Поведение компонентов растворов финишной очистки аффинажного производства в автоклавных условиях

Автор: Белоусова Н.В., Кыласов Ф.А., Гризан Н.В., Солохов Д.А.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 4 т.8, 2015 года.
Бесплатный доступ
В данной работе изучено поведение в гидротермальных условиях компонентов солевых растворов с низким содержанием металлов платиновой группы (
Автоклавные технологии, иридий, соли железа, гидролиз, осаждение платиновых металлов
Короткий адрес: https://sciup.org/146114977
IDR: 146114977 | УДК: 669…48
Behavior of components of waste solutions of precious metals refinery in autoclave conditions
Behavior of components of salt solutions with a low content of platinum grope metals (
Текст научной статьи Поведение компонентов растворов финишной очистки аффинажного производства в автоклавных условиях
В настоящее время при разработке новых технологий металлургической переработки сырья, содержащего цветные металлы, и совершенствовании имеющихся технологических схем особое внимание уделяют вопросам наиболее полного извлечения ценных компонентов и, в частности, металлов платиновой группы (МПГ). Проблема заключается в том, что практически все технологические схемы (и пиро-, и гидрометаллургические), реализуемые на наших предприятиях, характеризуются наличием большого числа переделов, большим объемом незавершенного производства и ощутимыми суммарными потерями МПГ. Один из возможных вариантов совершенствования технологий предполагает использование автоклавов, которые позволяют не только интенсифицировать процессы, но и решить одновременно ряд экологических и экономических вопросов.
Цель данной работы - изучение поведения в гидротермальных условиях компонентов растворов с высоким солевым фоном, содержащих небольшие количества платиновых металлов (< 2 мг/л каждого). Для экспериментов применяли автоклавы, конструкция которых описана в работах [1, 2].
Концентрации компонентов в растворе определяли атомно-адсорбционным методом, для изучения твердой фазы использовали рентгенофазовый анализ и просвечивающую электронную микроскопию.
Объектами исследований были растворы финишной очистки аффинажного производства, исходный состав которых представлен в табл. 1.
Как следует из приведенных данных, из металлов платиновой группы в самых больших количествах в растворе присутствует иридий. Этот металл хуже всего извлекается из растворов, что объясняется кинетической заторможенностью процессов с его участием. Количественное восстановление иридия до металлического состояния в нормальных условиях практически невозможно. Гидротермальные (автоклавные) условия позволяют интенсифицировать подобного рода процессы и снять кинетические ограничения.
Первый этап исследований предполагал нагревание растворов в автоклавах до заданных температур (383-453 К) без добавления осадителей. В процессе нагревания шло образование соединений железа с их последующим гидролизом, что фиксировалось визуально по появлению осадка, цвет которого в зависимости от условий (температуры и времени эксперимента) изменялся от желтого до красно-бурого.
Условия экспериментов и результаты представлены в табл. 2 и на рис. 1, 2 (ввиду близости значений на рис. 1 показана только часть полученных данных).
Из полученных данных следует, что увеличение температуры приводит к увеличению массы осадка и уменьшению значений рН, т.е. к увеличению кислотности среды. Наибольшее изменение показателей осаждения при 453 К происходит в первые 90 мин.
Таблица 1. Состав солевых растворов, мг/л
|
Na |
Fe |
S |
Mg |
Cu |
Cl |
Ni |
Zn |
Se |
Si |
Ca |
Mn |
|
6400 |
5900 |
860 |
670 |
100 |
51 |
47 |
46 |
41 |
26 |
26 |
17 |
|
Al |
K |
Cd |
Re |
Co |
As |
Ag |
Ir |
Rh |
Pt |
Ru |
Os |
|
13 |
13 |
13 |
4,5 |
1,6 |
0,63 |
2,1 |
1,8 |
0,6 |
0,11 |
0,1 |
0,078 |
Таблица 2. Гидролитическое осаждение солей железа*
|
Материал автоклава |
Температура, К |
Время, ч |
Масса осадка, г |
рН |
Е, мV |
|
кварц |
373 |
2 |
0,047 |
1,6 |
396,1 |
|
PTFE |
383 |
0,5 |
Не фиксировали |
1,49 |
397 |
|
PTFE |
383 |
1 |
0,092 |
1,65 |
423,5 |
|
PTFE |
383 |
1 |
0,055 |
1,56 |
422,2 |
|
PTFE |
383 |
2 |
Не фиксировали |
1,22 |
370,6 |
|
PTFE |
383 |
4 |
0,01 |
- |
- |
|
кварц |
403 |
2 |
0,1 |
1,02 |
438,2 |
|
кварц |
423 |
0,5 |
0,046 |
1,09 |
408 |
|
PTFE |
423 |
1 |
0,087 |
1,04 |
406,7 |
|
кварц |
423 |
2 |
0,3 |
0,99 |
474,3 |
|
PTFE |
423 |
2 |
0,1 |
0,94 |
431 |
|
PTFE |
423 |
4 |
Не фиксировали |
0,85 |
496,6 |
|
PTFE |
453 |
0,5 |
Не фиксировали |
1,07 |
391,9 |
|
PTFE |
453 |
1 |
0,111 |
0,75 |
497 |
|
PTFE |
453 |
1 |
0,14 |
0,8 |
492,4 |
|
PTFE |
453 |
4 |
0,2 |
0,6 |
513 |
|
PTFE |
453 |
4 |
0,2 |
0,63 |
514,8 |
|
* Исходный раствор |
298 |
- |
- |
2,08 |
394,6 |
Кроме того, можно отметить, что увеличение температуры сопровождается увеличением крупности осадка, что позволяет осуществлять разделение фаз даже декантацией. Это очень важный результат, свидетельствующий в пользу автоклавных технологий, поскольку одним из серьезных, осложняющих моментов гидрометаллургии является фильтрация растворов с мелкодисперсными осадками.
