Поведение висмутовой дроби в процессе сифонной разливки стали

Автор: Рябов Андрей Валерьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 34 (210), 2010 года.
Бесплатный доступ
В работе проведен анализ факторов, влияющих на поведение висмутовой дроби в процессе ее ввода в центровую на струю металла при сифонной разливке стали, а также приведены рекомендации по увеличению усвоения висмута в металлическом расплаве.
Автоматная сталь, висмут, разливка стали
Короткий адрес: https://sciup.org/147156661
IDR: 147156661 | УДК: 669.18
Behavior of bismuth shot in bottom casting of steel
Factors affecting the behavior of bismuth shot introduced on the metal stream in the center runner in bottom casting of steel are analyzed, and recommendations for increasing bismuth recovery in the molten steel are presented.
Текст научной статьи Поведение висмутовой дроби в процессе сифонной разливки стали
В последние годы эффективно развиваются способы микролегирования и модифицирования стали путем введения кусковых материалов в ковш, инжекцией модификаторов струей инертного газа, за счет использования порошковой проволоки, а также методом присадки мелкодисперсных компонентов в струю стали при разливке. Наиболее успешно обработка металла легкоокисляющи-мися элементами происходит при максимальном приближении к началу затвердевания расплава. Присадка реагентов может осуществляться в промежуточный ковш, кристаллизатор машины непрерывного литья заготовок или на струю стали, вытекающей из сталеразливочного ковша в центровую при сифонной разливке стали [1].
В работе рассмотрен известный технологический прием, используемый в современном сталеплавильном производстве: введение висмута в виде дроби в центровую на струю металла в процессе сифонной разливки стали.
Высокая упругость пара, низкая растворимость висмута и сложность его введения в сталь, неустойчивость достигаемых результатов его усвоения и, следовательно, получаемого при легиро вании эффекта вызвали необходимость данного исследования.
Дробинки висмута, попадая в центровую, находятся в свободном падении, при этом происходит их нагрев (рис. 1). За промежуток времени от момента введения частиц в центровую и до соприкосновения их со сталью, они могут перейти в жидкое состояние или остаться в твердом. После соприкосновения со сталью частицы продолжают нагреваться, растворяться и испаряться. Растворение висмута в стали носит сложный характер, так как жидкий висмут при соприкосновении с ней начинает растворяться, одновременно жидкий висмут испаряется, причем часть газа эвакуируется в атмосферу, другая часть растворяется в жидкой стали непосредственно в струе металла, истекающей из ковша, и на поверхности соприкосновения струи металла с металлом, находящимся в центровой.
Эвакуация висмута в атмосферу происходит как через верхнюю часть центровой (разливочную воронку), так и через неплотности в сифонной проводке. Если внутренняя поверхность центровой имеет температуру меньше температуры кипения
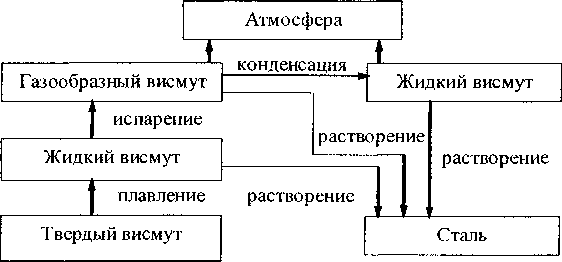
Рис. 1. Поведение висмута в процессе легирования при сифонной разливке
висмута (1560 °C), то на ней будет происходить конденсация газообразного висмута. При последующей разливке с подъемом уровня стали в центровой до конденсированного висмута будет происходить растворение висмута в стали.
Частично испарившись, частица висмута увлекается потоком стали и движется вместе с ним по сифонным каналам, где происходит ее растворение в стали. Данный процесс согласно рис. 1 может происходить по двум путям: BiTB -> В1Ж -> [Bi] и BiTB -> В5Ж -» Bir -> [Bi]. По-видимому, во время легирования реализуется оба способа.
Первый способ реализуется в ламинарном потоке стали при условии, что давление насыщенного пара висмута меньше внешнего давления. Если давление насыщенного пара больше внешнего, то даже при ламинарном течении стали реализуется второй способ.
