Повышение эффективности производства строительных профилей из алюминиевых сплавов на основе управления тепловыми условиями процесса прессования

Автор: Беляев Сергей Владимирович, Губанов Иван Юрьевич, Широков Павелолегович, Салатов Александрвикторович, Маслов Игорьюрьевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 6 (32), 2010 года.
Бесплатный доступ
Приведены результаты исследования теплового взаимодействия в системе «деформируемый металл - при- нудительно охлаждаемый прессовый инструмент». Представлены аналитические зависимости для определения температурных условий с учетом изменения реологии деформируемого металла при полунепрерывном прессова- нии алюминиевых сплавов. Научно обосновано применение принудительного охлаждения прессового инструмен- та. Представлены технические решения для управления тепловыми условиями процесса прессования. Проведено сопоставление результатов расчета с экспериментальными данными.
Полунепрерывное прессование алюминиевых сплавов, тепловое взаимодействие, принуди- тельно охлаждаемый прессовый инструмент
Короткий адрес: https://sciup.org/148176371
IDR: 148176371 | УДК: 621.777:621.777:22
The enhancement of productive efficiency of the press-articles from aluminum alloys on the operation base of thermal conditions of the extrusion
The research results of the thermal interaction in the system deformed metal and press toolage are made. The following analytical dependences of the definition the temperature conditions are presented for the semicontinuous extrusion of aluminum alloys with a glance of the deformed metal rheology. The forcibly cooled application of the press toolage is substantiated scientifically. The engineering solution for the control of the thermal conditions of the extrusion is presented. The comparison of results of calculation to experimental data is lead
Текст научной статьи Повышение эффективности производства строительных профилей из алюминиевых сплавов на основе управления тепловыми условиями процесса прессования
Повышение эффективности производства не перестает бытьактуальным на всех этапах научно-технического прогресса. В металлургической промышленности данная задача решается путем совершенствования действующих и создания новых технологических процессов с целью повышения производительности труда и качества продукции.
Алюминиевые сплавы, благодаря ценным эксплуатационным и технологическим свойствам, по распространенности являются вторыми в мире после стали среди металлических конструкционных материалов. На долю пресс-изделий из алюминиевых сплавов приходится более 20 % от всего объема производства, что составляет более 5,0 млн т профилей с сортаментом более 25 тыс. типоразмеров. Пресс-изделия из алюминиевых сплавов находят широкое применение в промышленности, а главными их потребителями являются такие важные отрасли, как строительство и транспорт.
Основным способом производства профилей из алюминиевых сплавов является прямое прессование на мощных гидравлических прессах, которое отличается недостаточной эффективностью. Прессование, как правило, проводится без смазки и связано со значительными энергозатратами. Повышение скорости прессования вызывает рост выходной температуры пресс-изделия, и при достижении вполне определенных для каждого алюминиевого сплава предельных температур происходит разрушение пресс-изделия, т. е. тепловые условия прессования алюминиевых сплавов оказывают решающее влияние на эффективностьвсего производства пресс-изделий. Поэтому разработка научно обоснованных технических и технологических решений для управления тепловыми условиями процесса прессования с целью повышения эффективности производства пресс-изделий из алюминиевых сплавов, несомненно, является актуальной научно-технической проблемой [1].
В последнее время появилосьмножество новых методов управления тепловыми условиями при прессова- нии, что поставило задачу проведения классификации этих методов для оценки их эффективности и областей применения. Впервые на основе анализа научно-технической и патентной литературы предложена схема классификации методов управления тепловыми условиями при прессовании, учитывающая особенности их реализации (рис. 1). Установлено, что одним из эффективных методов управления тепловыми условиями процесса прессования алю- миниевых сплавов является принудительное испарительное охлаждение прессового инструмента, в частности принудительно охлаждаемой форкамерной матрицы (ПОФМ). Однако промышленное внедрение этого процесса сдерживается отсутствием необходимых теоретических и экспериментальных исследований [2].
Разрешение данной проблемы невозможно без анализа тепловых условий процесса прессования в зависимости от основных технологических параметров. Тепловое взаимодействие при прессовании, каки при любом процессе обработки металлов давлением, является чрезвычайно сложным (рис. 2), поэтому анализ теплового взаимодействия при прессовании с ПОФМ может быть сведен к решению сопряженной краевой задачи нестационарной теплопроводности при граничных условиях вто- рого и четвертого рода.
