Повышение износостойкости деталей оборудования для производства древесных композиционных материалов

Автор: Памфилов Е.А., Грядунов С.С., Прозоров Я.С.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Системные разработки трибологии машин и приборов
Статья в выпуске: 4-3 т.13, 2011 года.
Бесплатный доступ
В статье рассмотрены особенности механизмов изнашивания функциональных поверхностей деталей оборудования для произ-водства древесной стружки в зависимости от условий эксплуатации; исследованы механические, тепловые и химические явле-ния при трении системы ―ножевой вал - древесина‖; cформулированы требования к выбору способа повышения износостойко-сти и теоретическому обоснованию структурно-фазового состава поверхностного слоя ножевых валов.
Коррозионно-механическое изнашивание, ножевой вал, наплавка
Короткий адрес: https://sciup.org/148200220
IDR: 148200220 | УДК: 621.9.029:674.05
The issue of providing woodworking machinery parts wear resistance
In this article the features of the wear mechanisms of woodworking machinery parts functional surfaces is investigated. Mechanical, thermal and chemical effects in sliding systems "knife shaft - wood" is shown. The requirements for the choice of a way to improv-ing durability and theoretical basis of structural-phase composition of the knife shaft surface layer is formulated.
Текст научной статьи Повышение износостойкости деталей оборудования для производства древесных композиционных материалов
Технико1-экономические показатели производства многих древесных композиционных материалов (расход древесного сырья и связующих, энергозатраты, качество производимой продукции) в значительной мере формируются уже на стадии производства основной составляющей композита - древесной стружки. Для ее изготовления широко используются стружечные станки с ножевым валом, отказы которого обусловлены достижением предельного износа его рабочих.
Ножевой вал стружечного станка представляет собой сплошной крупногабаритный цилиндр массою более 2 тонн, в продольных пазах которого размещены вместе с ножедержателями и прижимными планками плоские тонкие ножи гребенчатой формы. Материалом для изготовления ножевых валов станков является легированная сталь 40Х, подвергнутая нормализации. Несмотря на то, что данный материал обладает хорошей механической обрабатываемостью и имеет сравнительно низкую стоимость, механические и эксплуатационные свойства его недостаточны для обеспечения длительной и надежной работы ножевого вала [2,5]. Поэтому обоснование выбора износостойких материалов для изготовления и эффективной технологии упрочнения изнашивающихся поверхностей ножевого вала является актуальной задачей.
Особенностью работы деталей режущих узлов стружечных станков является то, что они работают в условиях динамической и ударной нагрузок, что связано с высокой частотой вращения ножевых валов (1000 об/мин.), значительными скоростями подачи
Памфилов Евгений Анатольевич, доктор технических наук, профессор, заведующий кафедрой “Оборудование лесного комплекса и технический сервис”,
(900-1800 мм/мин) и скольжения (24-45 м/с), усилиями надвигания, прерывистым и ударным контактированием поверхностей вала с древесным сырьем. Сила трения между древесиной и функциональной поверхностью вала вызвана воз-никновением водородных связей между гидроксильными группами древесины и оксидными пленками на поверхности металла [9]. Рабочие температуры эксплуатации станка +10…+40 0С, при этом даже при сравнительно мягких режимах работы узлов трения и резания стружечных станков локальная температура на поверхности может достигать значительной величины (до 1000 0С). Разнопородный состав сырья и связанные с ним различные физико-механические свойства сказываются на изнашивании деталей в процессе работы. Древесину с достаточным основанием можно считать ортотропным материалом, поэтому ее механические свойства отличаются в различных направлениях приложения нагрузки. Влажность древесного сырья, применяемого в стружечных станках, не должна быть менее 65%, ее снижение приводит к ухудшению качества стружки. Значение pH водного раствора во влажной древесине пород, применяемых для изготовления ДСтП, находятся в интервале от слабокислого до умеренно кислого (6,4 — 3,3)[2,3].На основании анализа условий эксплуатации стружечных станков для узла трения “ножевой вал - древесина” преобладающим был признан коррозионно-механический вид изнашивания, иначе называемый трибокоррозией [8]. Для трибокоррозии характерен эффект совместного влияния (синергизм) механических и химических явлений, результат проявления которых не может быть определен простым суммированием эффектов отдельных составляющих. Механизм изнашивания рассматриваемых поверхностей может быть представлен как совокупность коррозионных процессов окисления (химического и электрохимического) и процессов разупрочнения, разрыхления и разрушения поверхностей трения с параллельно текущей газификацией поверхностных слоев. Разработанная нами схема механизма изнашивания представлена на рис. 1.