Второй способ растворения реализуется при турбулентном движении стали по сифонным каналам. При таком движении в отдельных местах, где возникают наибольшие завихрения, внешнее давление может становиться меньше давления насыщенного пара, и вокруг жидкой частицы висмута образуется паровая прослойка, которая может вытягиваться. При вытягивании паровой прослойки от нее могут отрываться отдельные пузырьки паров висмута.
Наибольшее вихревое движение возникает в центровой (в месте внедрения струи стали в объем металла) и местах резкого поворота потока стали. При сифонной разливке таких поворотов два: переход от центровой к сифонной проводке и от сифонной проводки к изложнице.
Процесс образования газообразного висмута из жидкого должен происходить достаточно равномерно. В противном случае, при переходе висмута из жидкого состояния в газообразное резко снижалась бы скорость потока, и происходило бы переполнение центровой сталью. Приведем пример. На 1000 г стали вводится 2-5 г висмута, если он весь переходит в газообразное состояние, то при температуре 1833 К занимает объем 924-2400 см3, а объем 1000 г стали при плотности 7 г/см3 составляет 143 cmj, то есть образовавшаяся газо-металлическая эмульсия занимает объем в 7,50-17,9 раз больше, чем объем стали.
В процессе свободного падения дробинки висмута без соприкосновения со сталью и при условии преобладания нагрева излучением («тонкое» тело, критерий Bi < 0,25) время нагрева дробинки можно определить по формуле [2]

Spc юо г Тн Т 100
где спр - коэффициент излучения; кх - коэффициент материальной нагрузки, зависящий от формы тела; Тп - температура окружающей среды, в которой происходит нагрев капли, К; с - теплоемкость; р - плотность; .S' - толщина прогреваемого слоя
(принимаем равной радиусу при равномерном двухстороннем нагреве).
Принимаем ^ = 3,0 - для шара; при 800 °C плотность висмута 9400 кг/м3, теплоемкость висмута 166,216 Дж/(кг-°С) [3].
спр — ^О^пр ’ где с0 - коэффициент лучеиспускания абсолютно черного тела; £пр = е^ ; е, , е2 - степень черноты соответственно первого и второго серых тел.
Когда F2 ^ F\ (диаметр струи 60 мм, диаметр дробинки 4 мм), Епр « £], следовательно, для висмута гпр =0,381 [4]. Принимаем с0=4,96 ВтДм2-К4) -для серого тела.
Время свободного падения находим из формулы
Т = 42НЛ. (2)
Т
Из формул (1) и (2) выражаем у— и опреде ляем температуру нагрева дробинки (рис. 2).
Проведенная оценка нагрева дроби показывает, что для снижения температуры дроби в момент ее соприкосновения со сталью необходимо увеличивать диаметр дробинок и уменьшать пролетаемое ей расстояние или экранировать дробинки во время ввода.
Для оценки факторов, действующих на процесс испарения висмута (усвоение его сталью), проведем расчет теплового баланса между подводимой к дробинке теплотой и теплотой, затрачиваемой на испарение [5].
Из условий теплового баланса подводимого тепла и тепла, затраченного на испарение висмута, принимаем количество тепла, подводимого за время t/т к капле радиусом г равным:
t/g = 4nr2a(Tc-rK)t/T, (3)
где a - коэффициент теплоотдачи; Тс - температура стали; ТК - температура поверхности капли в момент соприкосновения со сталью.
Количество висмута, которое испарится за счет этого количества тепла:
dG=^, (4)
gBi где OBi - удельная теплота испарения висмута.
Представим dG следующим образом:
dG = -4nr2pBj dr, (5)
где pBj - плотность висмута при температуре ки пения.