Условия поставленной задачи в математической форме представлены в виде системы двух дифференциальных уравнений нестационарной теплопроводности с краевыми условиями, соответствующими данному виду прессования:
⎧ ∂ 2 Τ 1 ( x , t ) ∂ Τ 1 ( x , t ) q ν
⎪a1 2
⎪ ∂x2 ∂tc
⎪⎨при 0 ≤x<±R I ,
⎪ a ∂ 2 Τ 2 ( x , t ) -∂ Τ 2 ( x , t ) = 0
⎪⎪ 2 ∂x2
⎪⎩при I ±R≤x< I ±H, t>0, со следующими краевыми условиями: ⎧T1(x,0)=Т10;T2(x,0)=T20, ⎪⎪T1(±R,t) = T2(±R,t), ⎪λ1 ∂T1(x,t)=0приx =0, ⎨ ∂x
∂ T ( x , t ) ∂ T ( x , t )
⎪λ 1( x ,) -λ 2( x ,) = q при х =± R ⎪ 1 ∂ x 2 ∂ x τ
⎪ ∂ T ( x , t )
⎪λ 22 = q 0 при x =± H .
⎪⎩ ∂x
Так, для полунепрерывного прессования выявлены следующие термодинамические зоны: подход прессуемого металла к очагу деформации в контейнере; очаг деформации в контейнере; подход прессуемого металла к очагу деформации в ПОФМ; очаг деформации в ПОФМ; пребывание прессуемого металла в рабочем канале матрицы. Поэтому выходную температуру профиля можно вычислить по формуле
T пр ( t ) = T 10 +Δ T 1к ( t к ) +Δ T 1к.д ( t к.д ) + +Δ T 1ф ( t ф ) +Δ T 1ф.д ( t ф.д ) +Δ Т 1м ( t м ),
Для решения поставленной задачи нестационарной теплопроводности применяется аналитический метод интегральных преобразований Лапласа [3]. Этот метод имеет ряд преимуществ перед другими классическими методами благодаря стандартности методик и получению решений в виде, удобном для расчета и теоретического анализа. Температура пресс-изделия принимается равной сумме изменений температур во время прохождения деформируемым металлом характерных термодина- мических зон, отличающихся по интенсивности и характеру расположения источников тепла во время прессования.
где t 1 = t к + t к.д + t ф + t ф.д + t м – время прессования элементарного блока металла, состоящее из времени пребывания в контейнере до подхода к очагу деформации t к , времени пребывания в очаге деформации в контейнере t к.д , времени пребывания в ПОФМ до подхода к очагу деформации t ф , времени пребывания в очаге деформации в ПОФМ t ф.д и времени прохождения через рабочий поясок матрицы t м ; Δ Т 1к , Δ Т 1к.д , Δ Т 1ф , Δ Т 1ф.д , Δ Т 1м –изме-нение температуры элементарного блока металла во время прохождения вышеперечисленных характерных зон.
Изменение температуры деформируемого металла во время пребывания в каждой термодинамической
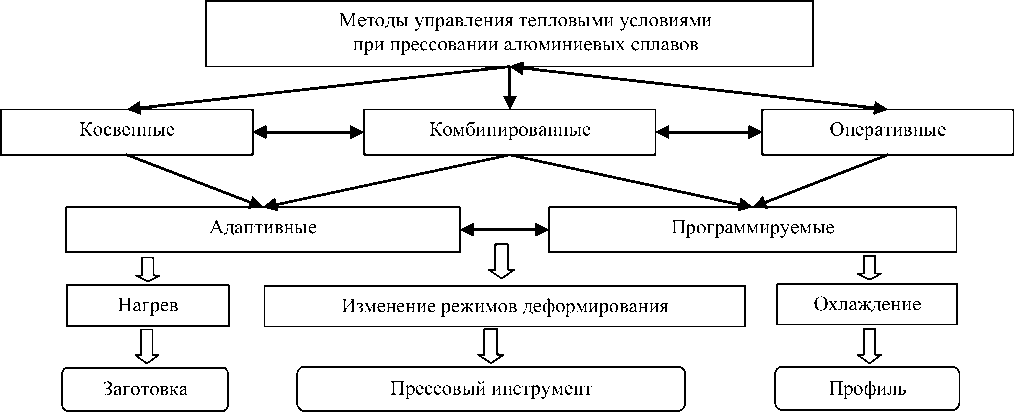
Рис. 1. Классификация методов управления тепловыми условиями при прессовании
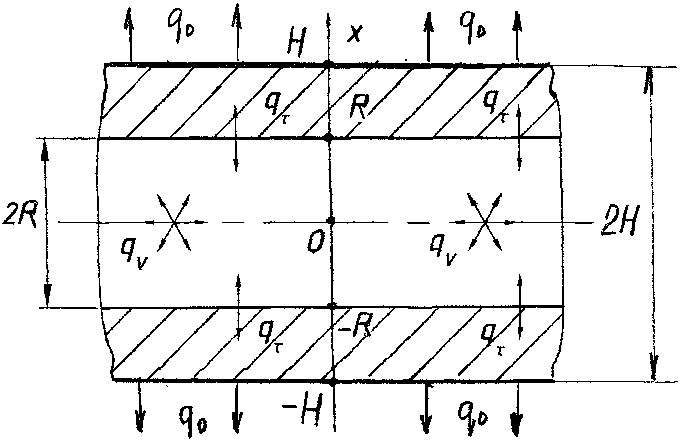
Рис. 2. Схема теплового взаимодействия при полунепрерывном прессовании через ПОФМ: 1 – деформируемый металл; 2 – форкамерная матрица
зоне определяется на основе уравнения теплового баланса:
Δti Δti c1ρ1V1iΔT1i = Fкi ∫qτ(R,t)dt+V1i∫qV(t)dt,(4) 00
