Повышение эффективности приработки деталей цилиндропоршневых групп двигателей при ремонте машин

Автор: Корнилович Станислав Антонович
Журнал: Вестник Омского государственного аграрного университета @vestnik-omgau
Рубрика: Техническое обеспечение сельского хозяйства
Статья в выпуске: 3 (23), 2016 года.
Бесплатный доступ
Рассматривается проблема обеспечения качества поверхностей трения цилиндропоршневых групп двигателей тракторов, комбайнов и автомобилей, эксплуатируемых в сельском хозяйстве. Указаны возможные неисправности, вызываемые износом деталей цилиндропоршневой группы. Приведены литературный обзор и анализ характеристик препаратов металлоплакирующих, полимерсодержащих и металлокерамических составов с целью определения возможности их применения для приработки цилиндропоршневых групп двигателей. Излагается методика стендовых и эксплуатационных испытаний ремонтно-восстановительного состава. Обоснована целесообразность использования металлокерамического состава для приработки цилиндропоршневых групп двигателей.
Приработочный износ, интенсивность изнашивания, эксплуатационные свойства, долговечность, цилиндропоршневая группа
Короткий адрес: https://sciup.org/142199244
IDR: 142199244 | УДК: 621.43
Improvement of wearing-in effiency of cylinder-piston parts of engines during technical service
The problem of provision with quality of rubbing surfaces of cylinder-piston groups of tractor, combine, automobile engines, operating in agriculture are considered in flus article. Possible disrepaiv caused by wearing of cylinder-piston group parts are pointed out.Litcratuse survey and the analyses of devices characteristics of clad metallic polymer contained and ceramic metal compounds with the aim to define the possibilities of their usage for wearingin of cylinderpiston groups of engines are listed.Method of stand and operating tests of repairing compounds is also expounded. Expediency of metallic ceramic compound usage for wearing-in of cylinder piston droups of engines has based.
Текст научной статьи Повышение эффективности приработки деталей цилиндропоршневых групп двигателей при ремонте машин
Долговечность машин сельскохозяйственного назначения определяется многими эксплуатационными свойствами: износостойкостью, поверхностной контактной статической и динамической прочностью, коррозионной стойкостью, прочностью неподвижных посадок, усталостной прочностью и др. Наиболее сложным и важным агрегатом является двигатель внут-
реннего сгорания, от его состояния зависят многие технико-экономические показатели работы. При эксплуатации двигателей внутреннего сгорания в условиях сельского хозяйства возникают различные виды неисправностей. К распространенным относят падение мощности, повышенный расход топлива и масла. Снижение мощности свидетельствует о недостаточной компрессии в цилиндрах, повреждении частей системы питания или зажигания. Повышенный расход топлива и масла образуется при эксплуатации с увеличением наработки вследствие износа поршневых колец, цилиндров и поршней. В связи с этим обеспечение и сохранение износостойкости поверхностей деталей цилиндропоршневой группы – одна из проблем при техническом обслуживании двигателей внутреннего сгорания в сельском хозяйстве.
Изнашивание деталей машин – процесс естественный и устранить его невозможно. Так как он связан с движением тела и превращением механической энергии в тепловую. Нагрев поверхностного слоя деталей подвижных соединений, особенно его локальных участков – одна из причин ухудшения условий смазки поверхностей трения, проявления процессов адгезии, схватывания и разрушения металла поверхностного слоя. Но уменьшить эффект трения и изнашивания можно, в частности, используя образование оптимальных поверхностей трения.
Речь идет о поверхностях, формирующихся в процессе приработки деталей подвижных соединений машин. В результате образуется новая микрогеометрия поверхностей, способствующая уменьшению силы трения и снижению интенсивности износа деталей.
В соответствии с теорией трения и износа процесс приработки представляет микрорезание и пластические деформации микронеровностей поверхностей трения. При изготовлении деталей это осуществляется при финишной обработке поверхностей трения, моделирующей ускоренный процесс их приработки. Процесс осуществляется специальным инструментом с моделированными микронеровностями. Рабочая поверхность инструментов должна проскальзывать по поверхности трения обрабатываемой детали и осуществлять микрорезание и микродеформирование ее шероховатостей [1]. В связи с этим заводы-изготовители машин для повышения долговечности пар трения осуществляют технологические процессы обработки, направленные на повышение качества поверхностного слоя деталей, адекватного оптимальной поверхности.
