Поверхностная обработка твердых минералов и кристаллов для микроэлектроники

Автор: Коньшин Анатолий Сергеевич, Теплова Татьяна Борисовна, Соловьев Владимир Владимирович
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 8, 2010 года.
Бесплатный доступ
Квазипластичная поверхностная обработка является перспективным методом механической поверхностной обработки твердых минералов и кристаллов. Этим методом на этапе алмазного шлифования можно получпть высококачественную обработанную поверхность твердых материалов с нанометровой шероховатостью. Quazi-plasticity grinding mode is a promising method for mechanical processing of hard minerals and crystals. Grinding of hard materials in the resilient processing system permits to obtain surface roughness of the hard materials of nano-meter level.
Микроэлектроника, квазипластичная поверхностная обработка, подложки, шероховатость
Короткий адрес: https://sciup.org/140215192
IDR: 140215192
Текст научной статьи Поверхностная обработка твердых минералов и кристаллов для микроэлектроники
В настоящее время наблюдается быстрый рост производства различной высокотехнологичной продукции на основе алмаза и сапфира. Для производства новых видов продукции требуется прецизионная обработка материалов с высоким качеством поверхности (шероховатость до 1-10 нм). Жесткие требования необходимы при использовании этих материалов в элементах мощных СВЧ транзисторов, светодиодов, лазеров голубого и ультрафиолетового диапазона и т.д. Например, применение таких транзисторов в спутниках связи позволяет существенно снизить вес системы охлаждения спутников и продлить срок их службы. Особое значение приобретает качество обработки поверхности с минимизацией отходов сырья для применения кристаллической формы минералов, в том числе алмаза и лейкосапфира, в микроэлектронике при изготовлении подложек интегральных микросхем (ИМС).
При изготовлении подложек ИМС применяются кристаллические материалы, обладающие большой твердостью и высокой теплопроводностью (кремний, лейкосапфир, алмаз). Полупроводниковые схемы на лейкосапфировых подложках изготавливаются с применением эпитаксии. Формирование поверхности нанометрового рельефа для последующего этапа эпитаксии таких материалов является большой проблемой. От качества подложки и качества её поверхностного слоя зависит надежность работы микросхем. Микродефекты и дислокации поверхностного слоя формируются от подложки и наследуют её отрицательные свойства, ухудшая эксплуатационные свойства микросхем.
Во всех областях промышленности, примененяющих ИМС, в настоящее время прослеживается тенденция миниатюаризации электронных приборов и соответственно их деталей, в том числе подложек. При этом на меньшей площади подложки необходимо разместить большее количество элементов ИМС. С развитием микроэлектроники, микрохирургии, приборостроения и других отраслей промышленности при изготовлении изделий из этих минералов ужесточаются требования к качеству поверхности (нанометровая шероховатость и минимум дефектов привнесенных технологическим процессом обработки).
Основным промышленным способом обработки твердых хрупких минералов (в том числе кристаллов) является механическое шлифование свободным и связанным абразивом. После такой обработки получается поверхность с шероховатостью около 200 нм и нарушенным подповерхностным слоем. Для достижения необходимой шероховатости (например, для лейкосапфира 0,2 нм) при изготовлении подложек заготовка полируется в агрессивных средах. При таком способе проблематично достижение стабильно повторяющихся параметров процесса обработки, высок процент брака ИМС, связанного с обработкой поверхностей подложек.
Перспективным способом получения высококачественной поверхности твердых хрупких кристаллических материалов нанометрового рельефа является удаление поверхностного слоя в режиме квазипастичности [1]. Квазипластичность – проявление пластичных свойств поверхностным слоем твердых хрупких материалов при обработке. Впервые процесс обработки в режиме квазипластичности был исследован Т.Г. Бифано и Т.А. Доу в восьмидесятых годах двадцатого века на установке «PEGASUS» [2]. Д.т.н. Сильченко О.Б. создана теория размерно-регулируемой и бездефектной обработки твердоструктурных минералов, за основу которой принята физическая мезомеханика академика Панина В.И. [3] Д.т.н. Тепловой Т.Б. построена теоретическая модель квазипластичного удаления поверхностного слоя и предложена классификация состояния поверхностного слоя минерала при его механической обработке по величине удельной энергии воздействия. При этом показано, что необходимое качество поверхности может быть достигнуто при обработке в режиме квазипластичности при величине удельной энергии в интервале от предела Пайерлса, соответствующего началу движения дислокаций, до хрупкого разрушения [4]. По приведенной классификации определяется допустимая величина энергии, при которой поверхностноя обработка осуществляется в режиме квазипластичного удаления поверхностного слоя, не переходя в область хрупкого разрушения. Зная допустимую величину удельной энергии и физико-механические свойства образца обрабатываемого материала при постоянной скорости шлифовального круга, определяется необходимое усилие прижима для получения поверхности нанометровой шероховатости без внесенных процессом обработки дефектов хрупкого разрушения.
