Повышение эффективности процесса электролитического хромирования

Автор: Груба Оксана Николаевна, Векессер Наталья Александровна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Химия @vestnik-susu-chemistry
Рубрика: Физическая химия
Статья в выпуске: 1 т.14, 2022 года.
Бесплатный доступ
Проблема повышения надежности и долговечности машин, механизмов и приборов - общая для всех областей техники. Эта проблема может быть решена нанесением износостойких покрытий и сплавов на основе хрома. Метод электрохимического хромирования обладает рядом существенных недостатков: низкий выход по току хрома; самая низкая среди гальванических процессов рассеивающая способность; высокая энергоемкость; наличие высоких внутренних напряжений хромовых покрытий; наводороживание осадков хрома и сплава основы. Поэтому в настоящее время проводится большое количество исследований, направленных интенсификацию процессов хромирования. Данная работа направлена на изучение возможностей оптимизации процесса хромирования путем изменения состава электролита. Проведена классификация используемых в настоящее время электролитов хромирования по следующим параметрам: состав электролита, условия проведения процесса, катодный выход по току и качество, получаемых покрытий. На основании проведенных авторами экспериментальных исследований показана возможность интенсификации процесса электролитического хромирования из водных растворов за счет изменения состава электролита. Изучено влияние ряда анионов ( SO42- , SiF62- , Cl- , F- , NH2SO3- , PO43- , IO3- , I2O74- ) на качество осадков и выход по току. Предложены способы усовершенствования наиболее популярных универсальных электролитов.
Электрохимическое хромирование, хромовый ангидрид, активный анион, универсальный электролит, сверхсульфатный электролит, тетрахроматный электролит
Короткий адрес: https://sciup.org/147236617
IDR: 147236617 | УДК: 544.6+546.76 | DOI: 10.14529/chem220113
Increasing the efficiency of the electrolytic chromiation process
The problem of increasing reliability and durability of machines, mechanisms, and instruments is common to all fields of technology. This problem can be solved by applying wear-resistant coatings and chromium-based alloys. The method of electrochemical chromium plating has a number of significant disadvantages: low current efficiency of chromium; the lowest dissipation ability among galvanic processes; high energy intensity; the presence of high internal stresses of chromium coatings; hydrogenation of chromium and base alloy sediments. Therefore, at present, a large number of studies are being carried out aimed at intensifying chromium plating processes. The present paper is aimed at studying the possibilities of optimizing the chromium plating process by changing the composition of an electrolyte. The currently used chromium plating electrolytes are classified according to the following parameters: electrolyte composition, process conditions, cathode current efficiency, and quality of the obtained coatings. On the basis of experimental studies carried out by the authors, the possibility of intensifying the process of electrolytic chromium plating from aqueous solutions by changing the composition of the electrolyte has been shown. The influence of a number of anions (SO4 2 - , SiF6 2 - , Cl- , F- ,NH2 SO3 - , PO4 3 - , IO3 - , I2O7 4 - ) on the quality of precipitation and the current efficiency has been studied. Methods for improving the most popular universal electrolytes have been proposed.
Текст научной статьи Повышение эффективности процесса электролитического хромирования
Процесс электролитического хромирования широко применяется для повышения износостойкости трущихся деталей, защиты их от коррозии способом защитно-декоративной отделки. Над его совершенствованием ведется постоянная работа. Появляются более эффективные электролиты и режимы работы, разрабатываются методы повышения механических свойств хромированных деталей, в результате чего расширяется область применения хромирования.
В настоящее время исследования по электрохимическому хромированию ведутся в трех направлениях: изучение возможностей интенсификации процесса хромирования, исследование механических свойств и эксплуатационных качеств хромовых покрытий, механизация и автоматизация процесса хромирования.
Данная работа направлена на изучение возможностей оптимизации процесса хромирования путем изменения состава электролита.
Характерная особенность электрохимически осажденного хрома - зависимость его свойств от условий электроосаждения. В зависимости от условий проведения электролиза (температура электролита и плотность тока) можно получить осадки хрома, различные по своим физическим свойствам, главным образом по твердости и отражательной способности [1–3]. Характер и количество трещин в хромовом осадке также можно регулировать режимом электролиза.