При замене цилиндропоршневой группы и в практике ремонта машин поверхности цилиндров, поршней и поршневых колец доводят до оптимального состояния приработкой, которая выполняется при обкатке стационарно на стендах и продолжается при выполнении работы агрегата с обкатываемым двигателем. Сокращение времени приработки путем финишной обработки, подобной заводской, в условиях сельского хозяйства нереально.
Ускоренную приработку деталей цилиндропоршневой группы практически выполняют, но только применяя приработочные присадки, которые добавляют в смазочное масло [2]. Эффект присадок заметнее для цилиндропоршневой группы и кривошипно-шатунного механизма. Присадки вводятся либо в поток воздуха, всасываемый в цилиндры, либо в топливо, либо в масло. Прирабатываются поверхности трения в результате износа неровностей. Например, из присадок типа АЛП при сгорании образуется приработочная абразивная паста из оксида алюминия и масла. В процессе приработки в присутствии присадок значительно увеличивается минимальный зазор между поршнем и цилиндром, что заметно сокращает период нормального износа и ресурс цилиндропоршневой группы.
С открытием отечественными учеными Д.Н. Гаркуновым, В.И. Крагельским, В.Г. Шиманским и В.Н. Лозовским эффекта избирательного переноса при трении появилась концепция «Безызносное трение» и «Безразборное восстановление поверхностей трения в процессе работы машины». Физическая сущность процесса заключается в образовании растворимых соединений меди и переносе их в виде пленки с одной поверхности детали на другую. В настоящее время появились материалы подобного действия, это так называемые ремонтно-восстановительные составы (РВС) : металлокерамические, металлоплакирующие и полимерсодержащие составы [3].
Изучив характеристики вышеперечисленных составов по литературным источникам и имеющейся информации изготовителей, сотрудниками факультета ТСвАПК и автором сделан вывод о целесообразности экспериментальных исследований металлокерамического РВС «Руспромремонт» (Санкт-Петербург) с целью определения возможности его применения в качестве добавки в приработочное масло при обкатке двигателей внутреннего сгорания [4].
Объекты и методы
Объектом исследования является процесс приработки деталей цилиндропоршневой группы двигателей внутреннего сгорания с применением ремонтно-восстановительных работ.
В основе метода исследования использован анализ информационного материала о теории трения и износа поверхностей деталей, работающих в условиях ЦПГ, о технологиях финишной обработки и технологии приработки поверхностей трения в процессе изготовления и эксплуатации машин.
Эксперименты выполнялись на специальной установке, включающей привод, емкость масла и нагрузочное устройство. Часть, эмитирующая цилиндр, выполнена из серого модифицированного чугуна, поверхность трения которой обработана полированием. Контрольные образцы изготовлены из поршневых колец.
В процессе опытов образцы прижимались с определенным усилием к вращающейся части, имитирующей цилиндр. Опыты осуществлялись в режиме: скорость скольжения – 8 м/с, усилие прижатия образца – 6 МПа, температура масла – 80 °С. В качестве смазки применено моторное масло 15W-40 как менее вязкое по сравнению со штатным моторным. Материал при-работочного состава РВС производства «Руспромремонт» (Санкт-Петебург) вводили в масло и перемешивали воздействием ультразвука. Износ образцов определяли взвешиванием на аналитических весах ВЛА-200т-М с ценой деления 0,0001 г. Взвешивание проводили через каждые два часа работы установки.
Производственные проверки результатов стендовых опытов выполнены на тракторах МТЗ-82. Выполняли наблюдения в два этапа. Сравнивали результаты работы двигателей с РВС в картерном масле и без РВС. Через каждые 20–25 часов наработки проводили контрольные измерения: компрессии в цилиндрах – компрессометром «ДРУГ»; давления масла – штатным манометром КИ-13361; дымности выхлопных газов – дымомером «Инфракар-Д», расхода топлива – по учетным листам. Для определения концентрации продуктов износа отбирали пробы масла. Анализ проб выполнен на фотоэлектрической установке МФС-7.