На рис. 3 и 4 представлены фотографии осадков, полученные методом электронной просвечивающей микроскопии. Осадок, сформировавшийся при 423 К, имел оранжевый цвет, а составлявшие его призматические кристаллы, согласно данным РФА, представляли собой ги-дроксохлорид железа.
Совсем иная картина наблюдается при 453 К: осадок имеет темно-коричневый цвет, образован частицами сферической и игольчатой формы (гематит и гетит).
Хотя считается, что соединения железа являются хорошими сорбентами металлов платиновой группы, анализ показал, что платиновые металлы на осадках не сорбировались.
После гидролитического осаждения железа содержание родия и иридия в растворе не меняется. Полученный вывод подтверждают данные полного растворения образующихся гидролитических осадков (благородные металлы не обнаружены).
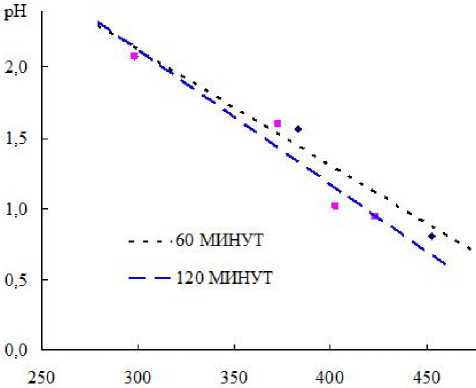
Рис. 1. Зависимость рН раствора от температуры
т, к
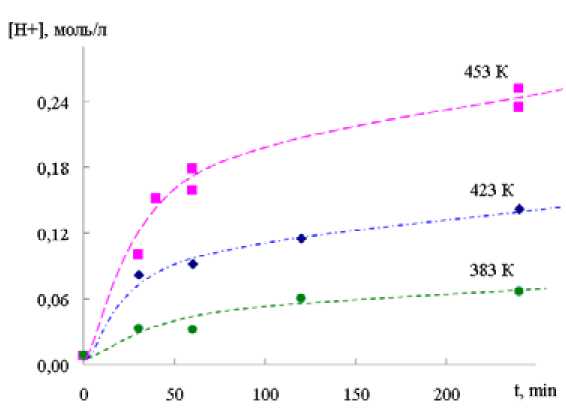
Рис. 2. Кинетические кривые изменения концентрации ионов водорода в процессе гидролиза
Осаждение иридия и родия из исходных растворов проводили сульфитом и тиосульфатом натрия. Результаты экспериментов представлены в табл. 3.
Они показывают, что тиосульфат натрия является более эффективным осадителем иридия, при этом увеличение времени осаждения с 4 до 8 ч не приводит к изменению степени осаждения иридия и родия.
На основании полученных данных можно сделать вывод, что принципиально глубокое обезблагораживание растворов с низкими концентрациями металлов платиновой группы возможно, но поиск оптимальных условий требует продолжения исследований как в направлении выбора осадителя, так и с точки зрения таких параметров осаждения, как концентрация осадителя и температура.
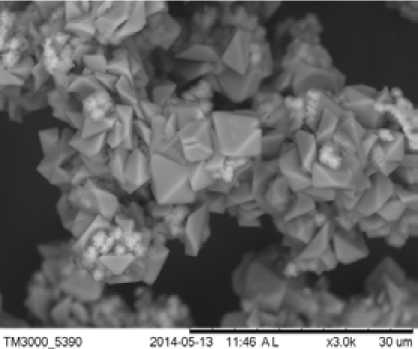
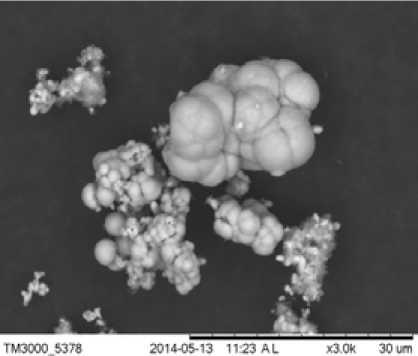
Рис. 4. Изображение частиц осадка, полученного при 453 К (4 ч)
Рис. 3. Изображение частиц осадка, полученного при 423 К (2 ч)
Таблица 3. Результаты экспериментов по осаждению родия и иридия
|
Осаждение сульфитом натрия при 423 К |
|||
|
Концентрация осадителя, г/л |
Время, ч |
Осаждение, % |
|
|
иридий |
родий |
||
|
13,4 |
1 |
5 |
40 |
|
55,5 |
1 |
15 |
52 |
|
Осаждение сульфитом натрия при 453 К |
|||
|
Концентрация осадителя, г/л |
Время, ч |
Осаждение, % |
|
|
иридий |
родий |
||
|
25,5 |
4 |
20 |
66,7 |
|
Осаждение тиосульфатом натрия при 453 К |
|||
|
Концентрация осадителя, г/л |
Время, ч |
Осаждение, % |
|
|
иридий |
родий |
||
|
10 |
1 |
5 |
30 |
|
10 |
4 |
40 |
33,3 |
|
12 |
8 |
40 |
33,3 |
Список литературы Поведение компонентов растворов финишной очистки аффинажного производства в автоклавных условиях
- Коваленко Н.Л., Белоусов О.В., Дорохова Л.И. и др.//ЖНХ. 1995. № 4. С. 678.
- Belousov O., Belousova N., Sirotina A. el al.//Langmuir. 2011. 18. Р. 11697.
