Повышение долговечности сварных стыковых соединений, работающих при циклических нагрузках в двухосном поле напряжений

Автор: Людмирский Ю.Г., Леонов В.П., Ассауленко С.С.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.22, 2022 года.
Бесплатный доступ
Введение. В листовых и корпусных конструкциях, работающих под давлением, разрушение, как правило, локализуется вдоль линии перехода от основного металла к металлу шва. Рассмотрены методы повышения долговечности сварных стыковых соединений, которые направлены на снижение концентрации напряжений и создание благоприятных остаточных напряжений сжатия. Материалы и методы. Опыты проводились на установке для двухосного изгиба, создающей двухосное поле напряжений. Испытывались образцы заводского исполнения и образцы с дополнительно обработанной зоной перехода от металла шва к основному металлу. Показана эффективность дополнительной обработки следующими методами: - зачистка абразивным инструментом; - дробенаклеп; - зачистка абразивным инструментом с дробенаклепом; - оплавление границы шва в аргоне без присадочной проволоки; - оплавление границы шва в аргоне с присадочной проволокой ЭП-410У; - оплавление границы шва без присадочной проволоки с пластическим деформированием между узкими роликами. Результаты исследования. Анализировались зарождение, развитие разрушения и его особенности при разных способах дополнительной обработки сварных соединений. Рассчитаны доверительные интервалы (95 %) зарождения и развития разрушений для сварных соединений и основного металла. Оценивалась эффективность предложенных методов дополнительной обработки. Обсуждение и заключения. Анализ эффективности методов повышения долговечности стыковых сварных соединений показал, что создание плавного перехода от металла шва к основному металлу значительно снижает концентрацию напряжений. Это позволяет увеличить количество циклов до зарождения разрушений и живучесть соединений. Благодаря сжимающим напряжениям в околошовной зоне можно повысить долговечность сварных соединений. Наиболее результативные методы дополнительной обработки сварных швов сочетают уменьшение концентрации напряжений и создание остаточных напряжений сжатия. Самое технологичное решение - переплав зоны перехода в среде аргона с дополнительной присадочной проволокой ЭП-410У.
Повышение долговечности, циклические нагрузки, стыковые соединения, концентрация напряжений, остаточные напряжения, зарождение и развитие разрушения
Короткий адрес: https://sciup.org/142236319
IDR: 142236319 | УДК: 621.791 | DOI: 10.23947/2687-1653-2022-22-3-232-241
Increasing the durability of butt-welded joints operating under cyclic loads in a biaxial stress field
Introduction. In sheet and hull structures operating under pressure, destruction, as a rule, is localized along the transition line from the base metal to the weld metal. Methods of increasing the durability of butt-welded joints, which are aimed at reducing stress concentration and creating favorable residual compression stresses, are described. Materials and Methods. The tests were carried out on an installation for biaxial bending, which created a biaxial stress field. Factory-made coupons and samples with an additionally processed transition zone from the weld metal to the base metal were tested. The effectiveness of further processing is shown by the following methods: - abrading; - grit hardening; - abrading with grit hardening; - melting of the fusion line in argon without filler wire; - melting of the fusion line in argon with filler wire EP-410U; - melting of the fusion line without filler wire with plastic deformation between narrow rollers. Results. The origin, development of destruction, and its features were analyzed using different methods of further processing of joint welds. Confidence spans (95 %) of the origin and development of failures for joint welds and base metal were calculated. The efficiency of the proposed methods for further processing was evaluated. Discussion and Conclusions. An analysis of the effectiveness of methods for increasing the durability of butt-welded joints has shown that the creation of a smooth transition from the weld metal to the base metal reduces significantly the stress concentration. This provides increasing the number of cycles before the onset of destruction and the survivability of compounds. Due to compressive stresses in the near-weld area, it is possible to increase the durability of joint welds. The most effective methods of further processing of welds combine the reduction of stress concentration and the creation of residual compression stresses. The high-tech solution is remelting the transition zone in an argon medium with an additional EP-410U filler wire.
Текст научной статьи Повышение долговечности сварных стыковых соединений, работающих при циклических нагрузках в двухосном поле напряжений
Original article
Increasing the Durability of Butt-Welded Joints Operating underCyclic Loads in a Biaxial Stress Field
Yury G. Lyudmirsky 1 Э, Valery P. Leonov ®2, Semyon S. Assaulenko 1 Ci И
-
1 Don State Technical University, 1, Gagarin sq., Rostov-on-Don, Russian Federation
-
2 Central Research Institute of Structural Materials “Prometey” named after I. V. Gorynin of National Research Center “Kurchatov Institute”, 49, Shpalernaya St., Petersburg, Russian Federation И assaulenko s@mail.ru
Introduction. In sheet and hull structures operating under pressure, destruction, as a rule, is localized along the transition line from the base metal to the weld metal. Methods of increasing the durability of butt-welded joints, which are aimed at reducing stress concentration and creating favorable residual compression stresses, are described.