Под руководством к.т.н. Коньшина А.С. на основе фундаментальных работ д.т.н., проф. Кудинова В.А., д.т.н., проф. Ратмирова В,А., д.т.н., проф. Левина А.И., к.т.н. Бобрина В.И. в ЭНИМСе был создан станочный модуль АН15ф4 (рис. 1). с числовым программным управлением (ЧПУ) для обработки поверхностей твердых минералов и кристаллов в режиме квазипластичности. Основываясь на известных принципах адаптивного управления станков для шлифования металлов, упругая обрабатывающая система обеспечивает достаточную жесткость, высокую разрешающую способность и стабильность дискретного перемещения исполнительных органов. В станочном модуле с ЧПУ модели АН-15ф4 реализована принципиально новая технология [5]. Сущность её состоит в самонастраивающемся компьютерном управлении дискретного, квазипластичного и размерно-регулируемого микрорезания твердоструктурных кристаллов и минералов (алмазов) на основе информации об упругих деформациях в обрабатывающей системе.

Рис.1. Станочный модуль АН15ф4 с ЧПУ
Станочный модуль с ЧПУ реализует:
Число управляемых осей
Число позиций для установки режущего инструмента и контрольно-измерительных средств
(револьверная головка)
Дискретность задания и отработки перемещений
-
- оси X, Y, мкм
-
- ось Z, мкм
-
- оси A, B, град.
Максимальная величина перемещений
-
- линейная ось X, м
-
- линейная ось Y, м
-
- линейная ось Z, м
-
- круговая ось A, град.
-
- круговая ось B, град.
Диапазон рабочих подач, мм/мин
Диапазон частоты вращения шпинделей, об/мин
Количество мест в сменной кассете, штук
Число одновременно обрабатываемых изделий, штук
Шероховатость обработанной поверхности
R z ,(мкм)*10-6м
Диаметр алмазного инструмента, (мм)*10-3м
Суммарная подводимая мощность, КВт Габаритные размеры
-
- длина, м
-
- ширина, м
-
- высота, м
Масса, кг
0,5 0,05-0,03 0,001
(0,3) (0,01) 90
неограниченно 0,06…4500 3000 – 6000 15
0,0008…0,05 250
1,15
1,96
Кинематическая схема станочного модуля приведена на рис.2
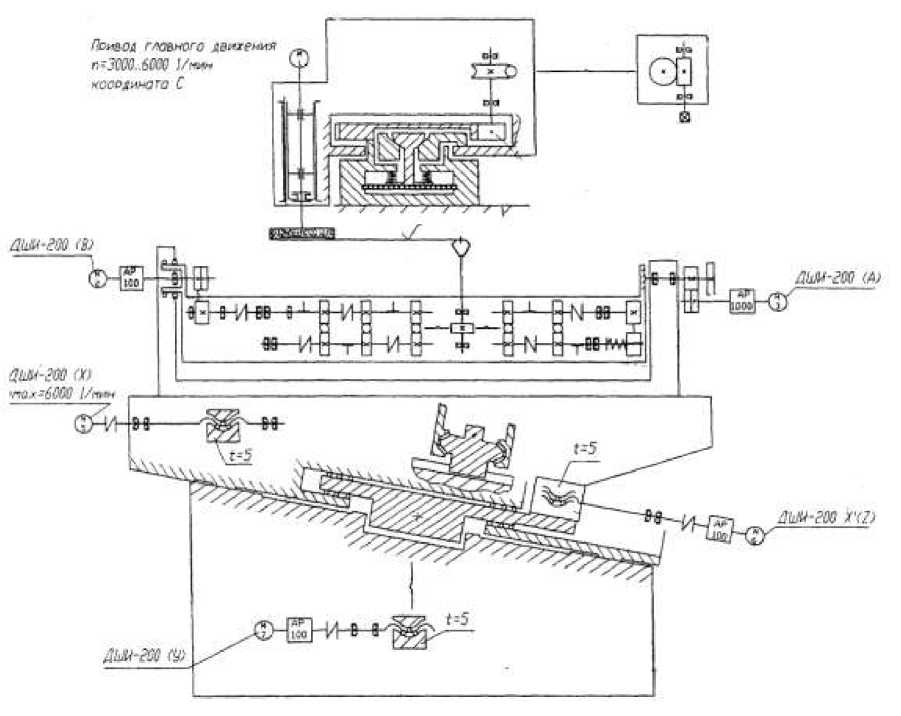
Рис.2. Кинематическая схема станочного модуля АН15ф4
Основные направления перемещения станочного модуля показаны на рис. 3.