где V 1 i и F к – объем и поверхностьконтакта i- й термодинамической зоны; q τ i и qVi – плотности источников тепла на поверхности и в объеме очага деформации i- й термодинамической зоны; Δ T 1 i – изменение температуры во время прохождения ti деформируемым металлом i- й термодинамической зоны.
При помощи уравнения теплового баланса также найдено изменение температуры ПОФМ во время контакта с деформируемым металлом:
t ф0 t ф0
c 2 ρ 2 V 2ф Δ T 2ф = F н.ф ∫ q 2 ( R , t ) dt - F 0 ∫ q 0 ( H , t ) dt , (5)
где V 2ф = π( H 2 - R 2 ) L ф – объем втулки ПОФМ; L ф – длина ПОФМ; F 0 = 2 π НL ф k 0 = F н.ф k 0 – поверхностьохлаж-дения ПОФМ; k 0 – коэффициент охлаждения поверхности, равный отношению площади каналов к общей площади наружной поверхности втулки ПОФМ.
В результате решения поставленной задачи получены
– изменение температуры ПОФМ:
Δ T 2ф =
4 t ф 0 F н.ф q V ф а 1 t
c 2 ρ 2 V 2ф
- 2 i 3 erfc ( H - R )] + a 2 t ф.о
H - R
+ierfc( a2tф.о
-
k1+13V
ΔTфb2
2(k1 +1) tф.о
)] + q т.р.ф
4( k 1 + 1)
-
- ( q т.р.ф + q 0 ) i 2 erfc ( H - R ) - q 0 k 0 }, k 1 + 10 a 2 t ф.о 4
следующие аналитические зависимости для расчета теп-
ловых условий при полунепрерывном прессовании применением ПОФМ:
– для выходной температуры пресс-изделия:
14/
T(t)=T+1 { tк п.р10
c 1 ρ 1 ( k 1 + 1) D к
с
где c 1 , ρ 1 – теплоемкость и плотность п рессуе мого металла; D к – диаметр контейнера; bi =λ ici ρ i ; λ i , ai – коэффициенты аккумуляции тепла, теплопроводности
и температуропроводности материалов заготовки (индекс 1), контейнера и ПОФМ (индекс 2); k 1 = b 1/ b 2 ; Δ T 0 = T 10 - T 20 , здесь Т 10 и Т 20 – начальные температуры нагрева заготовки и контейнера; q т.р и qV –
плотность источников тепла на поверхности и в объеме прессуемого металла в различных зонах. Значения функций i 2 erfc ( x ), ierfc ( x ), erfc ( x ), erf ( x ),
∞
( inerfc ( x ) = ∫ i n - 1 erfc ( x ) dx ,
x
2 ∞ 2
erf ( x ) = e - x 2 dx ) затабули-
π
x
x(q k, — q т.р.к 1
2 Δ T 0 ⋅ b 1 ) +
+
а 1 ⋅ t к.д × к.д
π
-
π
× { -
F -t к.д к.д ⋅
( k 1 + 1) ⋅ V к.д q т.р.к.д 1
-
4 q V к.д
V к.д ×
2ΔТ ⋅b к.д 1)+qVк.д ⋅tк.д(1-
к.д + t ф ( F н.ф
-
( V ф - V ф.д
-
2 KF
ЗУ к.д
2 Δ Tb 2
.ф.д { -
V р ) ( k 1 + 1) t ф
аt а1tк.д )+ π
H - R q т.р.ф H - R
)] + [ k 1 + 4 i 2 erfc ()]
a 2 t ф k 1 + 1 a 2 t ф
2 H - R F н.ф.д ⋅ t ф.д - 4 qi 2 erfc ( )} + × 0
a 2 t ф ( V ф.д - V р )
4 qV ф
k 1 + 1
1 3 H - R
[ - 2 i erfc ()] 3 π a 2 t ф.д
-
-
2 Δ Tb 2
π
H - R
)] + a 2 t ф.д
+ qт.р.ф.д[k1+4i2erfc(H - R)] - k1 + 1 a2tф.д
- 4 qi 2 erfc ( H - R )} + qV ф t ф.д V ф.д +
0 a 2 t ф.д ( V ф.д - V P )
+ t м П ПР F п.р ( k 1 + 1)
( q т.р.м
⋅ k 1
2ΔT ⋅b м.п.р 1 )} π⋅t м
рованы и с точностью до пятого знака после запятой приведены в монографии А. В. Лыкова [3].
Точность расчетов в значительной мере зависит от правильности выбора уравнений реологии прессуемого металла. На основе анализа экспериментальных данных, полученных при определении сопротивления деформации от основных параметров деформирования в работе [4], была предложена достаточно обоснованная зависи-