Различают три вида электрохимических осадков хрома: молочный, блестящий и матовый. У молочного осадка наименьшая твердость, малая пористость и наибольшая пластичность. В тонких слоях сетки трещин не появляется, осадок хорошо полируется и может быть доведен до зеркального блеска. Блестящий хром - хрупкий, имеет высокую твердость и износостойкость. Матовые покрытия не имеют практического значения в силу низких физико-химических свойств.
Положение границ областей хромовых осадков различного типа определяется, главным образом, концентрацией электролита [1, 2].
Литературный обзор
Подбор условий проведения хромирования усложняется тем, что области получения наиболее твердых и наиболее износостойких покрытий располагаются на диаграмме «плотность тока – температура электролита» параллельно, т. е. не совпадают.
Для осаждения твердых износостойких покрытий значительной толщины предложен [4] так называемый сверхсульфатный электролит хромирования, обладающий высокой рассеивающей способностью и стабильностью. Содержание серной кислоты по отношению к хромовому ангидриду устанавливают в пределах 12–25 % при начальной концентрации трехвалентного хрома 20– 40 г/л. Выход по току составляет 20–25 %. Осадки имеют низкие внутренние напряжения, микротвердость их достигает 1200–1600 кг/см2.
С целью интенсификации хромирования предложено большое количество электролитов на основе растворов хрома (VI), в которые вводятся различные неорганические добавки: кремнесодержащие соединения [5], цинк, кадмий, магний, алюминий. Это позволяет повысить выход по току до 17–20 %.
Имеется обширный класс органических веществ, которые можно использовать в качестве добавок для интенсификации процесса хромирования. В [6, 7] были предложены и исследованы электролиты хромирования на основе растворов хромовой кислоты с добавками галловой кислоты и метиленового голубого следующих составов (г/л):
-
1) хромовый ангидрид 200–50,
серная кислота2–3, галловая кислота2–3;
-
2) хромовый ангидрид 200–250,
серная кислота2–3, метиленовый голубой1–6.
Температура осаждения для первого варианта 45–55 °С, для второго – 60–70 °С.
Указанные добавки значительно расширяют верхний предел допустимых плотностей тока получения качественных хромовых осадков, введение их в электролит хромирования приводит к уменьшению внутренних напряжений на 25–30 %.
Исследование микроструктуры показало, что увеличение содержания галловой кислоты от 0,5 до 3 г/л способствует выравниванию поверхности осадка, при этом практически исчезает сетка трещин и питтинг. Аналогичный эффект наблюдается при введении от 1 до 5 г/л метиленового голубого. Осадки получаются более гладкими и блестящими по сравнению с осадками, полученными без добавок.
По мнению автора [8], все перечисленные свойства осадков связаны со специфическим воздействием добавок на структуру и свойства прикатодной пленки электролита, образующейся в ходе электролиза. Добавки вызывают ее стабилизацию и тем самым способствуют увеличению выхода хрома по току. Так, например, в присутствии галловой кислоты (2 г/л) при температуре электролита 50 °С выход по току увеличивается на 25 %, а в присутствии метиленового голубого (2–5 г/л) при температуре электролита 70 °С выход по току увеличивается на 15 % по сравнению с выходом по току хрома из стандартного электролита.
Было изучено влияние органической добавки на физико-механические свойства осадков хрома и на проведение процесса электролиза [9]. В качестве базового электролита был использован стандартный электролит хромирования следующего состава (г/л): хромовый ангидрид 250, серная кислота 2,5, добавка 2–6.
Введение добавки позволило получать качественные осадки при температуре 15–25 °С в диапазоне плотностей тока от 50 до 1000 А/дм2. Выход по току хрома увеличивается с возрастанием плотности тока в диапазоне от 100 до 800 A/дм2 от 27 до 50 %. При этом ниже 100 A/дм2 получаются матовые осадки, выше – блестящие. Сетка трещин на поверхности с увеличением плотности тока уменьшается и выше 400 A/дм2 практически исчезает. Осадки приобретают волокнистую структуру с высокой степенью измельчения структуры.