При реализации такого вида изнашивания металлических поверхностей, фрикционно контактирующих с древесиной, можно выделить три следующих основных этапа: образование слоев оксидов на рабочих поверхностях вала; механо-химическое разрушение образовавшихся слоев; взаимодействие древесного сырья с образовавшейся ювенильной поверхностью металла и его репассивация.
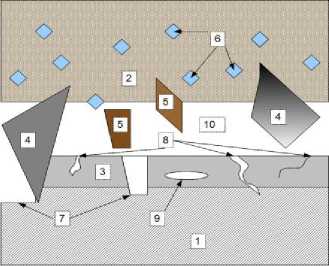
Рис. 1. Схематическое изображение фрикционного контакта поверхности ножевого вала и древесины: 1 — исходный металл ножевого вала; 2 – древесина; 3 – оксидный слой; 4 – внешние абразивные частицы; 5 – диспергированные частицы металла; 6 – естественные абразивные частицы древесины; 7 – ювенильная поверхность металла; 8 – зоны коррозионного разрушения; 9 – области молизации водорода, 10 — агрессивная внешняя среда.
Согласно этой схеме на поверхности металла находится слой оксидов, который образуется при взаимодействии металла с кислородом воздуха. Этот тонкий слой прочно связан с поверхностью металла и повторяет его топографию. Толщина такой оксидной пленки для железоуглеродистых сплавов составляет 10-7 -10-8 м.
Оксидная пленка состоит из вюстита FeO (оксид железа(II)), магнетита Fe 3 O 4 и гематита Fe 2 O 3 (оксид железа(III)). Непосредственно к металлу примыкает FeO, далее следуют Fe 3 O 4 и Fe 2 O 3 . Соотношение толщин оксидов FeO: Fe 3 O 4 : Fe 2 O 3 близко к 100:10:1[4].
Указанные оксиды имеют кристаллическое строение, они теплопроводны, являются электрическими изоляторами, а коэффициент их линейного расширения меньше, чем самого металла. Пленки таких оксидов способны пассивировать и защищать поверхности рассматриваемых рабочих органов от поверхностного разрушения.
На втором этапе фрикционного контакта металла и древесины в результате протекания сложного комплекса химических и механических воздействий защитная пленка разрушается, что и обусловливает процесс изнашивания.
Исследователями [9,11] отмечено, что характер механохимического механизма изнашивания в значительной степени определяется условиями внешне- го воздействия, при этом вклад химических факторов вполне сопоставим с ролью механических. Известно, что при высоких давлениях и температурах в зоне фрикционного взаимодействия древесина может разлагаться. При этом в начале процесса разложения при температуре 120…150 оС испаряется свободная влага, затем происходит разложение гемицеллюлоз (275…300 оС), а затем распад древесного волокна (около 400 оС), сопровождающийся выделением кислот, спиртов и смол[3].
Поэтому помимо оксидов на контактирующих поверхностях формируются адсорбированные слои химических соединений, образовавшихся при трибодеструкции древесины, в совокупности с полярными молекулами полимерных органических (свободных радикалов) и экстрактивных веществ. Согласно ряду исследований, среди разнообразных химических соединений, выделяющихся в процессе контакта сталей с древесиной, наибольшее влияние на характер и интенсивность изнашивания оказывают вода, карбоновые кислоты и полифенольные соединения [9,10,11,12]. Химическая компонента изнашивания определяется не только непосредственной потерей металла из-за анодного растворения, но и косвенно путем последующего механического разрушения химически разупрочненной функциональной поверхности вала.