Materials and Methods. The tests were carried out on an installation for biaxial bending, which created a biaxial stress field. Factory-made coupons and samples with an additionally processed transition zone from the weld metal to the base metal were tested. The effectiveness of further processing is shown by the following methods:
– abrading;
-
– grit hardening;
-
– abrading with grit hardening;
-
– melting of the fusion line in argon without filler wire;
-
– melting of the fusion line in argon with filler wire EP-410U;
-
– melting of the fusion line without filler wire with plastic deformation between narrow rollers.
Results. The origin, development of destruction, and its features were analyzed using different methods of further processing of joint welds. Confidence spans (95 %) of the origin and development of failures for joint welds and base metal were calculated. The efficiency of the proposed methods for further processing was evaluated.
Discussion and Conclusions. An analysis of the effectiveness of methods for increasing the durability of butt-welded joints has shown that the creation of a smooth transition from the weld metal to the base metal reduces significantly the stress concentration. This provides increasing the number of cycles before the onset of destruction and the survivability of compounds. Due to compressive stresses in the near-weld area, it is possible to increase the durability of joint welds. The most effective methods of further processing of welds combine the reduction of stress concentration and the creation of residual compression stresses. The high-tech solution is remelting the transition zone in an argon medium with an additional EP-410U filler wire.
Введение. Сварные корпусные и оболочковые конструкции, работающие под давлением, широко применяются в судостроении, химическом, энергетическом машиностроении и других отраслях. Снижение металлоемкости подобных конструкций при одновременном повышении их работоспособности является важнейшей задачей [1–4]. Для уменьшения веса конструкций необходимо использовать более прочные материалы при напряжениях, близких к пределу текучести. В этом случае для обеспечения высокой конструктивной прочности выдвигаются особые требования к выполнению сварных конструкций. Другими словами, необходимо разработать мероприятия, повышающие долговечность конструкций до величин, близких к показателям основного металла.
Цель работы — исследование возможностей повышения долговечности сварных соединений, работающих при циклических нагрузках в коррозионной среде (3 % раствор NaCl ), с помощью дополнительной обработки швов.
Материалы и методы. Стыковые сварные соединения были выполнены из хромоникельмолибденовой стали. Предварительная термообработка листового материала обеспечивала пределы текучести 900 МПа, 1100 МПа, 1150 МПа. Испытания [5, 6] проводились при двухосном поле напряжений и одновременном действии повторных статических нагрузок в коррозионной среде (3 % раствор NaCl ). Ручная многопроходная сварка выполнялась низколегированными электродами 48Н11, 48Н13 и аустенитными электродами ЭА 981/15. Разрушение зарождается со стороны растянутых волокон, поэтому напряженное состояние исследовали на растянутой поверхности образца. Напряжения определяли расчетным путем. Измеряли рычажным тензометром Гугенбергера и тензорезисторами с базой 5 мм на расстоянии 10 мм от сварного шва. Если измеренные значения напряжений отличались более чем на 5 % от расчетных, корректировалось давление под образцом.
Разрушение сварных соединений локализуется вдоль линии перехода от основного металла к металлу шва, как показано на рис 1.
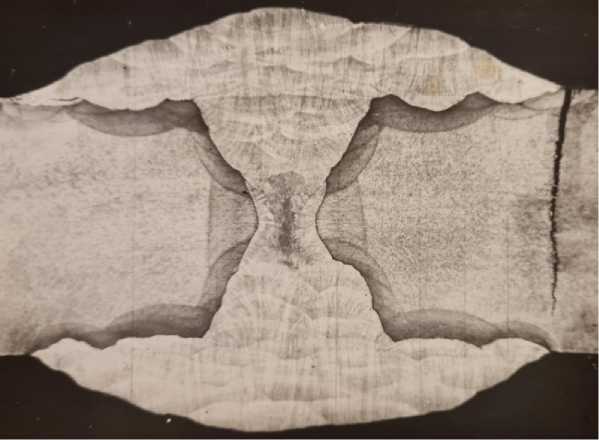
Рис. 1. Характер разрушения сварного стыкового соединения (фото авторов)
Основные причины снижения работоспособности сварных соединений по сравнению с листовым металлом [7–11]:
-
– геометрическая концентрация напряжений;
-
– остаточные сварочные напряжения;
– ухудшение структуры и свойств основного металла в околошовной зоне под воздействием термического цикла сварки.