Результаты исследований
При взвешивании образцов через каждые два часа работы опытной установки отмечено следующее. Скорость изнашивания уменьшилась до значения 0,05 мг в час через 12 ч при работе без РВС, а при работе с РВС – через 8 ч (рис. 1). Скорость изнашивания в первые 4 ч в условиях смазки с РВС в 4 раза меньше, чем при изнашивании в условиях смазки без РВС (рис. 2). В продолжении опытов до 80 ч скорость изнашивания изменялась в небольших пределах, 0,01–0,016 миллиграммов в час.
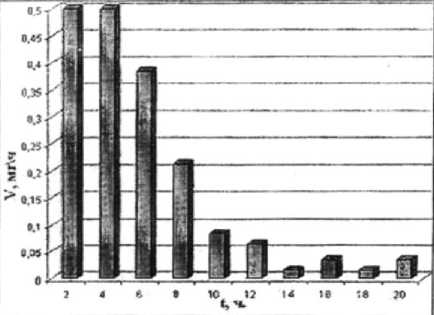
Рис. 1. Изменение скорости изнашивания образцов при испытании без добавления в масло ремонтно-восстановительного состава
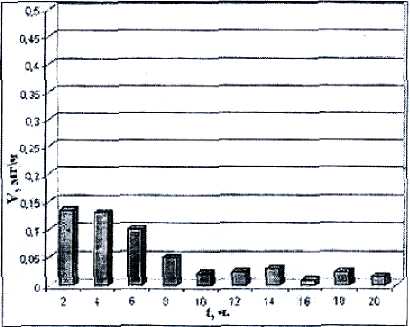
Рис. 2. Изменение скорости изнашивания образцов при испытании с добавлением в масло ремонтно-восстановительного состава
Эффективность смеси смазочного масла с РВС, как и любой смеси, зависит, естественно, от равномерности распределения введенных частиц в основу смеси. Производитель РВС «Руспромремонт» рекомендует равномерность смешивания обеспечивать взбалтыванием емкости со смесью вручную, рассчитывая на то, что при работе механизма перемешивание (барботажем) продолжится и через некоторое время достигнет достаточной равномерности.
При выполнении экспериментов по изучению влияния РВС на процесс изнашивания образцов и продолжительность приработки качественное и быстрое перемешивание обеспечивалось воздействием ультразвука с частотой акустических колебаний 110 кГц.
Качество смешивания оценивали по концентрации кремния в пробах масла спектральным анализом на фотоэлектрической установке МФС-7. Пробы равного объема брали из ванны прямоугольной формы, разделенной на шесть равных частей – из каждой части – шприцем с мерной шкалой. Вычисляли объем частиц, содержащих кремний, в каждой пробе и определяли среднее арифметическое всех шести проб. Затем находили отклонение от среднего значения концентрации проб. По результатам вычислений оценивали равномерность распределения частиц РВС в масле.
После обработки ультразвуком распределение частиц РВС в объеме масла более равномерное, чем при взбалтывании вручную. Отклонение от среднего арифметического значения концентрации кремния в смеси масла с РВС составило в случае обработки ультразвуком 17,70 %, а при смешивании взбалтыванием вручную – 50 %. Наименьшее значение концентрации частиц с кремнием в отдельных пробах после ультразвуковой обработки – 0,025 г/л, а в случаях взбалтывания вручную – 0,005 г/л. Максимальное содержание частиц с кремнием в пробах составляло 0,035 г/л.
При установлении влияния удельного давления на опытные образцы (Р), скорости скольжения (V), температуры масла (Т) и для математического описания процесса трения использована математическая модель первого порядка следующего вида:
Y = b 0 + b 1 X 1 + b 2 X 2 + b 3 X 3 + b 1 , 2 X 1 X 2 + b 2 , 3 X 2 X 3 + b 1 , 2 , 3 X 1 X 2 X 3 . (1)
При оценке коэффициентов уравнения (1) использован полный факторный эксперимент типа 23. Каждый опыт выполнялся трижды. Порядок испытаний рандомизирован с помощью таблиц случайных чисел [5]. Для определения возможности проведения регрессионного анализа рассчитана однородность дисперсий параллельных опытов по критерию Кохрена [6]. Расчетами определено равенство между всеми коэффициентами. Кроме коэффициентов b 3 , b 1,3 , b 2,3 уравнения (1), все другие статически значимы. После исключения статически незначимых коэффициентов уравнение регрессии представляет следующий вид:
Y = 1,1160 + 141X 1 + 0,224X 2 + 0,049X 1 X 2 . (2)
Подстановкой вместо кодовых записей натуральных значений параметров получено выражение математической модели (1)
Y = 1116 + 0,141P + 0,224V + 0,049T.