Исходя из условий теплового баланса, подставляем (5) и (6) в (7) и получаем:
7 4лг2а(71-Е )с/т
-4лг2рВ|^ =------- У— , (6)
Для решения уравнения (7) необходимо знать величину a, которую можно найти из условий
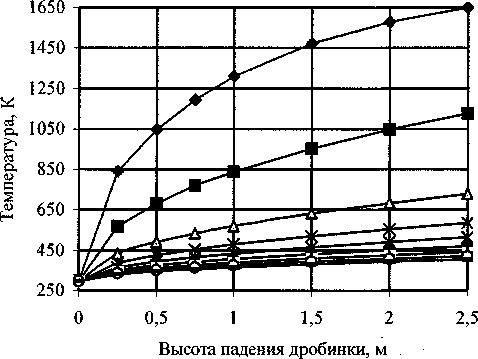
Рис. 2. Зависимость температуры дробинки от высоты ее падения и от ее размера: 1 - диаметр 0,25 мм; 2 - 0,5 мм; 3-1 мм; 4-1,5 мм; 5-2 мм; 6 - 2,5 мм; 7-3 мм; 8 - 3,5; 9-4 мм
теплообмена капли со сталью. По О. Кришеру [6] при Re = 10-105 формула для теплообмена тел любой формы имеет вид
Nu = 0,662 Рг1/3 Re1/2 . (8)
Определяющий параметр для шара 1 = пг (по радиусу).
Критерии Нуссельта, Прандтля и Рейнольдса находим из формул:
Nu = ^;(9)
Рг = ^;(10)
a к
Re = —,(11)
V
где v - кинематическая вязкость; a — коэффициент температуропроводности; ц - динамическая вязкость;
с - удельная теплоемкость жидкости; и - скорость движения жидкости; / - размер частицы в потоке.
Выражаем сс из (9) и подставляем уравнения
(8) и (11):
/ xl/2 0,662Рг'/3( | к
ot =
(лг)1/2
Подставляя (12) в (7), интегрируя, получаем:
2 PB.gB1^ _ /3/2 з о^бгрг^ед-т^д/и'
-г03/2).(13)
Следовательно, усвоение висмута возрастает (испарение снижается) с уменьшением относительной скорости движения жидкости, времени соприкосновения капли и потока стали, перепада температур между сталью и поверхностью капли и увеличением исходного размера капли.
Частица висмута при соприкосновении с металлом нагревается, и до того, как поток стали затянет ее в металл, частица частично находится на поверхности металла, причем часть ее поверхности соприкасается с газовой средой, часть - с металлом. Поверхность, соприкасающаяся с металлом, растворяется в нем, соприкасающаяся с газовой средой испаряется. Процесс испарения чистого вещества в общем случае лимитируется одним из двух последовательных звеньев этого процесса - диссоциацией с поверхности и массопереносом в газовой фазе. При стационарном процессе испарения количество вещества, испаряющегося с поверхности висмута и диффундирующего через не промешивающийся слой газовой фазы, сопоставимо [7].
Поскольку поток вещества с единицы площади поверхности испарения является в данном случае скоростью испарения и, то для стационарного процесса и — Аэф с, где К^ - эффективная константа равновесия; с -концентрация висмута в капле висмута. Величина
Усвоение висмута находим из формулы
где АР - изменение объема капли; Ко - первоначальный объем капли.
С учетом уравнений (13), (14) и т0 =0 полу
чаем усвоение висмута:

0,993Рг1/3Л(Гс-Тк)т7иУ
PBi£?Bi'o/2V7tv
где Кх - константа акта испарения, не зависящая от давления в газовой фазе (Р); К2 - константа скорости массопереноса в газе, существенно зависящая от Р и скорости движения газовой фазы.
и = и ,= и2; и, = КХС ; и2 = ТС2(С0-С), где Со - концентрация насыщенного пара висмута; С - концентрация пара висмута в окружающей среде.
При температурах разливки стали и внешнем давлении Р = 1 атм лимитирующей стадией про-
цесса испарения для висмута будет диффузия паров висмута в газовой фазе, тогда
G = 0(Co-C), (16) где G — количество висмута, испарившегося с единицы поверхности в единицу времени.
Дробинка висмута, соприкоснувшись с металлом, совершает движение по поверхности и затягивается в металл за счет его циркуляции.