Существует целый ряд соединений, использование которых позволяет значительно интенсифицировать процесс хромирования, получать качественные осадки хрома с требуемыми физикомеханическими свойствами
Большая чувствительность хромовых электролитов к содержанию в них сульфат-ионов, трудность их контроля и поддерживания на постоянном уровне послужили основанием к созданию электролитов с автоматически регулируемой концентрацией этих ионов. Саморегулирующиеся электролиты хромирования [10] отличаются более высоким выходом по току, большей кроющей способностью и агрессивностью вследствие действия фторид-иона, входящего в состав электролита. Эти электролиты не требуют частого корректирования, позволяют применять высокие плотности тока и дают блестящие осадки при больших толщинах. Постоянное соотношение между анионами хромовой кислоты и сульфат-ионами поддерживается с помощью малорастворимых солей сернокислого стронция или бария и кремнефтористого кальция, взятых в избыточном количестве [1]. Авторами [9] предложен следующий состав саморегулирующегося электролита хромирования (г/л):
хромовый ангидрид 400–420;
углекислый кальций 67–75;
сернокислый кобальт 15–20.
Процесс ведут при плотности тока 150–200 А/дм2 и температуре 18–23 °С. Это обеспечивает повышение производительности процесса и качества осадков хрома. Выход металла по току при этом составляет 40±2 %, а микротвердость покрытий во всем интервале плотностей тока достигает 900–1250 кг/см2 с одновременным повышением их износостойкости.
В области высоких температур (выше 60 °С) в саморегулирующихся электролитах возможно получение хромовых покрытий, имеющих сатинообразный вид без трещин. Такие покрытия легко полируются до зеркального блеска, имеют высокие защитные свойства и износоустойчивость.
Известны саморегулирующийся электролит хромирования, в состав которого входят (г/л):
хромовый ангидрид 150–350;
сернокислый стронций 6;
окись хрома 30.
В присутствии избытка не растворяющихся твердых окиси хрома и сульфата стронция кислотность раствора и содержание в нем сульфат-ионов будет находиться на заданном уровне за счет автоматического растворения соответствующих количеств этих соединений в момент, когда их концентрация в растворе упадет ниже требующейся для обеспечения насыщения последнего. Температура ванны при электролизе 17–23 °С, плотности тока 10–100 А/дм2, выход хрома по току при работе на указанном режиме достигает 33–43 %.
Определенный интерес представляют электролиты тетрахроматного типа, в которых часть хромовой кислоты нейтрализуется щелочью или солями, так что основным компонентом этих электролитов является тетрахромат-ион. Типовой состав такой ванны следующий (г/л):
хромовый ангидрид 300;
гидроксид натрия 58–60;
серная кислота 0,6–0,75;
этиловый спирт 1 мл/л.
Процесс электролиза ведут при катодной плотности тока 20–80 A/дм2 и температуре электролита 16–24 °С. Ведение процесса при низкой температуре электролита и высокой плотности тока способствует более высокому выходу хрома по току (30–35 %). Осадки хрома, полученные из таких электролитов, по сравнению с осадками из других хромовых ванн имеют пониженную твердость (350–400 кг/см2), относительно высокую пластичность [11], меньшую пористость. Внешний вид осадков матовый, но они сравнительно легко полируются. Кроме того, тетрахро-матные электролиты отличаются высокой кроющей способностью.
Указанные отличительные черты тетрахроматного электролита позволяют его рекомендовать для нанесения защитно-декоративных покрытий небольшой толщины.
Использование тетрахроматного электролита для нанесения толстослойных покрытий при износостойком хромировании нецелесообразно, т.к. покрытия имеют низкую износостойкость и высокие внутренние напряжения в толстых слоях [10]. Так, некоторые авторы отмечают, что в покрытиях относительно большой толщины (свыше 50 мкм) наблюдаются разрывы [13].
Твердость и ковкость можно значительно увеличить введением в электролит оксид магния или вольфрамата натрия [14]. Эти добавки не вступают в реакцию с металлом катода, но, вероятно, взаимодействуют с катодной пленкой во время отложения осадка. Выход по току возрастает до 35–40 %. Кроме того, в таком электролите меньше проявляется зависимость выхода по току от температуры.