Влияние каждого из этих факторов можно частично или полностью нейтрализовать.
На кафедре «Машины и автоматизация сварочного производства» (МиАСП) ДГТУ в течение многих лет испытывались стыковые сварные соединения высокопрочных сталей с различными способами дополнительных обработок (таблица 1). Опыты соответствовали условиям нагружения реальных конструкций.
Таблица 1
Способы дополнительных обработок сварных стыковых соединений в зоне перехода от шва к основному металлу
|
№ |
Обработка |
|
1 |
Зачистка абразивным кругом с зернистостью 80. Радиус галтели R = 30–40 мм |
|
2 |
Дробенаклеп дробеструйным аппаратом АД-1 со стальной литой дробью ДСЛ-1,5. Давление 5 атм, скорость перемещения головки 75 мм/мин. Зона обработки в месте перехода от шва к металлу 15–30 мм |
|
3 |
Зачистка абразивным кругом зоны перехода от металла шва к основному металлу 1-м способом и дробенаклеп 2-м способом |
|
4 |
Оплавление границы шва в среде аргона без присадочной проволоки. Диаметр вольфрамового электрода 3 мм, сила тока I = 120 А, напряжение на дуге U = 10–12 В, скорость сварки 8 м/ч, частота поперечных колебаний 60 мин –1, амплитуда колебаний 6 мм |
|
№ |
Обработка |
|
5 |
Оплавление границы шва с присадочной проволокой ЭП-410У 4-м способом. Диаметр присадочной проволоки 1,6 мм |
|
6 |
Оплавление границы шва без присадочной проволоки 4-м способом. Пластическое деформирование между роликами. Диаметр ролика 120 мм, ширина 20 мм. Усилие между роликами 18000 кгс, скорость прокатки 1,4 м/мин |
Физические и металлургические процессы, протекающие при сварке, не поддаются моделированию в полном объеме. Поэтому испытания проводили на натурных сварных стыковых соединениях при полном сохранении заводской технологии сварки и геометрических параметров соединений. Малоцикловая усталость сварных соединений исследовалась на образцах в виде дисков диаметром 550 мм толщиной 30 мм на установке УДИ-550 [12]. Их шарнирно закрепляли по контуру и нагружали гидростатическим давлением масла. Под действием гидростатического давления диск осесимметрично изгибался. На внутренней поверхности возникали напряжения сжатия, на внешней — напряжения растяжения, на нее воздействовала коррозионная среда — 3 %-ный водный раствор хлористого натрия. Образцы испытывали при повторном статическом нагружении с частотой 10 циклов/мин.
Максимальные напряжения возникали в центральной части образцов. На большой поверхности выше статистическая вероятность возникновения и развития разрушения, что в целом приближает условия испытания с реальными условиям работы нагруженных корпусных конструкций.
Результаты исследования. В таблице 2 приведены результаты испытаний образцов после дополнительной обработки сварных соединений при циклическом нагружении.
Таблица 2
Влияние дополнительных методов обработки сварных стыковых соединений на характеристики работоспособности
|
№ |
Предел текучести, МПа |
Сварочные материалы |
Вид обработки соединения |
Max напряжения цикла, МПа |
Доп. обработка |
Число циклов до |
Место разрушения |
|
|
появления трещин, N т |
потери герметичности, Nр |
|||||||
|
1 |
1100 |
ЭА 981/15 |
1-й способ: абразивная зачистка |
700 |
Нет |
2600 |
20560 |
Линия перехода* |
|
2 |
3890 |
24401 |
||||||
|
3 |
Есть |
10840 |
27237 |
|||||
|
4 |
9115 |
28947 |
||||||
|
5 |
1100 |
48Н13 |
2-й способ: дробе-наклеп |
860 |
Нет |
2000 |
7430 |
Линия перехода |
|
6 |
2100 |
11500 |
||||||
|
7 |