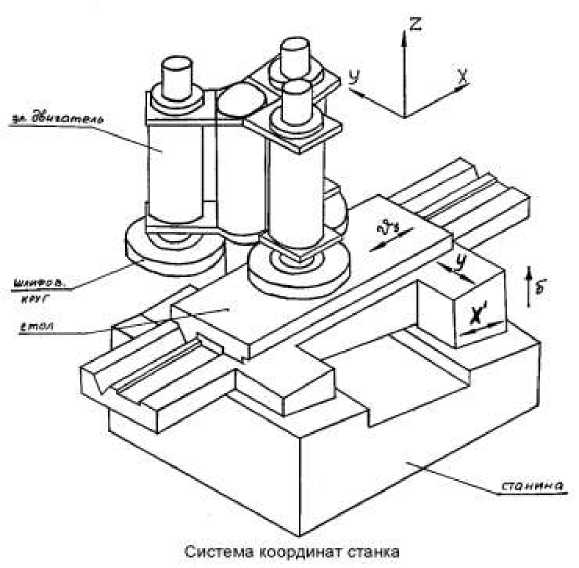
Рис.3. Основные направления перемещения станочного модуля АН15ф4.
Шлифовальный круг станочного модуля имеет производящую инструментальную поверхность (ПИП) со связанными режущими зернами. В программу упругой обрабатывающей системы станка вводятся: ее предел упругости на сжатие и расчетные параметры интенсивности съема припуска с обрабатываемой поверхности (ОП) заготовки изделия. Осуществление шлифования обрабатываемой поверхности заготовки изделия совершается путем сложного движения, являющегося результатом вращательного движения ПИП, многопроходных реверсивных продольных перемещений точки касания ОП с ПИП по расчетной траектории ПИП и осуществляемых в момент реверса врезных подач по нормали к плоскости формообразования до получения готового изделия с заданными размерами и заданной высотой микронеровностей (Rz). В процессе шлифования многопроходные реверсивные продольные перемещения в плоскости формообразования осуществляют дискретно с шагом, по существу, равным заданной высоте микронеровностей на ОП готового изделия. Для упорядоченного в пространстве и во времени динамического воздействия (на микромасштабном уровне) на обрабатываемую поверхность монокристалла со стороны УОС в виде отдельных импульсов микроконцентраторов касательных напряжений на ПИП шлифовального круга создают рельеф в виде выступов (рис.4).
При способе шлифования в режиме пластичности врезная подача (перпендикулярно плоскости круга) составляет 0,05 – 0,005 мкм, поэтому при взаимодействии зерна шлифовального круга с ОП не происходит хрупкого разрушения обрабатываемого материала в виде скола, выкола или распространяющейся вглубь трещины, а происходит пластическая деформация материала или кристалла. Для получения обработанной поверхности нанометровой шероховатости с минимальными дефектами, привнесенными процессом обработки в поверхностный и подповерхностный слой была определена система критериев процесса квазипластичной обработки твердых хрупких минералов [6]. Использование критериев обеспечивает возможность выбора рационального диапазона технологических параметров процесса автоматической механической обработки твердых материалов с получением нанометрового рельефа поверхности. Для подтверждения теоретических исследований были проведены экспериментальные исследования обработки кристаллических материалов в режиме квазипластичности. Параметры образцов приведены в табл. 1. Для каждого образца проводились серии испытаний с изменением профиля поверхности. Целью экспериментальных исследования был выбор автоматического режима обработки для каждого материала.