Химическая активность древесного сырья определяется не только количеством органических кислот и полифенольных компонентов. Проведенные исследования, в которых сравнивались древесный экстракт и «синтетическая» смесь с аналогичным уровнем кислотности и содержанием таннинов, показали, что коррозионная активность древесного экстракта на порядок выше модельного раство-ра[11]. Отсюда можно сделать вывод, что химизм взаимодействия пары «древесина-сталь» протекает по более сложному механизму. Отметим, что ряд современных исследовательских работ [11] указывает на то, что в зоне фрикционного контакта “древесина-сталь” присутствуют циклические металлоорганические соединения, образующиеся при взаимодействии гидроксидов железа с продуктами гидролиза целлюлозы.
Наряду с коррозионными процессами, причиной износа деталей деревоперерабатывающего оборудования является насыщение функциональных поверхностных слоев такими газами, как водород, кислород, азот и др. Особую опасность для стальных деталей представляет наводороживание, вызывающее водородное изнашивание инструмента. Наводо-роживание металлической поверхности деталей узлов трения стружечного станка может происходить не только за счет действия ионов водорода, выделяющегося при диссоциации различных веществ, но и в результате химических реакций, в которых принимают участие компоненты древесины и продукты разложения древесины (органические кислоты, углеводороды, спирты, альдегиды и др.) в процессе фрикционного контакта. Экспериментальные исследования пары трения «древесина-сталь» выявили следующий состав образовавшихся неконденсиро-вавшихся газов, %: H2 -4.2...6, CH4-2, CO – 70...72, CO2- 20 [6].
Механическая составляющая износа во фрикционном контакте между древесным сырьем и металлическими поверхностями ножевого вала обусловлена нижеследующим:
Во-первых, попаданием в зону контакта частиц минеральных компонентов из состава почвы с недостаточно очищенной обрабатываемой древесиной. Попадающие частицы почвы обладают зачастую высокой твердостью (по шкале Мооса): глинозем (оксид алюминия) – 9 единиц Мооса, кремнезем (диоксид кремния) – 7 единиц Мооса, что превышает твердость поверхности металла ножевого вала. Во-вторых, попаданием абразивных частиц в сопряжения станка из окружающей среды. Известно, что в 1м3 воздуха содержится от 0,04 до 5 г пыли, на 60.. .80 % состоящей из взвешенных частиц минералов -кварц, корунд, оксиды и диоксиды кремния, соединений алюминия, кальция и других элементов. В-третьих, вовлечением диспергированных частиц износа в зону контакта. Частицы износа металлической поверхности ножевого вала в основном состоят из оксидов железа. При твердости функциональных поверхностей вала около 370 ΗV твердость вюстита составляет 320 HV, магнетита - 460 HV, гематита – 1030 HV. В-четвертых, свой вклад вносят естественные минеральные компоненты древесины, в первую очередь кремнезем. Однако содержание неорганических включений (SiO 2 , K 2 O, Na 2 O, MgO, CaO и др.) в древесине пород умеренных широт, используемых для получения стружки, мало, и поэтому их вклад на суммарный абразивный изноc незначителен [3,4,9].
Выбор упрочняющей технологии для решения задачи обеспечения износостойкости рабочих поверхностей вала был осуществлен на основе методики, описанной в работе [7]. Согласно предложенной классификации узел трения “ножевой вал - древесина” был отнесен ко 2 типу 2 классу 3 виду сопряжений. С учетом условий трения и изнашивания определяющими параметрами качества поверхностного слоя ножевого вала являются параметры структурного и фазового состава, параметры поверхностной твердости и химический состав.
К упрочняющим технологиям, позволяющим управлять данными параметрами качества, можно отнести следующие группы методов (преимущественно различные виды нанесения покрытий): осаждение химической реакцией, осаждение из паров, электролитическое осаждение, диффузионное насыщение, ионная имплантация и различные виды напыления и наплавок износостойких покрытий. В основу выбора метода нанесения покрытий должны быть положены многие факторы технологического процесса производства изделий с нанесенными покрытиями.