Есть |
1410 |
27349 |
Линия перехода |
||||
|
8 |
2000 |
14051 |
||||||
|
9 |
1100 |
48Н13 |
3-й способ: абразивная зачистка и дробенаклеп |
700 |
Есть |
10670 |
32310 |
Линия перехода с выходом на основной металл |
|
10 |
12430 |
37540 |
||||||
|
11 |
1100 |
ЭА 981/15 |
720 |
Есть |
10870 |
32840 |
||
|
12 |
9300 |
34460 |
||||||
|
13 |
1100 |
48Н13 |
4-й способ: оплавление границы шва в аргоне без присадочной проволоки |
700 |
Нет |
3800 |
24930 |
Линия перехода с выходом на основной металл |
|
14 |
2680 |
21980 |
||||||
|
15 |
Есть |
6240 |
33287 |
|||||
|
16 |
6450 |
29714 |
||||||
|
17 |
ЭА 981/15 |
Есть |
8320 |
25400 |
||||
|
18 |
7000 |
24250 |
||||||
|
19 |
900 |
48Н11 |
5-й способ: наплавка галтельного валика проволокой ЭП410У |
605 |
Нет |
4300 |
29074 |
Линия перехода |
|
20 |
4200 |
23079 |
||||||
|
21 |
Есть |
25600 |
100000 |
Основной металл и перпендикулярно ко шву |
||||
|
22 |
29800 |
58384 |
||||||
|
23 |
30910 |
91300 |
||||||
|
24 |
24100 |
86000 |
||||||
|
25 |
1150 |
48Н11 |
5-й способ |
720 |
Нет |
3386 |
22639 |
Линия перехода |
|
26 |
2566 |
22433 |
||||||
|
27 |
Есть |
7627 |
39457 |
Линия перехода и основной металл |
||||
|
28 |
4890 |
33405 |
||||||
Машиностроение и машиноведение
|
№ |
Предел текучести, МПа |
Сварочные материалы |
Вид обработки соединения |
Max напряжения цикла, МПа |
Доп. обработка |
Число циклов до |
Место разрушения |
|
|
появления трещин, N т |
потери герметичности, Nр |
|||||||
|
29 |
1150 |
48Н13 |
5-й способ |
760 |
Нет |
3890 |
24401 |
Линия перехода |
|
30 |
3285 |
23245 |
||||||
|
31 |
Есть |
8500 |
36400 |
Линия перехода и основной металл |
||||
|
32 |
9886 |
34636 |
||||||
|
33 |
900 |
48Н13 |
Оплавление границы шва 4-м способом + 6-й способ: прокатка шва между узкими роликами |
605 |
Нет |
3270 |
21980 |
Линия перехода |
|
34 |
1300 |
26074 |
||||||
|
35 |
1200 |
19079 |
||||||
|
36 |
3160 |
26880 |
||||||
|
37 |
Есть |
20860 |
48210 |
Основной металл и трещины поперек шва |
||||
|
38 |
19321 |
139300 |
||||||
|
39 |
17300 |
93552 |
||||||
|
40 |
24475 |
99910 |
||||||
|
41 |
ЭА981/15 |
720 |
Нет |
3386 |
22630 |
Линия перехода |
||
|
42 |
2566 |
22433 |
||||||
|
43 |
Есть |
31950 |
96875 |
Основной металл и трещины поперек шва |
||||
|
44 |
23450 |
78543 |
||||||
|
45 |
1150 |
48Н13 |
760 |
Нет |
3285 |
23245 |
Линия перехода |
|
|
46 |
Есть |
22900 |
87280 |
Основной металл и трещины поперек шва |
||||
|
47 |
21168 |
55039 |
||||||
*От шва к основному металлу.
Дополнительная обработка сварных соединений 1-м и 4-м способом (таблица 1) уменьшала концентрацию напряжений за счет увеличения радиуса сопряжения металла шва с основным металлом.
2-й способ создавал в зоне сварного шва небольшие сжимающие напряжения, но практически не менял их концентрацию. Альтернатива предложенному способу — прокатка зоны перехода, представленная в [13].
3-й, 5-й и 6-й способы помимо снижения концентрации напряжений, позволяли получать в зоне перехода от металла шва к основному металлу благоприятные остаточные напряжения сжатия.
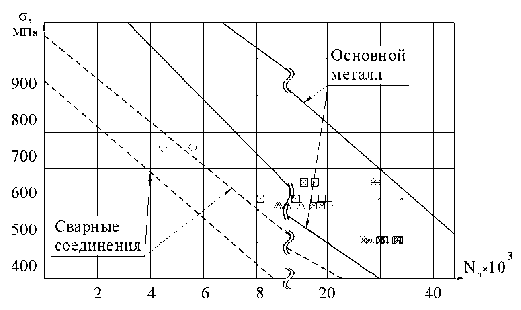
На рис. 2 а показаны доверительные интервалы (95 %) количества циклов до зарождения разрушения N з , а на рис. 2 б — интервалы количества циклов до разрушения N р для сварных соединений (пунктирные линии), выполненных по заводской технологии, и для основного металла (сплошные линии). Интервалы строили по данным таблицы 2.