Из уравнения (16) видно, что для снижения скорости испарения необходимо снизить коэффициент массопереноса (3 и разницу концентраций (Со - С ); Со зависит от температуры висмута; С - от концентрации паров висмута в газовой фазе; при равенстве Со = С скорость испарения становится равной нулю. В условиях разливки при атмосферном давлении С не может превысить концентрацию, соответствующую атмосферному давлению. На рис. 3 представлена циркуляция металла в центровом литнике.
Рис. 3. Поведение металла в центровой проводке: d и о - диаметр и скорость струи металла; шц - скорость циркуляции; F- поверхность центровой
По данным работы [4]:
ц F Re0,2 F v где t/Bi - диаметр частицы висмута; v - кинематическая вязкость газа. Кроме того, р ~ <в°-8с/0’8 [8].
Таким образом, скорость испарения висмута будет зависеть от скорости истечения струи и её диаметра. Скорость истечения струи снижается по ходу разливки, а за счет приоткрытая или закрытия стопора изменяется диаметр струи. Скорость истечения струи можно снизить за счет разливки стали через промежуточный ковш или другие устройства.
Разливка стали сифоном сопровождается сильной турбулентностью как при выходе струи из ковша, так и при движении потока по сифонной проводке. Критерий Рейнольдса может изменяться в широких пределах при наполнении тела слитка и прибыли. В реальных условиях при отливке слитка критерий Рейнольдса в центровой диаметром 80 мм составляет 1,5-105 3-105 при наполнении тела слитка и 0,45 -lO’-l l О5 при наполнении прибыль ной части [6], в сифонной проводке с диаметром 50 мм при наполнении тела слитка критерий Рейнольдса составляет 0,6-105-1,210’, и прибыльной части 0,18-105-0,44-105. Для струи металла, входящей в слиток, критерий Рейнолдса сохраняется равным сифонной проводке до определенного расстояния, а при последующем движении струи он снижается. При отмеченных значениях критерия Рейнольдса с учетом шероховатости огнеупорной проводки, резких поворотов потока на угол 90° происходит образование кавитационных полостей, которые в определенные моменты могут захлопываться, при этом в местах их захлопывания возникают давления порядка 1000-2000 атм.
Наличие в стали элементов с высокой упругостью пара при температурах жидкой стали способствует их вскипанию и образованию кавитационных полостей. Образование кавитационных полостей облегчается за счет присутствия в стали неметаллических включений [5, 7]. Образующиеся кавитационные полости заполняются парами висмута. При перемещении кавитационных полостей в зоны с повышенным давлением происходит их захлопывание в объеме стали или на поверхности затвердевающей корочки стали, что приводит к ее разрушению, в других случаях поток жидкости с кавитационными полостями может соприкасаться с атмосферой и тогда происходит раскрытие полостей с переходом паров, заполняющих полости, в атмосферу. Таким образом, регулируя кавитационные процессами, можно исключить потери легирующих элементов, образование поверхностных дефектов отливок, а за счет локальных повышений давлений увеличивать и ускорять растворение легирующих элементов, растворение которых в стали увеличивается с повышением давления, а скоротечность процесса захлопывания и высокие давления, возникающие при этом, приводят к раздроблению дробинок жидкого висмута.
Склонность жидкости к кавитации определяется безразмерным критерием (число кавитации):
2 ’ ри где р0 - абсолютное давление; и - скорость потока; рв - упругость насыщенного пара жидкости; р - плотность жидкости.
По данным А.Д. Перника [9] число кавитации связано с критерием Рейнольдса:
g~Re0’282. (17) Без учета поверхностного натяжения абсолютное давление и критерий Рейнольдса (Re) находятся по формулам (18) и (11):
Po=Pa+Pgh, (18) где ра - атмосферное давление, Н/м2; И — высота столба металла, м.
Как видно из формулы (17) основными параметрами, влияющими на процесс развития кавитации, являются скорость потока, давление насы-
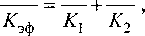
66900 70900 74900 78900 82900 86900 90900 94900 98900
Давление насыщенного пара висмута, Н/м2
Рис. 4. Зависимость критической скорости разливки от давления насыщенного пара висмута и от размера частицы: 1 - диаметр 0,5 мм; 2-1 мм; 3 - 1,5 мм; 4-2 мм; 5-2,5 мм щенного пара и внешнее давление. Увеличение скорости и упругости насыщенного пара и снижение внешнего давления способствуют процессам развития кавитационных явлений.