Параметры экспериментальных образцов
Таблица 1
|
Материал |
Цвет |
Форма |
Диаметр/ площадь (мм) |
Высота (мм) |
|
Натуральный алмаз образец 1 образец 2 образец 3 |
белый белый белый |
произвольная |
||
|
Поликристаллический алмаз образец 1 образец 2 образец 3 |
черный черный белый |
призма цилиндр призма |
8х8 мм2 18 мм 8х8 мм2 |
0,42мм 0,5 мм 0,42 мм |
|
Синтетический лейкосапфир Образец 1 Образец 2 Образец 3 |
белый желтый розовый |
цилиндр цилиндр цилиндр |
31,5 мм 30 мм 31 мм |
16,8мм 11мм 14 мм |
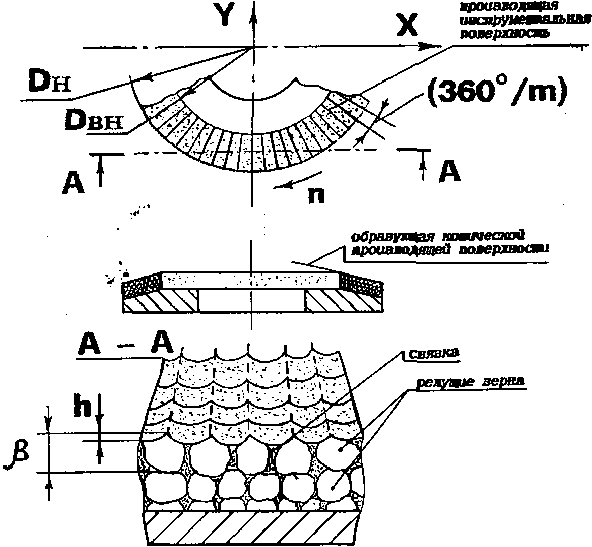
m – количество выступов;
n – частота вращения инструментальной поверхности (сек -1);
D H – наружный диаметр инструмента;
D BH – внутренний диаметр инструмента ;
h - высота микронеровностей; в - размер зерна
Рис. 4. Микрорельеф производящей инструментальной поверхности
Обработка поверхности экспериментальных образцов осуществлялась тремя шлифовальными кругами (ГОСТ 16172-80). Первый круг изготовлен на керамической связке со 150% -ной концентрацией синтетического алмазного микропорошка фракции 20/14. Маркировка круга 12А2-45º (АЧК) АСМ20/14 150% КПГ 250х20х5х25 (мм). Второй круг изготовлен на керамической связке со 150% -ной концентрацией синтетического алмазного микропорошка фракции 8/5. Маркировка круга 12А2-45º (АЧК) АСМ8/5 150% КПГ 250х20х5х25 (мм). Третий круг изготовлен на связке из костной муки со 150% -ной концентрацией синтетического алмазного микропорошка фракции 3/2. Маркировка круга 12А2-45º (АЧК) АСМ3/2 150% ВФ1 250х20х5х25 (мм). В состав экспериментальной установки входили пьезодатчик силы, фиксирующий колебания обрабатывающей системы, и передающий их через усилитель на осциллограф “Vellaman” PCS64. Пьезодатчик был изготовлен по специальному заказу, максимально допустимая нагрузка 20 кГ . см-2, имеет два диапазона измерений 0-10 кГц и 10кГц –3М Гц.
Датчик встроен в винт М1бх1,5, который ввинчивается в резьбовое отверстие поворотного устройства шпинделя изделия рис. 5.