Из выражения (3) следует, что в присутствии в масле РВС влияние температуры на процесс изнашивания незначительно, а наибольшее воздействие – у скорости скольжения.
Вывод о незначительном влиянии температуры на процесс изнашивания согласуется с физической сущностью процесса формирования металлокерамического покрытия [3]. В условиях граничного трения, «масляного голодания», а также в режимах приработки частицы РВС, попадая на поверхности трения, инициируют образование участков металлокерамического покрытия, которое отличается износостойкостью и малым коэффициентом трения.
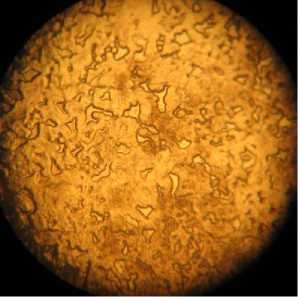
Рис. 3. Микроструктура образца с металлокерамическими участками
Участки металлокерамических покрытий локального характера образовывались на образцах при выполнении опытов с применением РВС (рис. 3).
В результате производственных 100-часовых испытаний при применении РВС интенсивность изнашивания уменьшилась. При первом контроле через 20 ч работы трак- тора концентрация частиц железистого состава составляла
0,69 мг/л, через 100 ч уменьшилась до 0,34 мг/л. Компрессия в цилиндрах повысилась в первые часы работы на 0,20 МПа, с наработкой до 100 ч изменялась в пределе 0,15–0,20 МПа. Прорыв газов в картер двигателя в первый период уменьшился на 11 %. Сокращение дымности отработанных газов составило 16 % при работе в режиме холостого хода и 5 % под нагрузкой.
Заключение
Увеличению ресурса цилиндропоршневой группы (ЦРГ) двигателей способствуют уменьшение интенсивности изнашивания деталей в процессе их приработки, сокращение периода приработки и как следствие увеличение периода работы ЦПГ с минимальной интенсивностью изнашивания.
Сокращение периода приработки ЦПГ после ее сборки из комплекта запасных частей, как и при ремонте двигателей, необходимо. Связано это с тем, что по традиционной технологии продолжение приработки в процессе производственной работы двигателя не гарантирует стабильный режим как по объективным, так и по субъективным причинам.
Применение современных технологий финишной обработки деталей на заводах-изготовителях в условиях технического обслуживания и ремонта машин в сельском хозяйстве нереально.
Приработка пар трения при стендовой обкатке двигателей в ремонтных мастерских будет эффективна в случаях добавления в моторное масло ремонтно-восстановительного состава (РВС) на основе минералокерамических элементов производства «Руспромремонт» (Санкт-Петербург). Как показали результаты исследований, продолжительность приработки при использовании РВС сокращается на 30 %, интенсивность изнашивания после приработки уменьшается. Скорость изнашивания в процессе приработки уменьшается до 0,05 мг/час через 8 ч испытаний, а без использования РВС – через 12 ч. Смешивание РВС с моторным маслом более равномерно при применении ультразвука.
Список литературы Повышение эффективности приработки деталей цилиндропоршневых групп двигателей при ремонте машин
- Суслов А.Г. Технология машиностроения: учеб. для студентов машиностроительных специальностей вузов. 2-е изд., перераб. и доп. М.: Машиностроение, 2007. 430 с.
- Надежность и ремонт машин/В.В. Курчаткин, Н.Ф. Тельнов, К.А. Ачкасов и др.; под ред. В.В. Курчаткина. М.: Колос, 2000. 776 с.
- Балабанов В.И. Нанотехнологии. Наука будущего. М.: Эксмо, 2009. 256 с.
- Корнилович С.А. Результаты исследования возможности применения ремонтно-восстановительных составов при эксплуатации двигателей//Вестн. СибАДИ, вып. 6 (40), 2014. С. 20-25.
- Большов Л.Н., Смирнов Н.В. Таблицы математической статистики. М.: Наука, 1965. 474 с.
- Евдокимов Ю.А., Колесников В.И., Тетерин А.И. Планирование и анализ эксперимента при решении задач трения и износа. М.: Наука, 1980. 228 с.