Оптимальным вариантом выбора должен быть метод нанесения, обеспечивающий требуемые экс-плуатациионные свойства покрытий при минимальных экономических затратах, с соблюдением экологических норм и благоприятных и безопасных условий труд [1]. Наиболее приемлемой в условиях отечественной деревообрабатывающей промышленности упрочняющей технологией является электроду-говая наплавка ввиду следующих преимуществ:
отсутствие ограничений на размеры наплавляемых поверхностей изделий (длина ножевого вала 1100 мм, диаметр 565 мм);
возможность нанесения металлического покрытия большой толщины, что особенно эффективно при восстановлении деталей с большой величиной износа (отметим, что для ножевых валов износ рабочей поверхности измеряется в миллиметрах);
доступность и экономичность технологического оборудования и материалов, поскольку применяемые для электродуговой наплавки инструменты (сварочные аппараты, электроды и т.д.) широко распространены;
простота выполнения, поскольку для выполнения подобных работ не требуется высокой квалификации исполнителя.
Требования к структуре наплавленного слоя обусловлены основными процессами разрушения поверхности ножевого вала. Такими процессами являются разрушения за счет коррозионномеханического и водородного изнашивания, а также абразивных воздействий. Оптимальная износостойкая структура должна содержать элементы, которые способствуют сопротивлению указанным процессам разрушения.
Исходя из термодинамической возможности и механизма электрохимической коррозии, направления повышения коррозионной стойкости сталей могут базироваться на уменьшении их термодинамической нестабильности, торможении катодных процессов и торможении анодных процессов. Наиболее распространенным способом повышения коррозионной стойкости сталей является улучшение их пас-сивационных характеристик при легировании. Основными легирующими элементом для этого являются хром и никель, содержание которых способствует образованию пассивных оксидных пленок, затрудняющих коррозионное электрохимическое разрушение материала. Образование пассивирующего слоя, обладающего достаточной сплошностью и прочностью сцепления с поверхностью основы, возможно лишь при определенном поверхностном содержании хрома, необходимом для формирования соединений с определенным взаимным расположением атомов и минимальным количеством структурных дефектов. Поэтому критической является концентрация хрома в сплаве около 13 атомных процентов, когда в катионной подрешетке смешанного оксида достигает 50—70 атомных процентов хрома.
Для уменьшения интенсивности абразивного изнашивания предпочтительны покрытия с высокой твердостью. При этом они должны быть чувствительны к упрочнению рабочей поверхности при трении путем наклепа и γ->α превращений, что реализуется при введении в состав покрытий хрома и марганца.
Упрочняющими фазами в легированных сталях могут быть карбиды разного состава: нитриды, карбонитриды, интерметаллиды, чистые и малорастворимые металлы в железе (например, чистая медь). Хорошо известно, что в сталях, содержащих большое количество таких элементов как хром, вольфрам или молибден, в результате отпуска или самоотпуска наблюдается повышение твердости, связанное с выделением в мартенсите частиц специальных карбидов, повышающих сопротивление пластической деформации. Оптимальное упрочнение от твердых дисперсных частиц достигается при условии, когда эти частицы достаточно малы и когда расстояние между ними в твердом растворе также мало.
Положительное действие хрома на прочностные характеристики и износостойкость стали с 0,5 % углерода при ударе и скольжении по абразиву без снижения ее ударной вязкости проявляется при содержании хрома 0,7—1,0 %. Повышение содержания хрома выше возможно только при одновременном снижении содержания углерода и общего количества легирующих элементов для того, чтобы сохранить высокую пластичность [8].
