Повышение эффективности контроля маложестких колец газотурбинных двигателей по их информационным моделям

Автор: Чевелева Анастасия Олеговна, Проничев Николай Дмитриевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-4 т.15, 2013 года.
Бесплатный доступ
В данной статье рассмотрена методика контроля диаметра маложестких колец в свободном состоянии на координатно-измерительной машине.
Кольцо, маложесткость, допуск, неопределенность, координатно-измерительная машина
Короткий адрес: https://sciup.org/148202638
IDR: 148202638 | УДК: 621.9.08
Improvement of GTE small-rigidity rings control efficiency according to their information models
In this article we described the methodology of control of small-rigidity rings' diameter in term of unbound state using coordinate measuring machine.
Текст научной статьи Повышение эффективности контроля маложестких колец газотурбинных двигателей по их информационным моделям
АКТУАЛЬНОСТЬ РАБОТЫ
Маложесткое кольцо используется в газотурбинных двигателях в виде статорных колец компрессора, в турбинах используется редко – исключение составляет двигатель Rolls-Royce RB211; в роторе в качестве проставок, в опоре – в виде малогабаритных колец.
В основном предназначено для обеспечения сопряжения элементов статора/ротора, которое обеспечивается, в том числе, точностью изготовления диаметра цилиндрической поверхности кольца. Поэтому, диаметру цилиндрической поверхности предъявляют требования по IT6, IT7. Для диапазона размеров колец 150…500 мм допуск на размер колеблется в пределах 25…63 мкм [1]. Характерным дефектом формы является овальность (до нескольких десятков миллиметров), возникающая в результате действия внутренних напряжений материала, которая устраняется при установке кольца в ГТД, вследствие его малой жесткости.
Традиционным средством контроля диаметра является микрометрический инструмент, который рассчитан для контроля определенного диапазона измерений. Зачастую контроль осуществляется на станке, деталь находится в приспособлении для обработки.
При контроле диаметрального размера колец в свободном состоянии на координатно-измерительных машинах возникают сложности, обусловленные значительной погрешностью формы, влияющей на процесс контроля по ряду причин:
. определение диаметра кольца обработкой
измеренных точек по методу наименьших квадратов (МНК) приводит к существенным ошибкам. Так для детали с диаметром 150 мм и овальностью 1 мм при измерении 55 точками погрешность составляет 10 мкм.
. использование на координатно-измерительной машине приспособления для придания бездефектной формы кольцу с целью снижения погрешности определения диаметра нерационально.
РАЗРАБОТАННЫЙ АЛГОРИТМ ОПРЕДЕЛЕНИЯ ЭКВИВАЛЕНТНОГО ДИАМЕТРА
В работе предлагается метод оценки диаметра через определение длины дуги, описывающей профиль цилиндрической поверхности. Данный метод позволяет осуществлять контроль диаметрального размера кольца в свободном состоянии.
Определение длины профиля осуществляется путем подбора заменяющего контура с использованием аппроксимации и кусочной интерполяции полиномами второй и третьей степени, а также интерполяции кубическими сплайнами, широко применяемыми в CAD и CAM системах. Подробная теория сплайнов с их классификацией представлена в [2]. Полезное свойство, которым обладают сплайны – это минимизация колебательного поведения. Аналитическое представление кусочных функций представлено в табл. 1. Приближение Чебышева рассматривать нецелесообразно, поскольку в нем используются равноотстоящие узлы интерполяции [3] – реализация этого условия в практике не всегда возможна. Упомянутые же выше приближения применимы и для произвольно заданных узлов интерполяции [4].
Предварительные эксперименты показали, что в случае решения задачи в декартовой системе координат вписываемые функции имеют тен-
Таблица 1. Аналитическое представление используемых функций
c 3, c 2, c 1 , c 0 - коэффициенты сплайна;
x k – левая граница сплайна
денцию осциллировать при большом приращении ординаты относительно абсциссы, поэтому впоследствии задача решалась в полярной системе координат (ПСК).
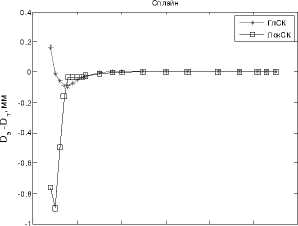
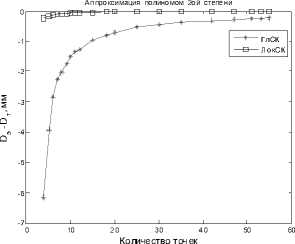
Поскольку в качестве начала координат ПСК можно использовать начало глобальной системы координат машины (ГлСК), либо системы координат заменяющего элемента “Окружность” (ЛокСК), то возникал вопрос о возможности различия полученных значений и наилучшего использования в случае подтверждения данного различия. На примере нескольких методов подбора заменяющего контура рассмотрим данный вопрос (рис. 1).