Из-за разложения тетрахроматов при повышении температуры (выше 25 °С) и снижения концентрации серной кислоты происходит нарушение стабильности электролитов. По аналогии с саморегулирующимися электролитами, в них вместо серной кислоты вводили сульфат стронция или сульфат и карбонат кальция (г/л):
хромовый ангидрид350;
стронция сульфат50;
кальций сульфат6.
Температура 16–20 °С; катодная плотность тока 10–50 А/дм2; выход по току 25–35 %.
Избыток малорастворимого сульфата кальция позволил поддерживать концентрацию сульфат-ионов в электролите постоянной, составляющей 0,5–1,5 % от содержания анионов хромовой кислоты. Осадки из такого электролита малопористы, легко полируются, имеют высокую адгезию и коррозионную стойкость.
Для получения блестящих хромовых покрытий на стальных, медных и латунных изделиях предложен [3] тетрахроматный электролит, содержащий карбонат натрия и добавки циануровой кислоты (г/л):
хромовый ангидрид300;
серная кислота0,8;
натрий карбонат280;
циануровая кислота1.
Температура 25–30 °С; катодная плотность тока 5–10 А/дм2; выход по току 25–30 %.
Известен также саморегулирующийся тетрахроматный электролит с добавкой сернокислого кобальта (г/л) [10, 15]:
хромовый ангидрид 380–420;
карбонат кальция 60–75;
сульфат кобальта 18–20.
Авторы отмечают высокую производительность электролита: катодная плотность тока i к = 100–300 A/дм2, выход по току хрома 35–40 %, скорость осаждения 0,18–0,50 мм/час.
В тетрахроматные электролиты целесообразно вводить фторид аммония для расширения интервала допустимых температур и получения блестящих покрытий в широком диапазоне плотностей тока [3]. Состав электролита, г/л:
хромовый ангидрид 300–350;
трехвалентный хром 5–6;
серная кислота 0,7–2,3;
фторид аммония 1–12.
Режим электролиза: температура 18–40 °С, плотность тока 3–55 А/дм2. Максимально возможный выход по току (38–40 %) достигается в электролите с содержанием серной кислоты на верхнем уровне концентрации при температуре 20 °С и плотности тока 30–58А/дм2.
Покрытия с зеркальным блеском получаются при содержании аммония 5–6 г/л, температуре 20–37 °С и плотности тока 3–20 А/дм2. Электролит обладает высокой рассеивающей способностью и рекомендуется для хромирования медных и омедненных деталей с подслоем никеля, прямого хромирования деталей из алюминия, его сплавов и цинкового литья.
При практическом использовании тетрахроматных электролитов возникают трудности, связанные с охлаждением электролита; несравненно легче поддерживать температуру 50–55 °С, чем 20–22 °С при высокой плотности тока. Серьезным недостатком является трудность доведения до блеска матовых хромовых покрытий, получаемых из тетрахроматных электролитов.
Установлена практическая возможность электроосаждения хрома из растворов перхлората хрома (III) в присутствии карбамида и карбоната аммония [1, 3]. Состав электролита, г/л:
перхлорат хрома (III) 300–350;
карбамид 100–120;
карбонат аммония 30–35.
Из электролита (pH = 1) можно осадить блестящие осадки хрома толщиной до 3 мм в течение 15 минут. При исследовании механизма электроосаждения хрома из растворов, содержащих соединения хрома (III) с различными анионами: хлорат-, нитрат-, хлорид; сульфит-, сульфат-, формиат-, ацетат-, оксалат- и др. Установлено, что только сульфат-анион способствует быстрому протеканию электрохимических реакций катодного выделения металлического хрома. По-видимому, процесс электровосстановления хрома зависит не от прочности комплексных соединений, а от состояния поверхности катода, определяемого химической природой анионов, входящих в состав комплекса.