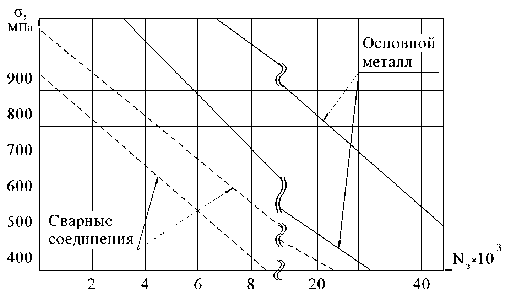
а ) б )
Рис. 2. Сравнение работоспособности основного металла и сварных стыковых соединений при повторном статическом нагружении: а — число циклов до появления трещин; б — число циклов до разрушения
Представлены области разброса значений сопротивления повреждаемости и долговечности сварных стыковых соединений (рис. 2 а ) и основного металла (рис. 2 б ) в зависимости от максимальных напряжений при от-нулевом пульсирующем цикле нагружения.
Видно, что количество циклов до зарождения разрушения N з и долговечность сварных стыковых соединений до разрушения N р (количество циклов до потери герметичности) гораздо меньше, чем у основного металла.
Для определения сжимающих напряжений, которые образовывались в швах в результате обработки, измеряли остаточные напряжения. Этот метод описан в работах [14, 15].
В таблице 3 представлены результаты измерений остаточных напряжений в направлении, перпендикулярном оси шва, на поверхности сварных соединений в околошовной зоне.
Таблица 3
Остаточные напряжения сжатия в зоне сопряжения металла шва с основным металлом в зависимости от способов дополнительной обработки
|
Способ дополнительной обработки сварного шва |
Сжимающие напряжения, МПа |
|
2-й и 3-й |
60–80 |
|
5-й |
240–320 |
|
6-й |
700–800 |
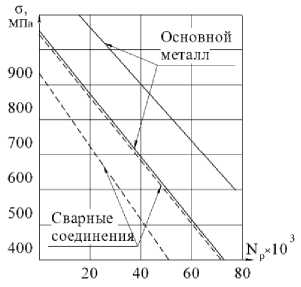
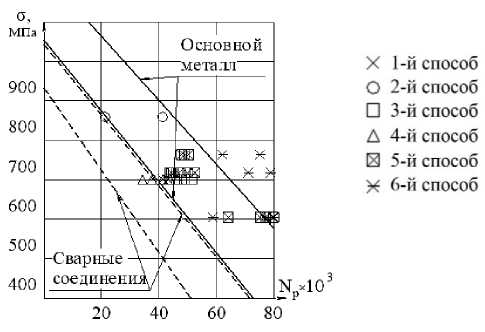
По данным таблицы 2 и рисунка 3 можно судить об эффективности различных способов дополнительной обработки сварных соединений, работающих при циклическом нагружении.
а )
б )
Рис. 3. Эффективность способов дополнительной обработки зоны сопряжения металла шва с основным металлом: а — число циклов до появления трещин; б — число циклов до разрушения
На рис. 3 показаны результаты испытания образцов стыковых сварных соединений, обработанных разными способами. На рис. 3 а представлены доверительные области разброса значений до зарождения разрушения основного металла и стыковых сварных соединений без дополнительной обработки. На рис. 3 б — те же области до разрушения образцов (до потери герметичности).
Зачистка зоны перехода от металла шва к основному металлу повышает сопротивляемость зарождению разрушения из-за уменьшения концентрации напряжений (таблица 2). Однако этот способ практически не повлиял на характер развития разрушения. Трещины зарождались и развивались вдоль линии сопряжения металла шва с основным металлом.
Аналогичный характер разрушения имеют образцы, у которых граница шва и основного металла переплавлена дугой в аргоне без присадочного металла (4-й способ). Это привело к уменьшению концентрации напряжений. Как следствие, выросла сопротивляемость зарождению разрушения. При этом практически не измени-
Машиностроение и машиноведение
лась сопротивляемость развитию разрушения (рис. 3). 4-й способ по сравнению 1-м более технологичен, т. к. не требует дополнительного оборудования, кроме сварочного.
Дробенаклеп (2-й способ) практически не повлиял на сопротивление повреждаемости, определяемое числом циклов до появления видимой трещины — N т, но увеличил живучесть — число циклов, которое выдержал образец после образования первой трещины до потери им несущей способности (течи). Это объясняется тем, что дробенаклеп не гарантирует однородности поверхностного деформирования металла, особенно в местах соединения с подрезами, наплывами, кратерами и неплавными очертаниями шва. Именно здесь зарождается разрушение. Однако в местах плавного сопряжения металла шва с основным металлом дробеструйная обработка, вызывающая небольшие напряжения сжатия, препятствовала образованию протяженной магистральной трещины, что увеличило сопротивляемость развитию разрушения.