мостьдля прессуемых алюминиевых сплавов в виде
σ S = А ε В ⋅ξ С ⋅ exp( - D ⋅ T п.р ), (8)
где А , B , C , D –реологические коэффициенты; ε= ln λ – степень деформации; ξ =ε/ t – скорость деформации; Т п.р – температура прессования, °С.
Изменение сопротивления деформации прессуемо-
го металла во время прессования учитывается при определении среднего сопротивления деформации σ S деформируемого металла в каждой характерной зоне [2]:
σ
где σ S , σ S – сопротивления деформации прессуемого металла в начале и конце характерной зоны.
На основе полученной математической модели разработан алгоритм расчета для определения тепловых условий полунепрерывного процесса прессования при использовании ПОФМ с учетом изменения реологии деформируемого металла, который был реализован в программе Microsoft Ecxel, что позволяет при дискретном вводе исходных данных исследоватьтепловые условия при прессовании. Практическое применение полученного решения не требует специальной подготовки инженерно-технического персонала и делает возможным анализ влияния основных параметров процесса на изменение тепловых условий при прессовании для последующей разработки оптимальной технологии производства про-
филей или для создания автоматизированной системы управления технологическим процессом (АСУТП).
Для управления тепловыми условиями полунепрерывного прессования алюминиевых профилей на базе горизонтального гидравлического пресса усилием 25 МН была создана АСУТП [5], обеспечивающая оперативное достижение оптимальных режимов прессования за счет экспресс-анализа сопротивления деформации прессуемого металла в режиме реального времени и позволяющая управлять тепловыми условиями прессования с помощью ПОФМ [6].
Автоматизированная система управления технологическим процессом (рис. 3) включает в себя гидравлический пресс, содержащий управляющую ЭВМ, связанную с датчиками и регуляторами температур нагрева заготовки (ДРТЗ) и прессового инструмента (ДРТК), датчиком скорости прессования (ДРV), датчиком выходной температуры профиля (ДТПр), регулятором охлаждения прессового инструмента (ДРХ) и дефектоскопом для контроля за качеством профиля на выходе из канала матрицы. Управляющая ЭВМ дополнительно снабжена блоком реологии прессуемого металла, который связан с датчиками давления в главном цилиндре пресса (ДУП) и текущего положения пресс-штемпеля (ДПП).
Конструкция ПОФМ в дальнейшем была усовершенствована. Новая ПОФМ имеет выступ, на котором расположено наружное кольцо, внутри выступа находится рабочая полость форкамеры, при этом наружная поверхность выступа эквидистантна внешнему контуру рабочей полости форкамеры и снабжена охлаждающими каналами (рис. 4, 5).
