Повышение эффективности фрикционной отрезки труб дисковыми пилами с видоизмененным профилем зуба

Автор: Михайлов Станислав Васильевич, Медянцев Андрей Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
В результате исследования и анализа операции фрикционной отрезки труб выявлены причины низкой работоспособности дисковых пил. Установлено влияние технологических условий на силы резания, стойкость пил и качество торцов отрезанных труб. Показаны пути увеличения срока службы дисковых пил и обеспечения качества торцов труб на операции отрезки. Результаты исследований могут быть использованы на металлургических и трубопрокатных предприятиях.
Фрикционная отрезка трубопроката, дисковые пилы, работоспособность, геометрия зуба пилы
Короткий адрес: https://sciup.org/148200606
IDR: 148200606 | УДК: 621.9
Increase of effectiveness of pipes frictional cutting by disk saws with modified profile of tooth
As a result of research and analysis of pipes frictional cutting operation the reasons of low operability of disk saws are established. Influence of technological conditions on forces of cutting, firmness of saws and quality of end faces of the pipes cutting operation is established. The ways of increasing the endurance of disk saws and ensuring quality of end faces of pipes on cutting operation are shown. Results of researches can be used at metallurgical and pipe-rolling enterprises.
Текст научной статьи Повышение эффективности фрикционной отрезки труб дисковыми пилами с видоизмененным профилем зуба
сталей с предельными значениями текучести 550 Н/мм2 и прочности 750 Н/мм2, показана на рис. 1. Особенностью пил является специфическая форма зуба с большим отрицательным передним углом и периферийной фаской шириной 1-2 мм с нуле-вым задним углом.
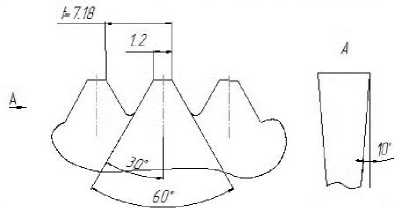
Рис. 1. Трапецеидальная форма зуба фрикционной отрезной пилы
В процессе эксплуатации пил с трапецеидальной формой зубьев наблюдается интенсивное налипание обрабатываемого материала на лезвия инструмента и образование наростов (рис. 2).

Рис. 2. Наросты на зубьях пилы
Чем выше пластичность обрабатываемых материалов и чем ближе они по химическому составу к материалу пилы, тем прочнее сцепление наростов с зубьями пилы. Высокотвердые бесформенные наросты начинают участвовать в резании металла, царапая срезаемый слой подобно зернам абразивного круга. В результате при резании образуется стружка в виде мелких фрагментов с шириной и длиной 1-1,5 мм. Нагретая докрасна стружка разлетается, образуя искрящееся облако. Размер искрящегося облака косвенно характеризует процесс стружкообразова-ния при отрезке труб. Чем меньше искр, тем меньше фрикционная составляющая процесса отрезки трубы. Основными критериями работоспособности пилы являются силы и мощность резания, которые контролируются в процессе резания по силе тока приводного электропривода пилы. Дополнительными критериями являются: качество торца трубы; время реза; возникновение трещин на полотне пилы. Качество торца трубы и возникновение трещин на полотне пилы определяется операторами ЛОС визуально. Для осмотра пилы на наличие трещин и наплывов стан периодически останавливается. Мощность и время резания контролируется автоматически.
Анализ механики резания показывает, что одной из основных причин низкой работоспособности пилы является неудовлетворительная геометрия режущей части инструмента. В процессе резания периферийна фаска, выполняющая роль задней поверхности пилы, превращается в отрицательную фаску на передней грани. Срезаемый слой материала полностью подминается под эту фаску. Происходит интенсивная деформация зажатого между зубом пилы и поверхностью резания слоя металла, резко увеличивается давление на рабочих поверхностях инструмента и температура резания. В результате увеличивается адгезионное схватывание частиц металла с отрицательной фаской и ухудшение процесса резания.
Исследования характера износа зубьев покали, что наиболее интенсивно изнашиваются вершины зубьев. В процессе обработки происходит округление вершин зубьев. Внешний вид и топография износа зубьев пилы показана на рис. 3. В результате износа увеличиваются силы резания и появляются заусенки на торцах трубы. Критическая величина фаски износа зубьев пил равна 2,3 мм.
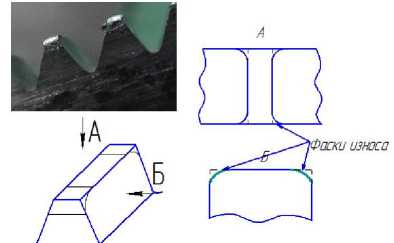
Рис. 3. Внешний вид и топография износа зубьев пилы
Приближенную оценку кинематических передних и задних углов зубьев пилы получим из соотношения значений скоростей главного движения v e и подачи v s по формуле (4):
αk =α-τk ;γk =γ+τk ,( где v vs s0 ⋅ ns
τk = arctg s; s= = ve ve π⋅D ⋅ n
Методика уточненного определения кинематических углов пилы в зависимости от технологических параметров ЛОС и размеров трубы дана в работе [4]. Расчеты показывают, что при изменении подач s 0 в диапазоне 3,04-11,4 мм/об., диаметров D в диапазоне 500-800 мм, расстояние между трубой и осью поворота маятника пилы l =780-982 мм, кинематический задний угол изменялся в диапазоне –0,05 - –0,4 . Задний угол уменьшается в результате увеличения подачи s 0 уменьшения диаметров трубы и расстояния l . Если увеличение переднего угла γ k на величину τ k не оказывают практически ни какого значения на механику резания, то переход задних углов в отрицательную область негативным образом влияет на процесс стружкообразования и работоспособность пилы.