Электролиты хромирования на основе трехвалентных соединений хрома обладают рядом положительных свойств: более высокий в сравнении с растворами хрома (VI) электрохимический эквивалент, нетоксичность растворов, низкие рабочие температуры [16, 17].Однако водные растворы электролитов хромирования обладают низкой буферной емкостью и вследствие этого склонны к образованию гидроокисных соединений на катоде за счет подщелачивания прикатод-ного слоя при совместном с хромом выделении водорода, что снижает качество осадков. Рядом авторов [6, 7] был предложен электролит на смешанном водно-органическом растворителе. Осаждение хрома производилось из электролита, содержащего хлориды хрома, алюминия и борную кислоту. Растворителем служила смесь диметилформамида (ДМФА) и воды в объемном соотношении 3:7.
Для устранения местных повреждений защитно-декоративных покрытий, восстановления и повышения износостойких отдельных поверхностей крупногабаритных деталей целесообразно применять контактное хромирование. В настоящее время разработан неагрессивный электролит и режим контактного хромирования (г/л):
уксуснокислый хром 260–280;
муравьинокислый аммоний 375–400;
виннокислый калий-натрий 13–17.
Режим хромирования: pH 5,5–5,7; катодная плотность тока 270–300A/дм2, температура поступающего электролита 45 °С, расход электролита 0,28 л/мин. При этих условиях выход хрома по току достигает 25 %, микротвердость покрытий 930–1000 HV.
Известен электролит хромирования для нанесения покрытий натиранием [18], содержащий (г/л):
хромовый ангидрид 40–50;
муравьиная кислота (85%-ный раствор) 250–300;
аммиак (25%-ный раствор) 200–500;
бихромат калия 50–60.
Процесс ведут при плотности тока 150–400 A/дм2 и скорости перемещения анода относительно катода 3–5 м/мин.
Обсуждение результатов
Электрохимическое осаждение хрома существенно отличается от других гальванических процессов. Во время хромирования на катоде одновременно протекают процессы осаждения хрома; выделения водорода; восстановления шестивалентного хрома до трехвалентного; образования на поверхности катода тонкой пленки, состоящей из продуктов восстановления хромовой кислоты и активного аниона [3, 19, 20].
Хромирование производится из электролитов, содержащих не соли осаждаемых металлов, а смеси хромовых кислот ( H 2 Cr 2 O 7 и H 2 CrO 4). При этом установлено, что электролит должен содержать определенное количество активных анионов, чаще всего S02 , F", SiF^ , без которых хром не выделяется из растворов хромовой кислоты (рис. 1). При этом сами ионы не восстанавливаются и хорошо адсорбируются.
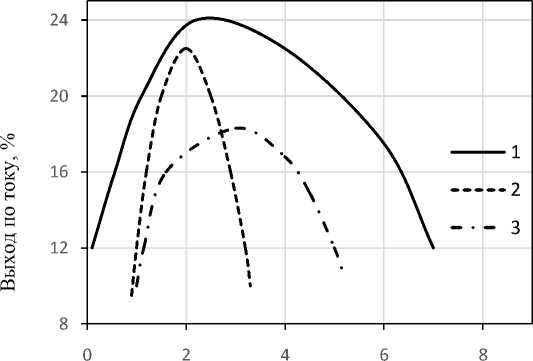
Относительная концентрация активного иона C a , %
Рис. 1. Влияние концентрации активного аниона C a на выход по току: 1 - SiFV, , 2 - F , 3 - SO2 ,
В работе изучалось влияние некоторых анионов на качество осадков и выход по току при осаждении хромовых покрытий из электролитов с различной концентрацией СгО з .
Не только тип, но и концентрация активного аниона оказывает влияние на процессы, проте-
2- кающие на катоде. На рис. 2 приведена зависимость выхода по току от концентрации ионов 504 для выделения хрома и водорода и образования трехвалентного хрома.