Результаты расчетов по приведенной выше методике были сопоставлены с экспериментальными данными при прессовании строительного профиля КП 45302-1 из сплава АД31 на горизонтальном гидравлическом прессе усилием 25 МН с применением принудительно охлаждаемой форкамерной матрицы (рис. 6).
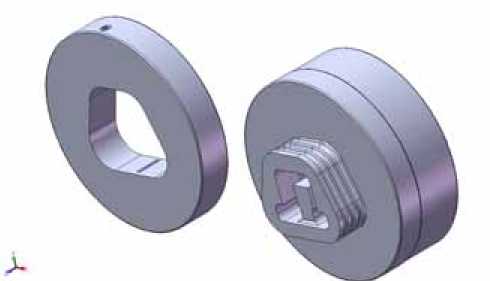
Рис. 4. Трехмерная модельПОФМ
Прессование проводилось из контейнера диаметром 225 мм с использованием заготовки размерами 215 х 780 мм. Скоростьпрессования была близкой к предельной и составляла 10 мм/с. Выходная температура профиля на выходе из канала матрицы замерялась с помощью пирометрического сканирующего устройства. Достаточная сходимостьрасчетных и экспериментальных данных (расхождение не более 5 %) доказывает возможностьприме-нения разработанной модели для инженерных расчетов температурных условий полунепрерывного прессования.
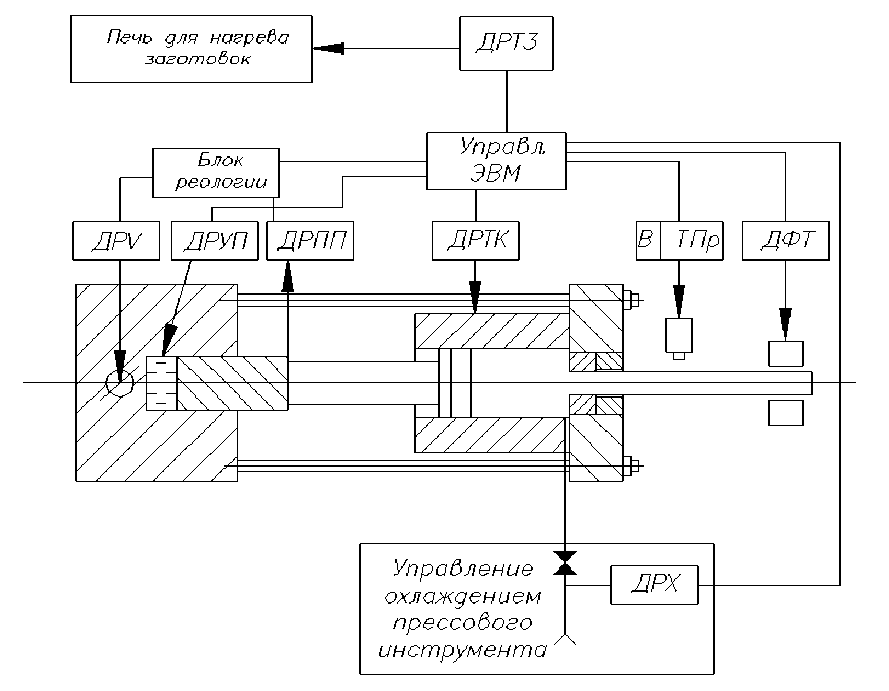
Рис. 3. Блок-схема АСУТП [5] (обозначения см. в тексте)
Внедрение данного технического решения позволит повысить производительность процесса прессования до 20 % и увеличитьвыход годных пресс-изделий. Кроме того, установлено, что пресс-изделия, полученные с использованием ПОФМ, по структуре и свойствам аналогичны пресс-изделиям, изготовленным по штатной технологии, т. е. повышение производительности процесса прессования происходит без ухудшения качества продукции.
Таким образом, в результате проведенных исследований создана математическая модельдля определения тепловых условий полунепрерывного процесса прессования при использовании ПОФМ с учетом изменения реологии деформируемого металла; разработан научно обоснованный комплекс технических и технологических решений, обеспечивающий повышение эффективности производства пресс-изделий из алюминиевых сплавов за счет управления тепловыми условиями процесса прессования.