Для повышения эффективности дробенаклепа предложили 3-й способ. Выполняется абразивная зачистка 1-м способом, а затем дробеструйная обработка. В сравнении со 2-м способом примерно на 20 % увеличилась долговечность образцов до зарождения разрушения и до потери герметичности. Сравнение 1-го и 3-го способа показало, что количество циклов до зарождения разрушения фактически не изменилось, однако количество циклов до разрушения (потери герметичности) увеличилось на 20 %.
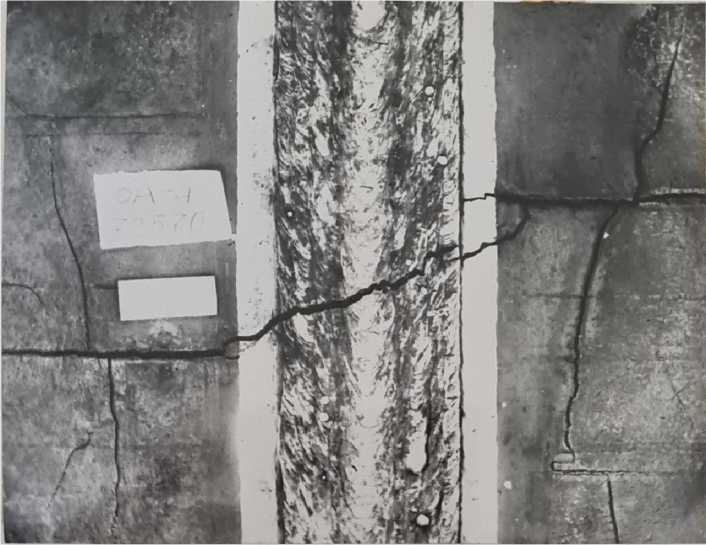
5-й способ [16] — оплавление границы шва с присадочной проволокой ЭП-410У диаметром 1,6 мм. При охлаждении (140 оС и ниже) галтельные валики претерпевают мартенситные превращения. При охлаждении до комнатной температуры объем суммарно увеличивается на 1,5 % [11]. Как было показано ранее, это приводит к появлению остаточных напряжений сжатия до 300 МПа. Галтельные валики с повышенным удельным объемом способствуют росту сопротивления повреждаемости и развитию разрушения, то есть увеличению живучести. В таких соединениях первые трещины появлялись либо на основном металле, в стороне от шва, либо одновременно вдоль линии перехода от шва к основному металлу (таблица 2). Трещины, обнаруженные на линии сплавления, как правило, развивались с малой скоростью, и к разрушению приводило слияние трещин на основном металле и в сварном соединении. Типичный внешний вид сварных соединений, дополнительно обработанных 5-м способом, после испытания показан на рис. 4.
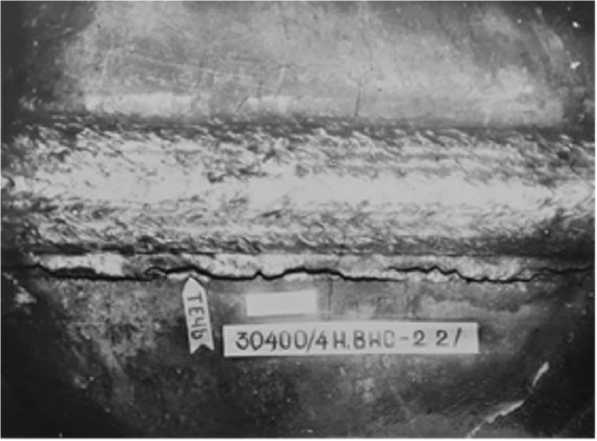
Рис. 4. Разрушение стыкового сварного соединения, выполненного 5-м способом (фото авторов)
Рассмотренный вид обработки уменьшает концентрацию напряжений по всей длине шва и создает благоприятные остаточные напряжения сжатия в районе галтельных валиков с повышенным удельным объемом.
Действие сжимающих напряжений тормозит зарождение разрушений. С развитием трещин вдоль галтельно-го валика действие поперечных напряжений сжатия уже не эффективно и отчасти устраняется. Этим можно объяснить отсутствие влияния валиков повышенного удельного объема на живучесть сварных соединений. Если же разрушение зарождается не на галтельном валике, а на основном металле, живучесть сварных соединений возрастает.
Обработка 5-м способом зоны перехода от основного металла к металлу шва увеличила сопротивляемость зарождению и развитию разрушения примерно в 3–4 раза. При этом топография разрушения заметно изменилась. Первые трещины, как правило, зарождались в основном металле (рис. 4). При наличии плохо заваренных кратеров на лицевой поверхности шва трещины зарождались в этих местах и развивались преимущественно перпендикулярно шву, но и в этом случае сопротивляемость зарождению и развитию разрушения оставалась довольно высокой (таблица 2, 5-й способ).