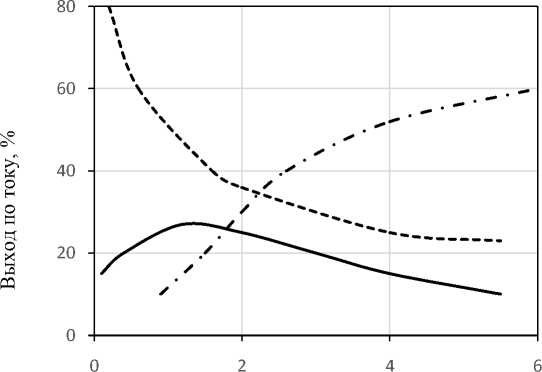
Относительная концентрация сульфат-иона SO4 2- , %
Рис. 2. Выход по току для частных катодных процессов в зависимости от концентрации сульфат-иона SO2- (содержание СгО з - 350 г/л, к = 15 А/дм2, t = 20 °C):
1 - образование трехвалентного хрома, 2 - выделение водорода, 3 – выделение хрома
В присутствии ионов 50^ в широком диапазоне концентраций осаждались блестящие покрытия.
Ионы СГ при концентрации СгОз в растворе выше 250 г/л вызывали образование покрытий серого цвета с достаточно высоким выходом по току. При низком содержании исследованных анионов в растворе выход по току был незначительным. С повышением содержания анионов в растворе выход по току увеличивался.
Для анионов S О2 , S iF2 и молярное отношение анион / СтО з , обеспечивающее высокий выход по току, составляет 0,01-0,02, а для СтО 3 ионов F" 0,06-0,12.
Из электролитов, содержащих 250 г/л СтОз и ионы NH2S^3, блестящие хромовые покрытия осаждались при молярном отношении NH2 SO3 /СтО з =0,1.
В присутствии ионов NO3 получали неметаллический осадок черного цвета при низком выходе по току.
Неметаллический осадок коричневого цвета получали также в присутствии H 3 BO 3 и ионов РО^".
С очень низким выходом по току осаждались покрытия серого цвета из электролитов, содер-жащихионы/О3 и 12О^ .
Каталитическим действием в процессе осаждения хрома обладают анионы, которые способны значительно увеличивать электропроводность раствора электролита, например, анионы SO4 2- , F".
Был запатентован электролит хромирования [21] высокой концентрации (до 1600 г/л СтОз), в который вводятся следующие анионы (в вес. % от концентрации СтОз); СГ0,3-5, F" 0,3-10 и (или) SO2 0,3-2. Добавляемые анионы выбираются из следующих соединений KCl, NaCl, NaF, MgCl 2 , CrCl 3 , H 2 SO 4 при температуре 20–60 °С, и катодной плотности тока i к = 10–270 A/дм2. Из электролита были получены покрытия хорошего качества с высоким выходом по току.
Наибольшее распространение получили электролиты на основе SO2" хромового ангидрида с добавкой серной кислоты, причем чаще всего количество серной кислоты составляет 1 % от количества хромового ангидрида – универсальные электролиты [12].
Процесс хромирования в универсальных электролитах имеет ряд недостатков: необходимость жесткого соблюдения режимных характеристик процесса электролиза из-за значительных колебаний в свойствах осадка при их изменении; низкое значение рассеивающей и кроющей способности электролитов; низкий катодный выход по току и значительное влияние на него параметров электролиза, особенно температуры; высокая чувствительность электролита к примесям ионов других металлов; высокая агрессивность раствора.
Усовершенствовать процесс получения хромовых покрытий в универсальных электролитах возможно следующими способами: оптимизация режима электролиза; изменение соотношения компонентов (сверхсульфатный электролит); введение ряда добавок; применение новых составов электролитов (тетрахроматные электролиты, на основе трехвалентных ионов хрома и др.).
Другая особенность процесса хромирования – тесная взаимосвязь температуры и плотности тока [12, 15, 21, 22]. Понижение температуры электролита увеличивает выход по току, но при температуре ниже 40 °С получаются осадки низкого качества. Поддерживать температуру 55– 60 °С при средних плотностях тока (около 50 А/дм2) сложно, так как электролит необходимо подогревать. Хромирование при такой же плотности тока (50 А/дм2) при температуре электролита ниже 30 °С, напротив, требует охлаждения электролита, так как происходит разогрев электролита джоулевым теплом. Как нам представляется, хромирование при температуре 40 °С будет экономически целесообразным, что подтверждается тепловым расчетом, так как разогрев электролита джоулевым теплом компенсируется рассеиванием тепла в окружающую среду. Проведенные исследования при температуре электролита 38–40 °С, плотности тока 50 А/дм2 и давлении абразивного инструмента 1 кг/см2 позволили получить выход по току 30 % (рис. 3). При этом получаются покрытия хорошего качества и не требуется ни дополнительного разогрева, ни дополнительного охлаждения.