Анализируя рис. 1, можно сделать выводы:
. Важно выбирать, в какой системе координат будет производиться решение, поскольку данные, полученные с использованием ГлСК и ЛокСК, имеют расхождение.
. Существенное расхождение результатов в зависимости от используемой системы координат возникает при аппроксимации профиля.
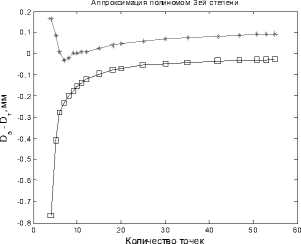
. При решении задачи в ЛокСК с использованием метода наименьших квадратов для приближения центра заменяющего элемента в случае отрицательных результатов опыта инвариантно происходит недооценка данных, тогда как при решении в глобальной системе ГлСК координат машины КИМ в случае отрицательного результата опыта представленные зависимости имеют неоднозначных характер:
-
- возможен случай, когда значение радиуса может приближаться к действительному значению
при значительном числе точек (аппроксимация полиномом второй степени); однако возможен случай, когда при значительном числе точек значение радиуса может иметь всевозрастающее различие (аппроксимация полиномом третьей степени);
-
- имеются точки перегиба;
-
- график пересекает нуль в нескольких точках.
Исходя из вышесказанного, можно сделать вывод, что при выявлении радиуса все же следует придерживаться использования метода наименьших квадратов для нахождения приближения центра локальной системы ЛокСК заменяющего элемента и решении задачи в локальной системе ЛокСК заменяющего элемента. В дальнейшем при использовании такой системы будет возможен случай лишь недооценки диаметрального размера, переоценка не возникает.
На основании полученных результатов предварительных исследований и сформированных выводов, сформирована следующая последовательность этапов, реализующих алгоритм оценки диаметра (рис. 2): на первом этапе находится приближение центра окружности; на втором этапе осуществляется перенос координат точек поверхности в определенный центр окружности; на третьем этапе осуществляется преобразование координат точек из декартовой системы координат в полярную; на четвертом этапе производится аппроксимация, либо интерполяция профиля в полярной системе координат; на пятом этапе осуществляется вычисление длины замкнутой жордановой кривой путем интегрирования подобранной функции (формула 1):
Количество точек
0 10 20 30 40 50 60
а
б
в
Рис. 1. Результаты оценки погрешности измерения диаметра при решении в ГлСК и ЛокСК в случае: а – интерполяции сплайном, б – аппроксимации полиномом степени 2, в – аппроксимации полиномом степени 3

Рис. 2. Этапы алгоритма оценки диаметра через определение длины дуги, описывающей профиль цилиндрической поверхности
-
2 л _______________________
l = J 7[r'(ф)]2 + [r(ф)]2dv, (1)
где r ( ф ) - подобранная функция кривой, заданной в ПСК.
Окончательно диаметр окружности находился из формулы 2:
l
d = Л (2)
МОДЕЛИРОВАНИЕ ПРОЦЕССА ИЗМЕРЕНИЯ
Основы методики моделирование процесса координатных измерений, применяемые в работе рассмотрены в [5]. Определение работоспособности и возможности использовании алгоритма осуществлялось на серии экспериментов [6]. При этом исследовались следующие вопросы: выбор аппроксимирующего/интерполирующего выражения, определение погрешности, в общем случае зависящей от количества контролируемых точек и величины отклонения от круглости кольца. В основе проведения экспериментов использовался метод Монте-Карло.
Эксперименты проводились на массивах коор- динат точек как измеренных на реальной детали, так и сгенерированных с помощью тригонометрического ряда Фурье. При анализе полигонов распределения случайной величины видно, что при увеличении числа точек контроля происходит смещение центра группирования; случайная величина не подчиняется нормальному закону распределения, что было выявлено также при проверке на нормальность с помощью критерия Пирсона. Поэтому получение вероятностных границ измеряемой величины получали исходя из аналитического выражения функции плотности вероятности получаемого путем аппроксимации гистограммной выборки кубическим полиномом Эрмита. Этот способ позволяет достоверно получать теоретические оценки в случае, когда выборка не подчиняется ряду известных распределений. Таким образом, данный метод нахождения интервальных оценок инвариантен к виду распределения.