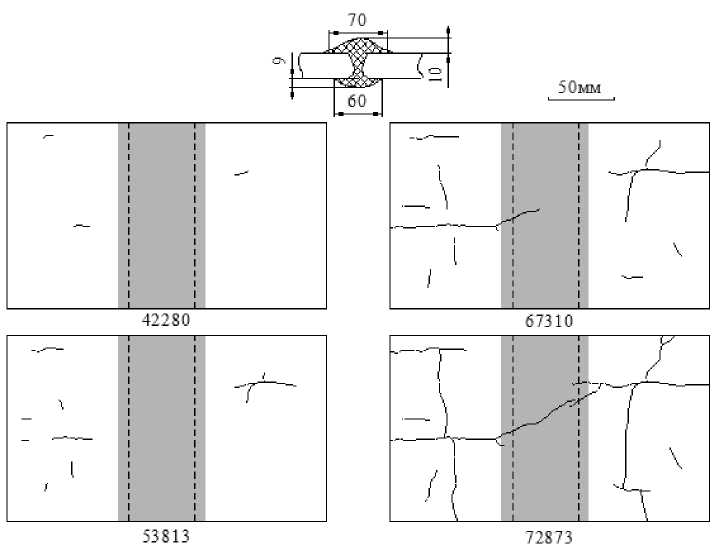
Поверхностное пластическое деформирование околошовной зоны [12] в стыковых соединениях путем обкатки узкими роликами (6-й способ) позволило довести сопротивляемость зарождению и развитию разрушения до уровня аналогичных характеристик основного металла. Этот вывод подтверждается характером разрушения сварных соединений, выполненных 6-м способом (рис. 5).
а )
б )
Рис. 5. Характер зарождения и развития разрушения сварного соединения, зона сопряжения которого прокатана между узкими роликами (6-й способ): а — кинограмма развития разрушения образца;
б — внешний вид сварного соединения при разрушении (фото авторов)
Машиностроение и машиноведение
Видно, что разрушение зарождалось и развивалось по основному металлу (рис. 5 а, табл. 2 и характер разрушения соединений, показанный на рис. 5 б). Оплавление границы шва и последующая его прокатка между узкими роликами (6-й способ) увеличили сопротивляемость зарождению разрушения примерно в 8 раз, живучесть сварных соединений — примерно в 4 раза.
Обсуждение и заключения
-
1. В качестве исходных образцов рассмотрели сварные соединения, выполненные по заводской технологии без дополнительной обработки зоны перехода. В этом случае при циклическом нагружении по линии перехода от металла шва к основному металлу наблюдается многоочаговое зарождение усталостных трещин. Они быстро развиваются и объединяются в одну магистральную. Затем она развивается в глубину, что приводит к потере герметичности. Долговечность сварных соединений оказывается в 2–3 раза меньше, чем у основного металла.
-
2. Задействовали два вида дополнительной обработки:
-
– зачистка зоны перехода от шва к основному металлу абразивным инструментом (1-й способ);
-
– переплав зоны перехода от шва к основному металлу неплавящимся электродом, дугой, горящей в среде аргона (4-й способ).
-
3. Дробеструйная обработка (2-й способ) практически не сказалась на количестве циклов до зарождения разрушения, но несколько увеличила число циклов до разрушения.
-
4. Предварительная зачистка абразивным инструментом зоны перехода от металла шва к основному металлу и последующая дробеструйная обработка (3-й способ) почти в 1,5 раза увеличили сопротивляемость сварных соединений зарождению и развитию разрушения.
-
5. При наплавке галтельного валика материалом с подходящими объемными изменениями (5-й способ) трещины возникают в зоне перехода и в основном металле. При этом примерно в 3–4 раза увеличивается сопротивляемость зарождению и развитию разрушения.
-
6. Оплавление границы шва без присадочной проволоки (4-й способ) и пластическое деформирование между узкими роликами (6-й способ) обеспечивают рост сопротивления повреждаемости и живучести сварных соединений практически до уровня аналогичных характеристик основного металла.
Это позволило увеличить сопротивляемость зарождению разрушения почти в 2 раза. Живучесть этих сварных соединений практически не изменилась.
Список литературы Повышение долговечности сварных стыковых соединений, работающих при циклических нагрузках в двухосном поле напряжений
- Винокуров, В. А. Сварные конструкции. Механика разрушения и критерии работоспособности / В. А. Винокуров, С. А. Куркин, Г. А. Николаев; ред. Б. Е. Патон. — Москва : Машиностроение, 1996. — 576 с.