В последнее время большое внимание исследователей и практиков привлекает процесс гальванического осаждения металлов с одновременной абразивной обработкой, известный под названием гальванохонингования или гальваномеханической обработки [3, 5, 11–18, 23, 24]. Сущность способа состоит в том, что во время электролитического осаждения металла происходит непрерывное механическое активирование покрываемой поверхности. В зоне контакта абразив временно удаляет с покрываемой поверхности диффузионный слой, водородную пленку, а также различные примеси и загрязнения, тормозящие реакцию. При отводе зерен абразива контакт электролита с электродом восстанавливается, и снова происходит осаждение. Таким образом, многократный разрыв катодной пленки в значительной мере снимает диффузионные ограничения и дает возможность применять большую плотность тока, а, следовательно, получать и высокие скорости осаждения [13–15]. Например, было установлено, что при гальваномеханическом способе хромирования становится возможным нанесение качественных покрытий толщиной 0,7– 1,5 мм. При этом выход хрома по току увеличивается до 55–65 % при плотности тока 300–650 А/дм2, т. е. наблюдается повышение производительности процесса за счет увеличения допустимых плотностей тока [5, 11–14, 21, 25].
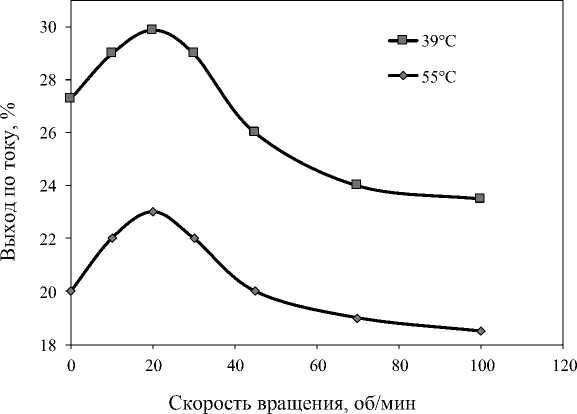
Рис. 3. Выход по току при температуре 39 и 55 °С при давлении абразивного инструмента 1 кг/см2
Заключение
-
1. Обобщена информация по электролитам хромирования, используемым в настоящее время. Выбор типа электролита (универсальный, саморегулирующийся, тетрахроматный, сверхсульфатный и др.), условий проведения процесса (катодная плотность тока, температура электролита) определяются требованиями к качеству получаемых покрытий (пористость, твердость, коррозионная и износостостойкость и т. п.)
-
2. Экспериментально показана возможность интенсификации процесса хромирования путем изменения состава электролита. Изучено влияние ряда активных анионов (S02 , SiF^ , Cl", F", NH2S03 , PO^ , /03, /204 ) на качество осадков и выход по току. Определены оптимальные значения относительного содержания активных ионов для получения высоких выходов по току (45 – 50 %) при сохранении качества получаемого покрытия.
-
3. Предложены способы усовершенствования универсальных электролитов: оптимизация режима проведения процесса электролиза (катодная плотность тока, температура электролита), применение новых составов электролитов (тетрахроматные электролиты, на основе трехвалентных ионов хрома и др.), введение добавок (оксид магния, вольфрамат натрия, фторид аммония и др.)
Список литературы Повышение эффективности процесса электролитического хромирования
- Шлугер, М.А. Гальванические покрытия в машиностроении: справочник. В 2 т. / М.А. Шлугер. – М.: Машиностроение, 1985. – Т. 1. – 240 с.
- Богорад, Л.Я. Хромирование / Л.Я. Богорад. – Л.: Машиностроение, 1984. – 97 с.
- Ажогин, Ф.Ф. Гальванотехника: справ. изд. / Ф.Ф. Ажогин, М.А. Беленький, И.Е. Галь и др. – М.: Металлургия, 1987. – 736 с.