РЕЗУЛЬТАТЫ ОПЫТА
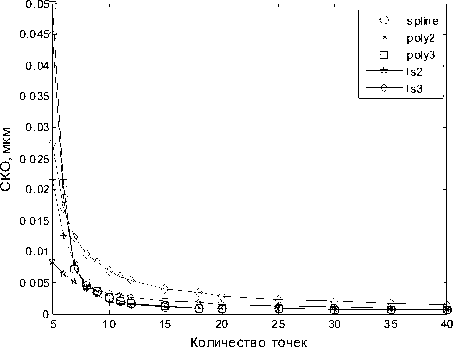
Для сгенерированных массивов точек детали получены зависимости, приведенные на рис. 3 и 4. Анализируя графики среднеквадратического отклонения геометрического параметра “диаметр кольца” для сгенерированных окружностей (рис.
3), можно заключить, что первоначально лучшее приближение обеспечивает аппроксимация полиномом второй степени, однако, начиная с 9 точек контроля, аппроксимация уступает сплайну и интерполяции. Графики абсолютной погрешности (рис. 4) имеют прикладной характер, поскольку позволяют определить потребное количество точек, измеряемых на поверхности кольца, исходя из условия обеспечения требуемой точности измерения.
Аналогичные зависимости были построены на основе опыта, проводившегося на массиве координат точек реальной измеренной поверхности. Согласно рисунку 5 при 10…15 точках контроля рекомендуется использовать аппроксимации полиномом второй степени, при дальнейшем увеличении точек способ подбора заменяющего контура не влияет на результаты эксперимента.
Допустимая погрешность измерения находится из соотношения:
доп
A = 0,35 • Т, = 0,35 • 25 = 8,75мкм, (3) изм d
где Т d – допуск на диаметр (для кольца Ш150 мм по 6 квалитету составляет 25мкм).
Исходя из представленных зависимостей (см. рис. 6) можно сделать вывод, что выявить диаметр с заданной точностью предоставляется возможным уже при 12 точках при условии использования интерполяции полиномом второй степени. На графике также представлена абсолютная погрешность при использовании метода МНК, что наглядно подтверждает обоснованность поставленной проблемы.
Исходя из результатов исследования данных, разработанный метод можно использовать для маложестких колец с требуемой точностью.
На основе проведенных экспериментов осуществлена аппроксимация полученных зависимостей для реального профиля.
Список литературы Повышение эффективности контроля маложестких колец газотурбинных двигателей по их информационным моделям
- Анурьев, В.И. Справочник конструктора-машиностроителя: В 3 т. Т. 1. 8-е изд., перераб. и доп. [под ред. И.Н. Жестковой]. М.: Машиностроение, 2001. 920 с.
- Мэтьюз Дж. Численные методы. Использование MATLAB. 3-е издание [пер. с англ.]. М.: Издательский дом “Вильямс”, 2001. 720 с.
- Бахвалов Н.С. Численные методы (анализ, алгебра, обыкновенные дифференциальные уравнения). М.: Наука. Главная редакция физико-математической литературы. 1975. 632 с.
- Ващенко Г.В. Вычислительная математика: основы алгебраической и тригонометрической интерполяции: учебное пособие для студентов специальности 230105, 230201 и направления 230100 очной, очной сокращенной и заочной форм обучения. Красноярск: СибГТУ, 2008. -64 с.
- Чевелева А.О., М.А. Болотов. Разработка информационной модели при исследовании погрешностей координатных измерений геометрических параметров деталей газотурбинного двигателя [Электронный ресурс] // Молодые ученые - ускорению научно-технического прогресса в XXI веке: электронное научное издание : сборник трудов II Всероссийской научно-технической конференции аспирантов, магистрантов и молодых ученых с международным участием, Ижевск, 23-25 апреля 2013 года / Министерство образования и науки Удмуртской Республики, Федеральное гос. бюджетное образовательное учреждение высш. проф. образования “Ижевский государственный технический университет имени М.Т. Калашникова”. Электрон. дан. (1 файл : 39,3 Мб.). Ижевск, 2013. 1415 c. 1 электрон. опт. диск (CD-ROM).
- Чевелева А.О. Разработка алгоритма оценки диаметра деталей ГТД типа “маложесткое кольцо” для КИМ//Туп 85 XX Туполевские чтения: Международная молодёжная научная конференция, 22-24 мая 2012 года: Материалы конференции. Том II. Казань: Изд-во Казан. гос. техн. ун-та. 2012.