- Leonov, V. P. Structural and Technological Strength of Steel for Marine Structures / V. P. Leonov, V. A. Malyshevskii // Metal Science and Heat Treatment. — 2001. — Vol. 43 — P. 444.
- Ильин, А. В. Определение параметра трещиностойкости CTOD для металла сварных соединений судо-корпусных сталей при низких климатических температурах / А. В. Ильин, В. П. Леонов, В. Ю. Филин // Научно-технический сборник Российского морского регистра судоходства. — 2009. — № 32. — С. 120-146.
- Фетисова, Е. А. Особенности диффузионных процессов в сварных соединениях из разнородных сталей / Е. А. Фетисова, А. Г. Лупачев // Вестник Белорусско-Российского университета. — 2014. — № 3. — С. 79-87. https://doi.org/10.53078/20778481 2014 3 79
- Ilyin, A. V. On the Problem of Quantitative Service Life Assessment for High-Strength Steel Welded Structures under the Effect of Corrosion Medium / A. V. Ilyin, V. Yu. Filin // Procedia Structural Integrity. — 2019. — Vol. 14. — P. 964-977. https://doi.org/10.1016/j.prostr.2019.07.078
- Kazuo Tateishi. Low Cycle Fatigue Strength of Butt-Welded Steel Joint by Means of New Testing System with Image Technique / Kazuo Tateishi, Takeshi Hanji // International Journal of Fatigue. — 2004. — Vol. 26. — P. 13491356. https://doi.org/10.1016/j.ijfatigue.2004.03.016
- О выявлении трещиноподобных дефектов сварки существующими методами контроля качества / В. А. Передельский, В. Я. Харченко, А. Л. Черногоров, С. В. Тихонов // Advanced Engineering Research. — й 2021. — Т. 21, № 1. — С. 89-95. https://doi.org/10.23947/2687-1653-2021-21-1-89-95
- Контроль остаточных напряжений в околошовной зоне сварного шва / В. А. Быченок, И. В. Беркутов, А. Л. Майоров [и др.] // Технология машиностроения. — 2019. — № 12. — С. 45-50.
- Application of Finite Element Method for Simulation of Stress-Strain State in Manufacturing of Long Turbine Blades Made of High-Strength Titanium Alloys / V. P. Leonov, I. A. Schastlivaya, T. N. Igolkina [et al.] // Inorganic lp Materials: Applied Research. — 2014. — Vol. 5. — P. 578-586. https://doi.org/10.1134/S2075113314060069
- Zerbst, U. Application of Fracture Mechanics to Weld Fatigue / U. Zerbst, J. Hensel // International Journal of Fatigue. — 2020. — Vol. 139. — Art. 105801. https://doi.org/10.1016/j.ijfatigue.2020.105801
- Influence of Weld Joint Geometry and Strength Mismatch on Load Bearing Capacity of API Pipeline / Jong-Hyun Baek, Yun-Chan Jang, Ik-Joong Kim [et al.] // International Journal of Pressure Vessels and Piping. — 2022. — Vol. 199. — Art. 104737. https://doi.org/10.1016/i.iipvp.2022.104737
- Ильин, А. В. Определение конструктивной и технологической концентрации напряжений в сварных узлах при оценках усталостной прочности оболочечных конструкций / А. В. Ильин, К. Е. Садкин // Вопросы материаловедения. — 2012. — № 2 (70). — С. 161-176.
- Lyudmirskii, Y. G. Constructive and Technological Method of Increasing Durability of "Choke Connections" / Y G. Lyudmirskii, S. S. Assaulenko, S. O. Ageev // Journal of Physics Conference Series. — 2021. — Vol. 2131. — Art. 042061. https://doi.org/10.1088/1742-6596/2131/4/042061
- Fatigue Life Improvement Using Low Transformation Temperature Weld Material with Measurement of Residual Stress / J. Franks, G. Wheatley, P. Zamani [et al.] // International Journal of Fatigue. — 2022. — Vol. 164. — Art. 107137. https://doi.org/10.1016/uifatigue.2022.107137
- Measurement and Analysis of Welding Deformation and Residual Stress in CMT Welded Lap Joints of 1180 MPa Steel Sheets / Ritsu Nishimura, Ninshu Ma, Yong Liu [et al.] // Journal of Manufacturing Processes. — 2021. — Vol. 72. — P. 515-528. https://doi.org/10.1016/i.imapro.2021.10.050
- Evaluation of Fatigue Fracture Mechanism in a Flash Butt Welding Joint of a U75V Type Steel for Railroad Applications / Xiaohui Zhao, Yaniun Fan, Yu Liu [et al.] // Engineering Failure Analysis. — 2015. — Vol. 55. — P. 26-38. https://doi.org/10.1016/i.engfailanal.2015.05.001