Преобразуя формулу (17), рассчитываем кри тическую скорость потока:
(А+Рсг^-^п)^0’282
1/0,282
и =
„ ,0,282
РвН
Решение его для ра =1 атм;/г = 0; vCT = 3,57-10 7 м2/с; pBi = 9750 кг/м"; / = 0,0005-0,0025 м представлено на рис. 4, из которого видно, что критическая скорость резко снижается при достижении рв более 93 000 Н/м2. С учетом высоты критическая скорость возрастает в 1,5-2,5 раза при увеличении h от 0 до 0,5 м.
При сифонной разливке стали в слитки массой 2,8 т скорость потока стали в центровой составляет 0,68-1,4 м/с и 0,2-0,5 м/с при наполнении соответственно тела слитка и прибыльной части. При движении по сифонной проводке 0,40-0,86 м/с и 0,13-0,30 м/с соответственно при наполнении тела слитка и прибыльной части. Скорость струи металла, истекающей из ковша, до соприкосновения ее с уровнем металла в центровой составляет 11,9 м/с в начале разливки стали и 4 м/с в конце разливки. Таким образом, в месте внедрения струи металла в расплав в процессе всей разливки возникает обширная зона кавитации, размеры которой возрастают с увеличением скорости струи и ее секундного расхода [6], а по мере наполнения тела слитка и прибыльной части за счет увеличения высоты стали в них (статического давления) процессы кавитации в сифонной проводке и нижней части слитка затухают или полностью затухают.
Таким образом, для увеличения усвоения висмута в стали при сифонной разливке необходимо реализовать такие параметры разливки и подачи висмута, при которых испарение висмута и эвакуация его паров в атмосферу сводились бы до минимума, а растворение висмута закончилось при движении частицы висмута в каналах сифонной про водки. Линейная скорость разливки стали в изложнице до высоты 300-400 мм под держивают в пределах 10-15 мм/с, после чего снижают до 5-7 мм/с и начинают ввод висмута. После окончания ввода висмута на 2-5 с линейную скорость разливки увеличивают до 10—15 мм/с. Окончание разливки проводят со скоростью 1,5-3 мм/с.
Работа проведена по научной программе Федерального агентства по образованию - «Развитие научного потенциала высшей школы (2009-2010 годы)», код проекта - 713 и при поддержке РФФИ, грант № 10-08-96033-р_урал_а.
Список литературы Поведение висмутовой дроби в процессе сифонной разливки стали
- Голубцов В.А. Теория и практика введения добавок в сталь вне печи/В.А. Голубцов. -Челябинск: ЧелГУ, 2006. -403 с.
- Казанцев Е.И. Промышленные печи: справочное руководство для расчетов и проектирования/Е.И. Казанцев. -2-е изд., доп. и перераб. -М.: Металлургия, 1975. -368 с.
- Полывянный И.Р. Висмут/И.Р. Полывянный, А.Д. Абланов, С.А. Батырбекова. -Алма-Ата: Наука, 1989.-316 с.
- Кутателадзе С.С. Теплопередача и гидродинамические сопротивления: справ. пособие/С. С. Кутателадзе. -М.: Энергоатомиздат, 1990. -365 с.
- Кривандин В.А. Металлургические печи/В.А. Кривандин, Б.Л. Марков. -М.: Металлургия, 1967. -672 с.
- Ефимов В.А. Разливка и кристаллизация стали/В.А. Ефимов. -М.: Металлургия, 1976. -552 с.
- Физико-химические расчеты электросталеплавильных процессов: учеб. пособие для вузов/В.А. Григорян, А.Я. Стомахин, А.Г. Паномаренко и др. -М.: Металлургия, 1989. -288 с.
- Манохин А.И. Получение однородной стали/А. И. Манохин. -М.: Металлургия, 1978. -224 с.
- Перник А.Д. Проблемы кавитации/А.Д. Перник. -Л.: Судостроение, 1963. -355 с.
