникновения плен и шлакометаллических корочек при разливке титансодержащих коррозионно-стойких сталей/Г.Н. Еланский, С.Н. Падерин, Е.В. Сургаева//Сталь. -2005. -№ 9. -С. 17-19.
- Дефект «темная корочка» в титансодержащих коррозионно-стойких сталях внепечной обработки/Л.К. Оржицкая, А.Е. Коваль, А.И. Панченко и др.//Сталь. -2011. -№ 6. -С. 23-28.
- Шоне Дж. Дефекты поверхности непрерывнолитой нержавеющей стали/Дж. Шоне, О. Гриндер, П. Хассельстром//Чистая сталь: сб. науч. тр./пер. с англ.; под ред. А.Г. Шалимова. -М.: Металлургия, 1987. -С. 251-271.