- Шлугер, М.А. Гальванические покрытия в машиностроении: справочник. В 2 т. / М.А. Шлугер. – М.: Машиностроение, 1985 – Т. 2. – 248 с.
- Покровская, Г.А. Теория и практика хромирования / Г.А. Покровская. – К.: КРДЭНТП, 1974. – 103 с.
- Фомичев, В.Т. Электроосаждение хрома из электролитов, содержащих органические добавки: автореферат дис. … д-ра техн наук / В.Т. Фомичев. – Новочеркасск: НГТУ, 1994. – 34 c.
- Фомичев, В.Т. Электроосажаение хрома из электролитов с органическими добавками // Материалы Всесоюзной науч.-техн. конференции «Технологии нанесения противокоррозионных покрытий» / В.Т. Фомичев, Е.В. Москвичева, A.M. Озеров. – Челябинск, 1985. – С. 36–37.
- Дасоян, М.А. Оборудование цехов электрохимических покрытий / М.А. Дасоян, И.Я. Пальмская. – Л.: Машиностроение, 1979. – 287 с.
- А. с. СССР № 336346 С25Д 704, 1972.
- Молчанов, В.Ф. Хромирование в саморегулирующихся электролитах / В.Ф. Молчанов. – К.: Техника, 1972. – 82 с.
- Макарова, Н.А. Металлопокрытия в автомобилестроении / Н.А. Макарова, М.А. Лебедева, В.Н. Набокова. – М.: Машиностроение, 1977. – 294 с.
- Яшпольский, А.М. Краткий справочник гальванотехника / А.М. Яшпольский, В.А.Ильин. – Л.: Машиностроение, 1981. – 269 с.
- Черкез, М.Б. Хромирование/ М.Б. Черкез, Л.Я. Богорад. – Л.: Машиностроение, 1978. – 100 с.
- Вейнер, Р. Гальваническое хромирование / Р. Вейнер; пер. с нем. И.Д. Груева и Е.В. Пла-скеева. – М.: Машиностроение, 1964. – 152 с.
- Справочник по электрохимии / под ред. А.М. Сухотина. – Л.: Химия, 1981. – 488 с.
- Виноградов, С.С. Экологически безопасное гальваническое производство / С.С. Виногра-дов; под ред. В.Н. Кудрявцева. – М.: Глобус, 2002. – 352 с.
- Автоматическая гальваническая установка для обработки цилиндрических стержней: пат. RU 2040594 С1, МПК C25F 7/00 (1995.01) / А.Г. Устюгов. Патентообладатель А.Г. Устюгов (RU). – Заявка: 5003780/26; заявл. 01.07.1991, опубл. 25.07.1995. – 7 с.
- Окулов, В.В. Экологические, технологические и экономические аспекты замены шести-валентных растворов хроматирования (пассивирования) / В.В. Окулов // Гальванотехника и обра-ботка поверхности – 2005. – Т. 13, № 2. – C. 35–41.
- Батищев, А.Н. Пособие гальваника-ремонтника / А.Н. Батищев. – М.: Колос, 1980. – 238 с.
- Лайнер, В.И. Защитные покрытия металлов / В.И. Лайнер. – М.: Металлургия, 1974. – 558 с.
- Солодкова, Л.Н. Электролитическое хромирование / Л.Н. Солодкова, В.Н. Кудрявцев. – М.: Глобус, 2007. – 191 с.
- Юдин, В.М. Нанесение гальванических покрытий при большой плотности тока / В.М. Юдин, Н.Н. Вихарев // Техника и оборудование для села. – 2011. – № 5. – С. 22–23.
- Солнцев, С.С. Защитные покрытия металлов при нагреве: справочное пособие / С.С. Солнцев. – Изд. 2-е, доп. – Либроком, 2009. – 248 с.
- Кондратов, Л.П. Технология материалов и покрытий / Л.П. Кондратов, Н.Н. Божко. – М.: МГУП, 2008. – 226 с.
- Вансовская, К.М. Гальванические покрытия / К.М. Вансовская. – Л.: Машиностроение, 1984. – 119 с.