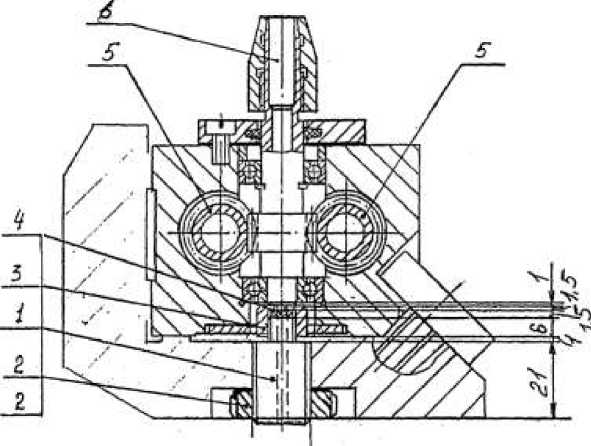
Рис. 5. Расположение пьезодатчика силы в корпусе поворотного устройства
1 – винт датчика; 2 – гайка с шайбой; 3 – колпачок датчика; 4 – пьезодатчик силы; 5 – винт-рейка; 6 – шпиндель изделия.
Шпиндель изделия опирается на пьезопреобразователь, который фиксирует изменение нормальной составляющей силы резания в процессе обработки. Датчик силы обладает высоким быстродействием и чувствительностью, достаточной для регистрации динамики процесса поверхностной обработки твердых хрупких минералов (в т. ч. кристаллов). Так как сигнал датчика является импульсным, то на осциллограммах прослеживается запись возвращения значения импульса в ноль. Для усиления электрического сигнала с пьезопреобразователя используется электронный усилитель.
При экспериментальной отработке режимов [7, 8, 9] получены обработанные поверхности образцов нанометрового рельефа без дефектов, внесенных процессом обработки. Исследования поверхностей обрабатываемых образцов проводились в ЦЕНИ ИОФ им А.М.Прохорова РАН на интерферометре белого света "Zigo" newview 5000, разрешение в плоскости объекта 0,45 мкм по оси Y - 1 A. Результаты исследований приведены на рис 6, 7.
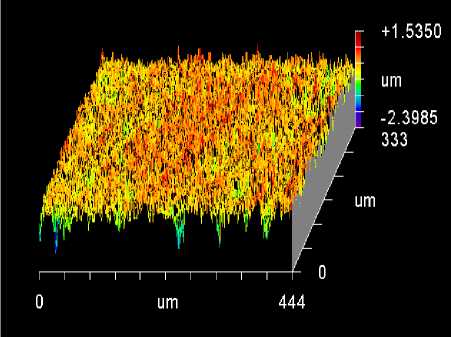
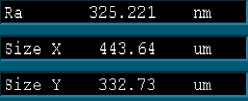
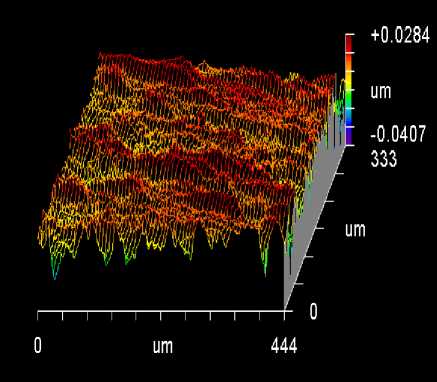
Рис.6. Трехмерное изображение и профи л лограмма среза поверхности опытного образца лейкосапфира до обработки. Шероховатость Ra=325 нм, размер кадра 443х333 мкм.
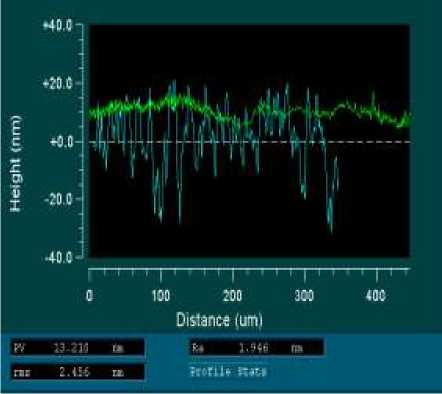
Рис.7. Трехмерное изображение и профиллограмма среза поверхности опытного образца лейкосапфира после обработки. Шероховатость Ra=1,946 нм, размер кадра 443х333 мкм.
Нанометровый рельеф поверхности с шероховатостью 2,5 нм на участке поверхности поликристаллического алмаза и 1,95 нм на участке поверхности лейкосапфира получены в процессе обработки шлифовальными кругами с разной зернистостью круга на финишной обработке при определенных режимах процесса квазипластичной обработки. Проведенные экспериментальные исследования косвенно подтвердили модель квазипластичной поверхностной обработки. При квазипластичной обработке формирование нанометрового рельефа поверхности возможно при различной зернистости шлифовального круга, так как доля хрупкого разрушения при правильно подобранных режимах обработки минимальна.