Поскольку толщина среза соизмерима с радиусом округления режущей кромки пилы, то при отрицательных значениях заднего угла, даже и очень малых по величине, увеличивается доля материала подминаемого под инструмент. Возрастают контактные давления на задней поверхности инструмента, растет температура резания, создаются благоприятные условия для адгезионного схватывания стружки с инструментом. Все это приводит к нестабильности процесса резания, увеличению интенсивности изнашивания режущих кромок пилы и уменьшения стойкости инструмента. Разброс по стойкости пил достигает до 8 раз. С целью уменьшения этих нежелательных явлений следует изменить геометрию зубьев пилы таким образом, чтобы в процессе обработки максимально уменьшить участок контакта задней поверхности зуба пилы с обрабатываемой заготовкой. С учетом характера изнашивания зубьев рекомендуется принимать значения α= 20-30o. Заточку пилы необходимо производить эльборовым кругом, обеспечивающим более высокую остроту режущей кромки. На передней поверхности зуба целесообразно выполнять канавку под углом γ = –10o, шириной не превышающей половины высоты зуба. Такая форма зуба позволит уменьшить силы резания, сохранив жесткость основания зуба (рис. 4). Эти изменения снижают вероятность возникновения усталостных трещин на полотне пилы.
Предложенная схема заточки реализуется на трех координатном заточном станке с ЧПУ. Расчетные зависимости относительных движений заточного круга и пилы получены в работе [5]. Заточку пилы целесообразно производить эльбо-ровым кругом, обеспечивающим более высокую остроту режущей кромки. Сравнительные данные работоспособности пил с различной формой зуба показаны на рис. 5.
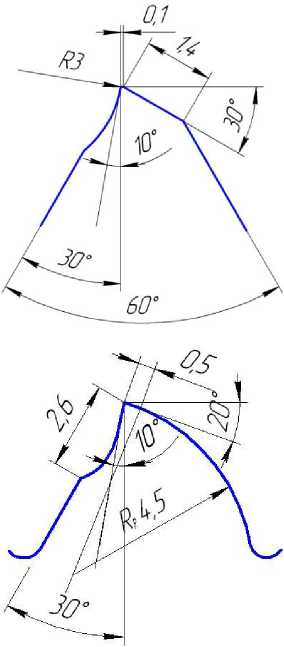
Рис. 4. Рекомендуемая форма зубьев пилы
Дополнительное улучшение процесса стружкообразования может быть достигнуто за счет оптимизации количества зубьев на пиле. При уменьшении числа зубьев увеличивается подача на зуб, вследствие чего доля фрикционной составляющей в процессе стружкообразова-ния уменьшается. Производственные испытания показали, что уменьшение числа зубьев на пиле диаметром 750 мм с 350 до 320 при прочих равных условиях позволило увеличить стойкость в 1,2-1,5 раза.
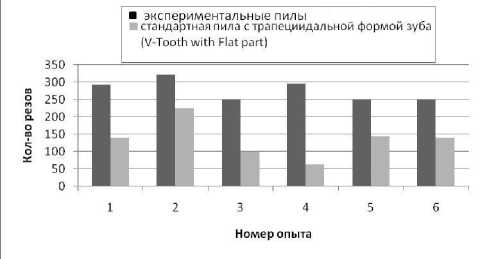
Рис. 5. Сравнительные испытания работоспособности предложенной конструкции пилы со стандартной: труба Ø 146*7, материал трубы 22 ГЮ, материал пилы 9XФ, подача 40/70/40
Выводы: эффективность операции скоростной отрезки труб зависит от соотношения доли фрикционной составляющей к процессу струж-кообразования. Для повышения работоспособности фрикционных зубчатых пил предложена новая геометрия пилы с улучшенными условиями стружкообразования и технология заточки зубьев.
Список литературы Повышение эффективности фрикционной отрезки труб дисковыми пилами с видоизмененным профилем зуба
- Astahkov, V.P. Elsevier, Tribiologi of metal cutting. -U.K. 2006. 419 p.
- Genevro, G.W. Machine tools: processes and applications//G.W. Genevro, S.S. Heineman. -Prentice Hall, 1991. 439 p.
- Медянцев, А.А. Стабилизация силовых характеристик процесса отрезки труб за счет программного регулирования скорости подачи пилы/А.А. Медянцев, С.В. Михайлов//Сб. научных трудов механического факультета КГТУ. -Кострома, 2009. C. 8-12.
- Михайлов, С.В. Расчет кинематических углов дисковых пил при распиловке труб на летучем отрезном станке/С.В. Михайлов, А.А. Медянцев//Сб. научных трудов механического факультета КГТУ. -Кострома, 2010. С. 7-10.
- Медянцев, А.А. Повышение эффективности операции отрезки трубопроката на основе совершенствования геометрии и технологии заточки высокоскоростных летучих пил/А.А. Медянцев, С.В. Михайлов//Методы повышения качества и эффективности процессов производства: материалы республ. науч.-технич. конф./Технологический университет Таджикистана. -Душанбе, 2011. С. 11-14.