Структурно-фазовый состав стали оказывает большое влияние на водородное изнашивание ввиду широкого разброса значений водородной растворимости в кристаллических решетках различных фаз. Защитой от водородного насыщения стали является введение в нее легирующих элементов, образующих карбиды, более стойкие, чем цeментит. В частности, увеличение содержания хрома с образованием карбидов хрома резко увеличивает водородостойкость. Легирование хромом оказывает замедляющее действие на диффузионную подвижность водорода в стали. Наиболее заметно это проявляется при введении до 12% хрома. В результате подробного анализа установлено, что для данных условий изнашивания наилучшей структурой, обеспечивающей высокую износостойкость рабочей поверхности ножевого вала, является структура, имеющая аустенитномартенситную основу с равномерно распределенными в ней карбидами хрома типа Cr7C3. Прочие методы упрочнения в данном случае не подходят по ряду причин: неоднозначное влияние на различные механизмы изнашивания, конструктивная невозможность исполнения, сложность выполнения технологических операций, высокая стоимость обработки. Использование других карбидообразующих и/или легирующих элементов признано нецелесообразным. Выбор наплавляемого материала указанного состава также обусловлен высоким качеством его сплавления с материалом ножевого вала. Для образования требуемой структуры в соответствии с диаграммой Шеффлера наплавочный материал должен включать 12-14% Cr и 0,1-0,2% С.
Для оценки износостойкости предложенного сплава по сравнению с известными наплавочными материалами (ОЗН-400, 13КН/ЛИВТ, 10Х14Т, 30Х4Г2М) и контрольным образцом из стали 40Х были проведены соответствующие испытания. Испытания проводили при следующих режимах: материал изнашивающего диска – береза, скорость скольжения образцов по диску – 0.8…1 м/с, нагрузка на образец – 250 Н. На основании проведенных исследований для практического при-менения была рекомендован указанный выше наплавочный материал. Полученные результаты работы были использованы в производственных условиях.
Список литературы Повышение износостойкости деталей оборудования для производства древесных композиционных материалов
- Витязь, П.А. Основы нанесения износостойких, коррозионно-стойких и теплозащитных покрытий/П.А.Витязь, А.Ф.Ильющенко, А.И.Шевцов. -Мн.: Бел.наука, 2006. -363 с.
- Волынский, В. Н. Технология древесных плит и композитных материалов:Учебно-справочное пособие./В.Н.Волынский -СПб.: Издательство «Лань»,2010. -336 с: ил.
- Зотов, Г.А. Повышение стойкости дереворежущего инструмента/Г.А.Зотов, Е.А. Памфилов. -М.: Экология, 1991.-304 с.
- Машков, Ю.К. Трение и модифицирование материалов трибосистем./Ю.К. Машков, К.Н. Полещенко, С.Н. Поворознюк, П.В. Орлов -М: Наука, 2000. -280 с.
- Одинцов, Е.Н. Ремонт оборудования для производства древесно-стружечных плит./Е.Н.Одинцов. -М.:Лесная промышленность, 1991.-240 с.
- Памфилов, Е.А. Некоторые вопросы водородного изнашивания инструмента/Е.А. Памфилов, М.Н. Петренко//Долговечность трущихся деталей машин:cб. статей -М.,1986. -Вып.1 -с.148-153
- Проников, А.С. Параметрическая надежность машин/А.С. Проников -М.: Изд-во МГТУ им. Н.Э.Баумана, 2002 -560 с.
- Сорокин, Г.М. Коррозионно-механическое изнашивание сталей и сплавов [Текст]/Г.М. Сорокин, А.П. Ефремов, Л.С. Саакян -М.: Нефть и газ, 2002 -424 с.
- Klamecki, B.E. A Review of Wood Cutting Tool Wear Literature [Электронный ресурс]/B.E. Klamecki//Электронная библиотека издательства Springer -Режим досту-па: http://www.springerlink.com/content/v120741328777300/.-Загл. с экрана.
- Krilov, A. Mechanism of sawblade corrosion by polyphenolic compounds [Электронный ресурс]/A. Krilov, R.Gref//Электронная библиотека издательства Springer -Режим доступа: http://www.springerlink.com/content/n15418jl82377147/. -Загл. с экрана.
- Porankiewicz, B. Factors influencing steel tool wear when milling wood [Текст]/B. Porankiewicz, J. Sandak, C. Tanaka//Wood Science & Technology.-2005 -№ 39(3).-p.225-234.
- Zelinka, S. L. The effect of tannins and pH on the corrosion of steel in wood extracts [Электронный ресурс]/S.L.Zelinka, D.S.Stone//Электронная библиотека издательства Wiley -Режим доступа: http://onlinelibrary. wiley.com/doi/10.1002/maco.201005845/.-Загл. с экрана.