Анализ полученных экспериментальных данных подтвердил выводы теоретических исследований о том, что качество поверхности обрабатываемого материала определяется величиной контактных напряжений на микронеровностях, характеризуемых врезными подачами, максимальное значение которых (0,05 мкм для алмаза; 0,03 мкм для лейкосапфира) в области стабильных частот (0,6 кГц для лейкосапфира, 3,5 кГц для алмаза), генерируемых системой «инструмент – обрабатываемый материал» в процессе квазипластичного удаления поверхностного слоя, обеспечивает наилучшую производительность обработки материала в режиме квазипластичности от 50 нм/ход до 1 нм/ход в зависимости от заданных выходных параметров с получением поверхности нанометрового рельефа (R a = 2,5 нм для поликристаллического алмаза, R a =1,9 нм для лейкосапфира).
Заключение.
Поверхностная обработка твердых хрупких материалов в режиме квазипластичности позволяет получить обработанные поверхности с шероховатости 2-10нм. Способ является перспективным в микроэлектронике для поверхностной обработки подложек из твердых материалов (например, лейкосапфира) т.к. сокращает время полирования и травления в агрессивных средах, а иногда позволяет отказаться от этапа полирования. Возможность осуществления технологической диагностики различными аппаратными средствами и осуществления групповой обработки изделий из твердых хрупких материалов для микроэлектроники позволяют автоматизировать процесс поверхностной обработки. Способ также может найти применение в оптике, медицине, светотехнике, ювелирной и других отраслях промышленности, требующих прецизионную обработку твердых материалов с получением высококачественной поверхности.
Список литературы Поверхностная обработка твердых минералов и кристаллов для микроэлектроники
- Теплова Т. Б. Перспективы технологии размерно-регулируемого обработки твердых высокопрочных материалов. -М.: ГИАБ, 2005. -№1. -С. 90-94.
- Bifano. T.G., Blake. P., Dow T.A., Scattergood R.O. Precision Machining of Ceramic Materlals. Proc. of the Intersociety Symposium on the Machining of Ceramic Materials and Components.R. E. Parks.K. Subramsnian K Ball eds Am Cer. Soc., ASME Abras. End. Soc. pp. 99-120, April, 1987 (Updated and Reprinted in American Ceramic Society Bulletin, June, 1988. -Vol. 67. -No. 6. -pp. 1038-1044.)
- Панин В.Е. Современные проблемы пластичности и прочности твердых тел.//Изв. Вузов. Физика, 1998. -т.41. -№1. -С 7-34.
- Теплова Т.Б. Исследование возможности обработки хрупких твердых кристаллических материалов электронной техники в режиме квазипластичности для совершенствования качества обрабатываемой поверхности. -Нано-и микросистемная техника, 2008. -№2. -С. 45-47
- Коньшин А.С., Сильченко О.Б., Сноу Б.Д. Способ микрошлифования твѐрдоструктурных материалов и устройство для его реализации. Патент РФ №2165837 от 27.04.2001 г.
- Теплова Т.Б. Физико-технологические принципы получения нанометрового рельефа поверхности при обработке твердых хрупких материалов электронной техники. -Нано-и микросистемная техника. -2008. -№7. -С. 33-37.
- Коньшин А.С., Теплова Т. Б., Соловьев В.В. Особенности микрошлифования кристаллов лейкосапфира на станочном модуле с числовым программным управлением. -М.: ГИАБ. -2005. -№3. -С. 52-56.
- Теплова Т.Б., Коньшин А.С., Соловьев В.В., Ашкинази Е.Е. О выборе рациональных режимов процесса микрошлифования монокристалла лейкосапфира. -М.: ГИАБ. -2005. -№9. -С. 76-83.
- Обработка поликристаллических CVD алмазов в упругой обрабатывающей системе. Е.Е. Ашкинази, В.Г. Ральченко, А.С. Коньшин, Т.Б. Теплова и др./Породоразрушающий и металлообрабатывающий инструмент -техника и технологии его изготовления и применения/Сборник научных трудов. -Киев: ИСМ им. В.Н. Бакуля, выпуск 8, 2005. -С.216-220.
